















































Typy procesov ohýbania kovov
Techniky ohýbania plechu majú spoločný cieľ tvarovať kov do požadovaných foriem, avšak ich pracovné princípy sa výrazne líšia. Ovládnutie týchto metód si vyžaduje porozumenie kľúčovým faktorom, ako je hrúbka materiálu, rozmery ohybu, polomer krivosti a plánované použitie – všetky tieto faktory ovplyvňujú voľbu najvhodnejšej metódy ohýbania.
Nasledujúce metódy ilustrujú nielen to, ako ohýbať plech, ale aj ako zvoliť správnu techniku pre optimálne výsledky. Najbežnejšie metódy ohýbania plechu zahŕňajú:
Ohýbanie V-diekou
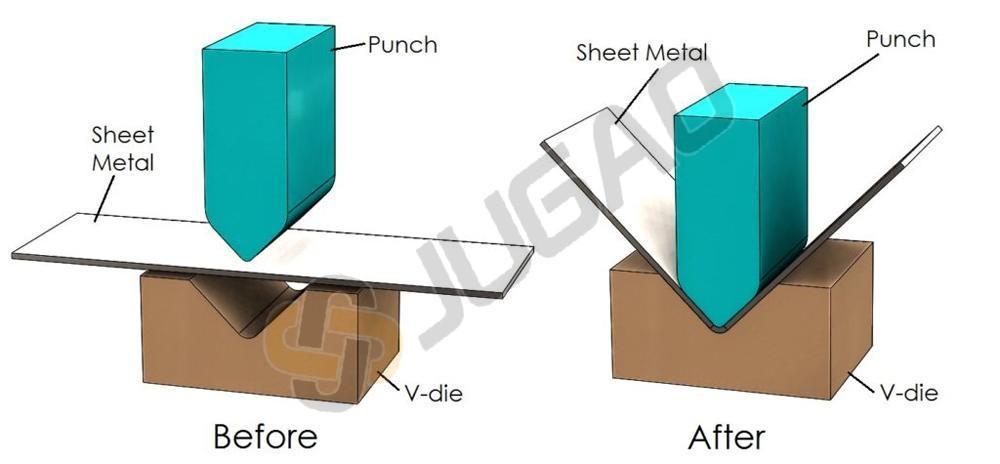
Toto je najpoužívanejšia metóda ohýbania, vhodná pre väčšinu projektov ohýbania. Využíva razník a dielek tvaru písmena V na tvorenie plechu do požadovaného uhla. Počas procesu razník vtlačí plech do dieleka tvaru V.
Výsledný uhol ohybu závisí od hĺbky, do ktorej razník vstúpi do dieleka. Táto metóda je priama a efektívna, pretože často umožňuje ohýbanie bez opätovného umiestnenia obrobku.
Ohýbanie do dieleka tvaru V možno rozdeliť na tri poddruhy:
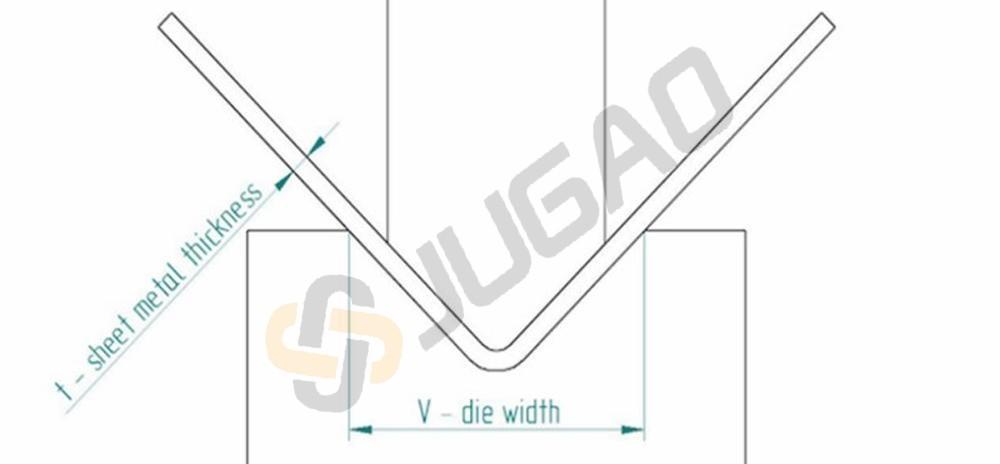
Dolné preliezanie
Dolné ohýbanie je podobné voľnému ohýbaniu, ale s jedným kľúčovým rozdielom: razník úplne vtlačí plech do dieleka, až kým nedôjde k plnému kontaktu s povrchmi dieleka. Tento prístup zníži riziko chýb spojených s voľným ohýbaním.
