















































Optimálny návod na prevádzku regulátora osi Z DELEM DA53T/DA58T
Optimálny návod na prevádzku regulátora osi Z DELEM DA53T/DA58T
Nesprávna konfigurácia regulátora osi Z DELEM DA53T/DA58T môže výrazne ohroziť prevádzkovú účinnosť zlomových lisov. Tento komplexný návod podrobne popisuje správne nastavenie a prevádzkové metódy regulátora osi Z, pričom sa snaží pomôcť obsluhám dosiahnuť hladký a vysokopresný chod zlomového lisu ovládaním jeho základných funkcií a procesov konfigurácie.
Regulátor osi Z DELEM DA53T/DA58T je špeciálny riadiaci komponent vyvinutý pre CNC systém DELEM DA53T/DA58T. Je integrovaný s dotykovou obrazovkou Schneider Easy Harmony a PLC Schneider TM200, čo zvyšuje schopnosti systému DA53T/DA58T na riadenie 6+1 osí a výrazne zvyšuje flexibilitu a presnosť jeho prevádzky. Použitá dotyková obrazovka má model HMIET6401, ktorá disponuje 7-palcovým displejom s rozlíšením 800 × 480 pixelov a TFT LCD displejom s 16-miliónovou farebnou paletou pre jasnú a intuitívnu obsluhu.

1. Základný prehľad prevádzky regulátora osi Z
Pre systémy série DELEM DA5XT (vrátane DA53T/DA58T) je možné ovládať os Z v režime jednotlivých krokov aj v režime viackrokového programovania – podobne ako osi X a R je režim riadenia osi Z voľne prispôsobiteľný v systéme DA5XT.
Základné kroky programovania osi Z sú nasledovné:
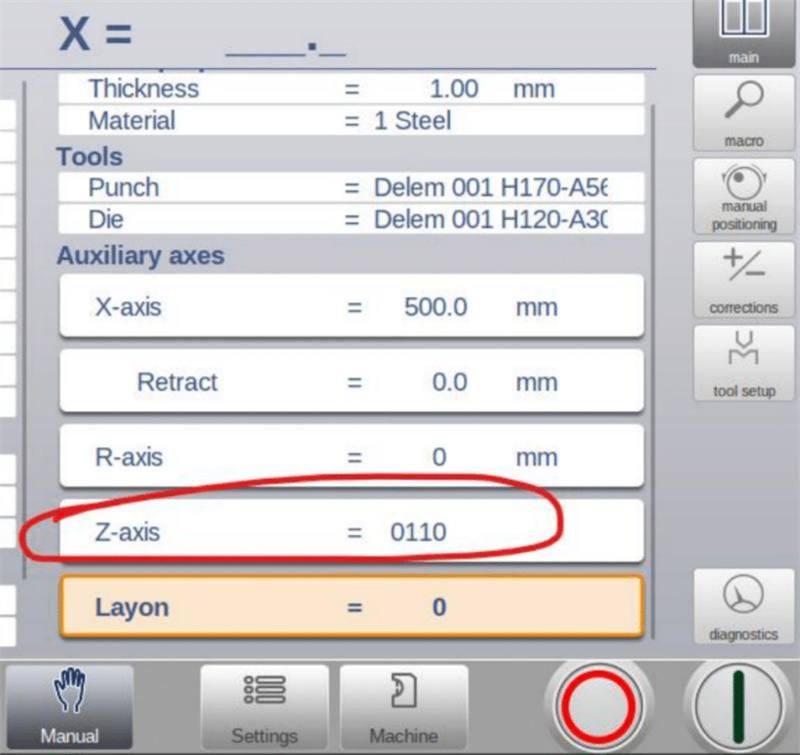
1. Na základe skutočnej dĺžky plechu a polohy prebitia zadajte presné súradnice programovania osi Z na dotykovej obrazovke JUGAO;
2. Pre každý krok programovania v systéme DA5XT priraďte jedinečné ID osi Z (hodnota ID je v binárnom formáte s konfigurovateľným rozsahom od 0000 do 1111).
Obe jednokrokové aj viackrokové prevádzkové módy osi Z umožňujú ľubovoľné nastavenie hodnôt ID osi Z v binárnom rozsahu 0000–1111 a systém poskytuje vizuálne príklady prevádzky pre oba módy, aby sa uľahčilo pochopenie a obsluha pre operátora.
2. Podrobný postup na dotykovej obrazovke JUGAO
Dotyková obrazovka JUGAO je základné človek-stroj rozhranie pre manuálnu a automatickú prevádzku osi Z, pričom logika prevádzky je jasne rozlíšená pre rôzne pracovné módy, rovnako ako sú špeciálne metódy spracovania výnimkových situácií a denná kalibrácia.
2.1 Spôsob manuálnej prevádzky
Ručná prevádzka osi Z je dostupná iba vtedy, keď sa na dotykovej obrazovke zobrazuje špecifikovaná ikona ručnej prevádzky; ak ikona nie je zobrazená, ručné ovládanie je zakázané.