Táto metóda vyžaduje vyšší tonáž, pretože je potrebná dodatočná sila na dokončenie deformácie a udržanie dielu na mieste po tvárnení. Je kompatibilná s rôznymi konfiguráciami dielek tvaru V.
Dolná časť zabezpečuje vysokú presnosť a nevyžaduje presnú kontrolu tonáže, čo ju robí vhodnou na použitie s staršími alebo menej presnými lisy.
Kovárenstvo
Kovanie zahŕňa tlač plechu medzi zástrčku a dielu za veľmi vysokého zaťaženia. Výsledkom je vysoce presný uhol ohybu s minimálnym pružením späť.
Hoci kovanie ponúka vynikajúcu presnosť, vyžaduje vyššiu tonáž a má dlhšie cyklové časy v porovnaní s inými metódami.
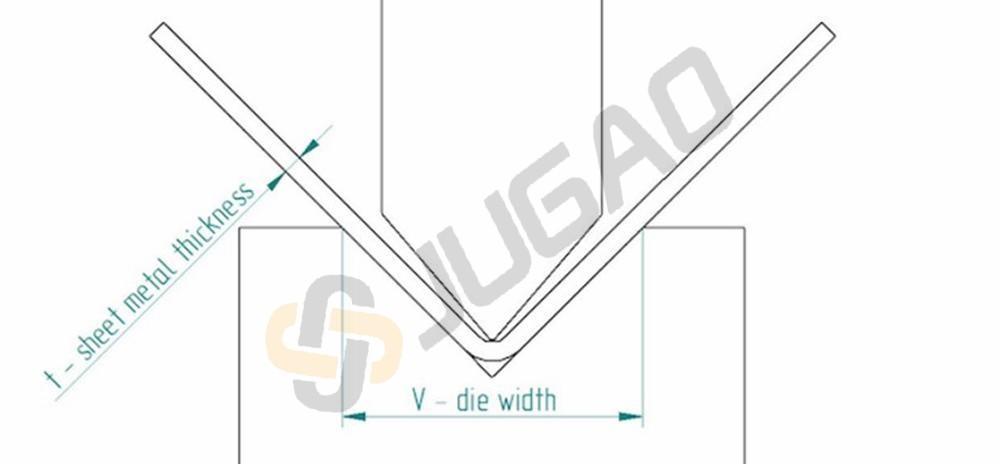
Vzdušné ohýbanie
Ohýbanie vo vzduchu (alebo čiastočné ohýbanie) je menej presné ako dolná časť alebo kovanie, ale je široko používané vďaka jednoduchosti a flexibilite nástrojov, pretože nevyžaduje špeciálne diely.
Významnou nevýhodou je, že ohýbanie vo vzduchu je viac náchylné na pruženie späť.
Pri tomto procese zástrčka pôsobí silou na dvoch bodoch plechu nad otvorom dies. Keďže plech sa nedotýka dna dies, na ohýbanie vo vzduchu s V-dies sa zvyčajne používa lis.
(Lis na ohýbanie plechu je stroj používaný pri výrobe plechových komponentov, ktorý upne obrobok a aplikuje silu medzi záberom a matricou, aby vytvoril požadované ohyby.)
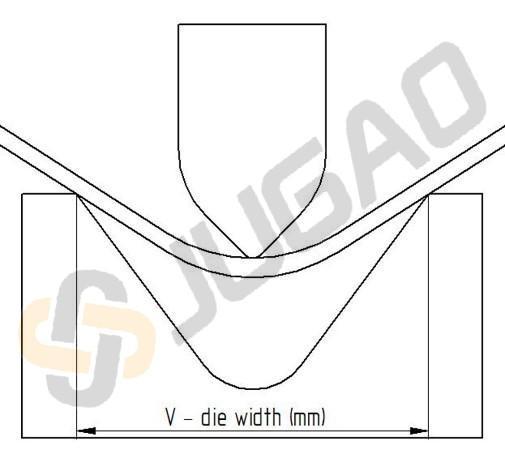
Zakrivenie valcov
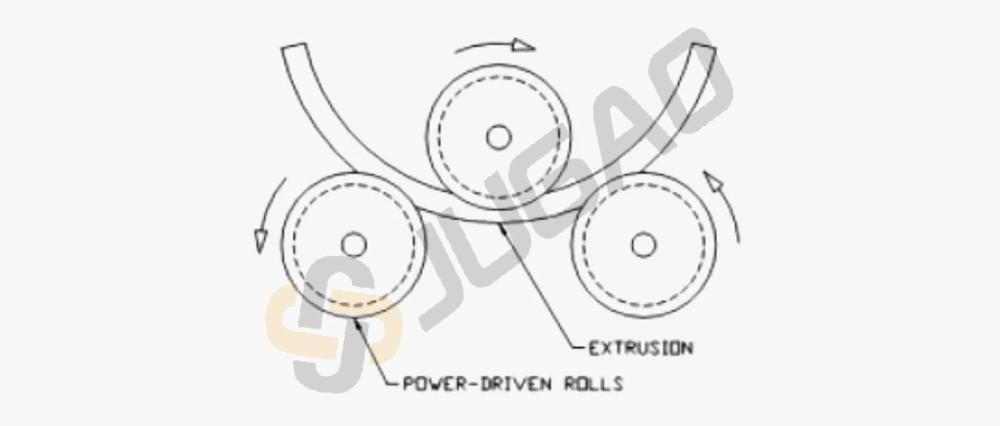
Valcovanie používa sústavu 2, 3 alebo 4 valcov na tvarovanie plechov do zakrivených tvarov. Najbežnejšie usporiadanie je trojvalcová pyramídová konfigurácia, pri ktorej je horný valec nastaviteľný a spodné dva sú pevné.
Plech sa privádza medzi horný valec a dva pevné valce. Pri otáčaní sa valce zachytia plech, zatiaľ čo nastaviteľný valec pôsobí tlakom nadol, aby dosiahol požadované zakrivenie. Štvorvalcový systém pridáva ďalší valec pre lepšiu podporu, čo ho robí ideálnym pre náročné aplikácie.
Táto metóda sa hlavne používa na výrobu valcovitých alebo kužeľovitých tvarov, ako sú rúry, plynové fľaše, nádrže, tlakové nádoby a trubice.