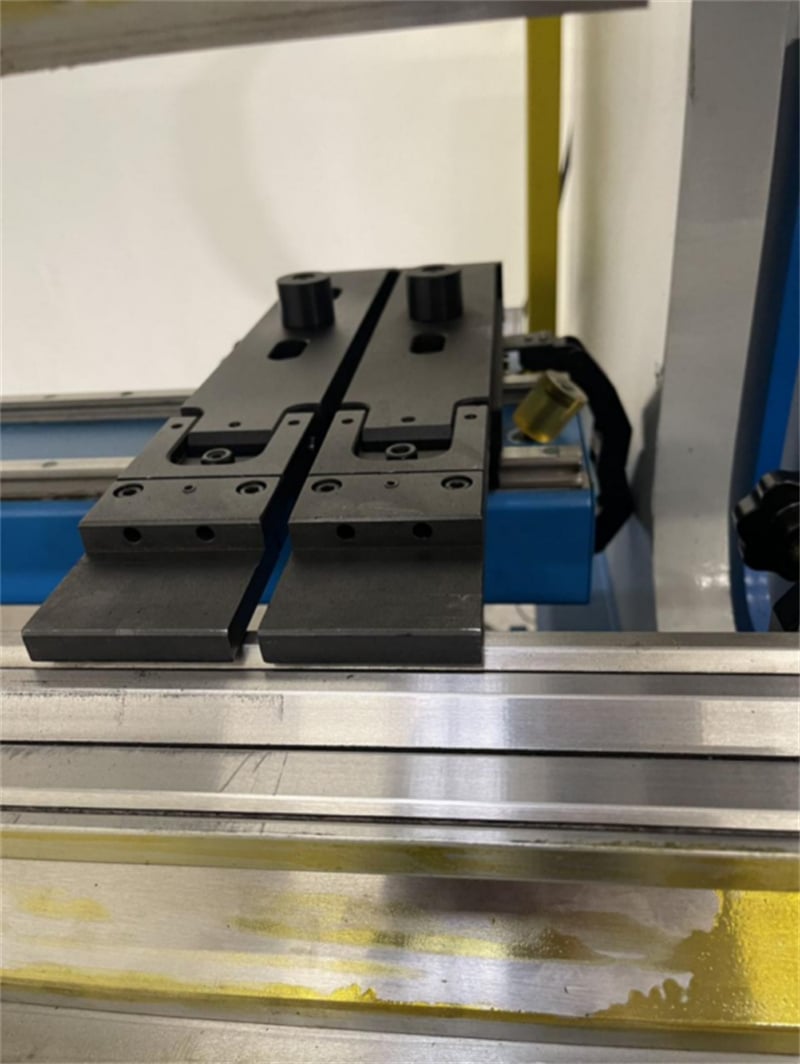
• Stlačte tlačidlo pre dopredné ovládanie, aby ste priviedli Z1 alebo Z2 do pohybu v smere zvyšovania hodnoty polohy (strana Y1 zodpovedá polohe s minimálnou hodnotou osi Z a strana Y2 zodpovedá polohe s maximálnou hodnotou osi Z);
• Stlačte tlačidlo pre spätné ovládanie, aby ste priviedli Z1 alebo Z2 do pohybu v smere zníženia hodnoty polohy; pohyb sa okamžite zastaví po uvoľnení tlačidla;
• Prepnutie medzi Z1 a Z2: stlačte tlačidlo výberu osi, pričom Z2 sa zobrazí modrou farbou, čo indikuje, že Z2 je v stave, v ktorom je možné ho ručne ovládať; pri opätovnom stlačení tohto tlačidla sa Z2 vráti na čiernu farbu a ručné ovládanie sa znovu prepne na Z1.
2.2 Spôsob automatickej prevádzky
Automatická prevádzka osi Z sa spúšťa pomocou špeciálneho tlačidla na spustenie automatickej prevádzky na dotykovej obrazovke JUGAO za predpokladu kontroly stavu zariadenia:
• Ak sa olejové čerpadlo zohínacej lisovacej strojne neprešlo do prevádzky, displej vyzve obsluhu, aby najskôr spustilo olejové čerpadlo;
• Ak je olejové čerpadlo v normálnom prevádzkovom stave, stlačenie klávesu automatického štartu spôsobí pohyb osi Z do prednastavenej polohy zodpovedajúcej identifikátoru Id0000;
• Kedykoľvek môžete stlačiť vyhradený kláves pre zastavenie na displeji, aby ste okamžite zastavili automatický pohyb osi Z.
2.3 Riešenie porúch pri kolíziách
V prípade kolízie medzi zastavovacími prstami Z1 a Z2 počas prevádzky riešte poruchu v nasledujúcom poradí:
1. Najskôr skontrolujte, či modul pohonnej jednotky osi Z vykazuje alarmový signál; ak sa alarm aktivuje, vypnite napájanie pohonnej jednotky a znovu ju zapnite, aby ste alarm resetovali;
2. Vykonajte kalibračnú operáciu „učenia“ pre obe osi Z1 a Z2;
3. Na dotykovom displeji zadajte skutočné aktuálne presné polohové hodnoty osí Z1 a Z2 a po potvrdení môže systém obnoviť normálny ďalší chod.
2.4 Kľúčové požiadavky na učenie (kalibráciu) osi Z
Správne učenie (kalibrácia) osi Z je základným predpokladom pre normálny a presný chod celého regulátora osi Z a túto operáciu je nutné vykonať v nasledujúcich prípadoch:
1. Prvé skúšobné spustenie a uvádzanie do prevádzky novej zohínacej lisovacej strojníky vybavenej regulátorom osi Z DA53T/DA58T;
2. Akýkoľvek náhodný zrážkový kontakt prstov zastavovacieho zariadenia osi Z alebo iné nezvyčajné mechanické nárazy na os Z.
Je dôležité poznamenať, že regulátor osi Z má funkciu pamäte pri vypnutí napájania: kalibrované parametre polohy osi Z sa systémom automaticky uložia. Po vypnutí a opätovnom zapnutí zariadenia nemusí obsluha operáciu učenia (kalibrácie) opakovať a systém môže priamo použiť uložené parametre na prevádzku.