Wipe Bending
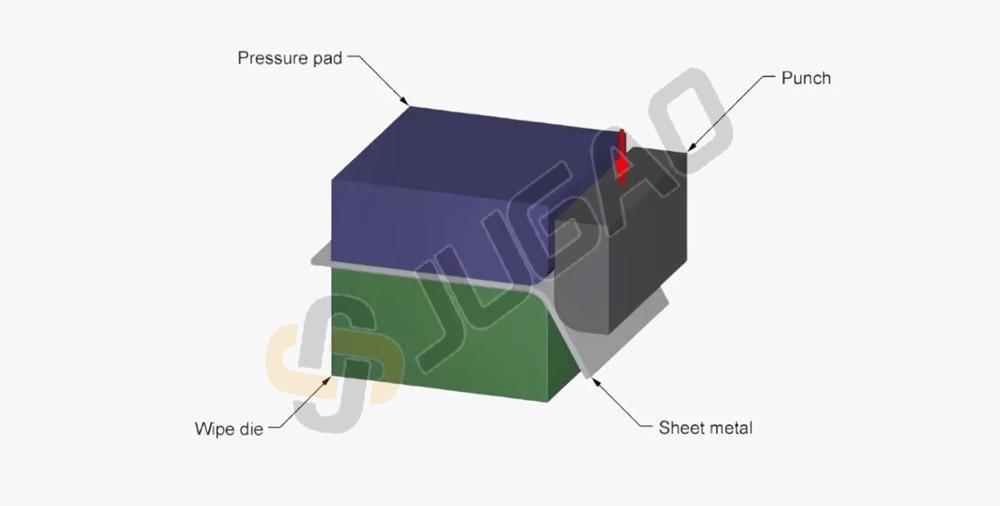
Ohýbanie utierkou (alebo okrajové ohýbanie) využíva utierkovú matricu a základňu. Plech je upnutý medzi matricu a pritláčaciu dosku, čím je odkrytá oblasť, ktorá sa bude ohýbať. Základňa potom smeruje nadol a prehýba materiál cez okraj matice, aby vytvorila požadovaný uhol. Táto metóda je vhodnou alternatívou k lisovaniu pri menších flangoch.
Táto technika umožňuje súčasné tvorenie viacerých okrajov, čo zvyšuje produktivitu. Zároveň minimalizuje riziko povrchových trhlín v oblasti ohybu.
Rotačné ohýbanie
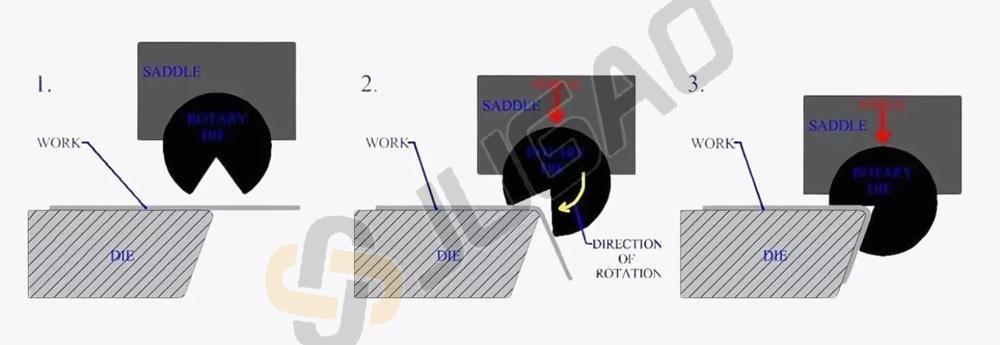
Rotačné ohýbanie sa bežne používa na ohýbanie rúr a trubíc s oblúkmi v rozmedzí od 1° do 180°, ale je vhodné aj pre plechy. Proces pozostáva z troch hlavných komponentov: ohybová forma, upínacia forma a tlačná forma. Ohybová a upínacia forma upevňujú obrobok, zatiaľ čo tlačná forma pôsobí dotykovou silou od voľného konca smerom k ohybovému referenčnému bodu. Otáčavé formy je možné nastaviť pre presnú kontrolu uhla a polomeru ohybu. Počas ohýbania sa do rúr často vkladá mandrila, aby sa zabránilo kolapsu, avšak u pevných plechových dielov nie je potrebná.
Táto tvárniaca metóda je vhodná na vytváranie ohybov v plochých plechoch a široko sa používa pri výrobe rúr a trubíc.
Rotačné ohýbanie ponúka vynikajúcu kontrolu, umožňuje úzke tolerancie ±0,5°. Keďže požadovaný tonáž je o 50 % až 80 % nižší ako pri iných metódach, výrazne sa zníži riziko povrchových chýb, ako napríklad prasklin.

