Hlavná štruktúra tlačidle pre ohyb
1. Úvod do mechanické štruktúry
Hydraulická zagiňovacia stroj je hlavne tvorený lôžkom, klíčom, záložnou mierkou, hydraulickým systémom, matricou, podpôrnym stojanom, bezpečnostnou ochrannou zariadením, elektrickým systémom atď.

2. Mechanické pripojenie
(1) Horný klátik je pripojený k vŕtačkovej tyči v dvoch cylin滴rovej sústave a podporený cez dolnú dosku cylinra na ľavej a pravej stene. Sú tu ľavé a pravé vodičové relie, ktoré poskytujú vodic pre pohyb klátika hore a dole. Na spojení medzi vŕtačkovou tyčou a klátikom je guľová polštárka, aby sa zabezpečilo, že sila na traverzu je rozumné distribuovaná a vŕtačková tyč je v dobré alianci.

(2) Podľa rôznych foriem hlavnej strojnice má spodná traverza (pracoviská) hybného stroja vyrobená podľa požiadaviek zákazníka dve formy. Jedna je jednotraversová forma pevne priložená šroubmi; druhá je trom-traversová forma s kompenzačným valcom. Na oboch stranách sú umiestnené prispôsobiteľné polštárky na opravu polštárky a prilisťovacej plochy tela, a presnosť opravy sa dá upraviť.
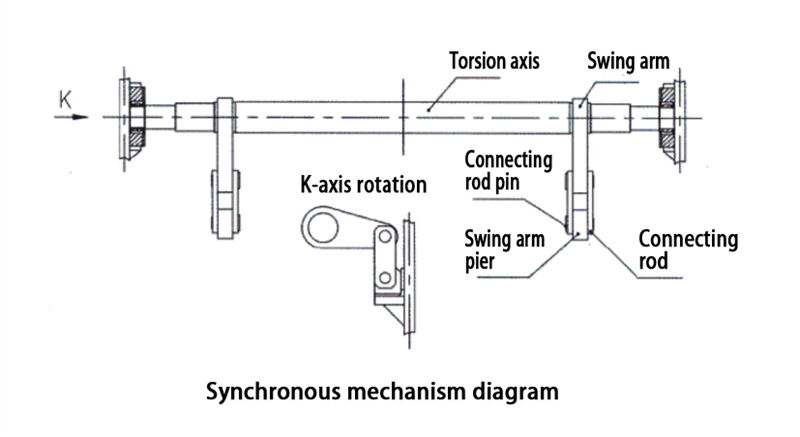
(3) Aby sa zabezpečil synchronný prevod ľavého a pravého valca, strojová jednotka používa synchronizovanú točivú os a rameno s spojnicou.

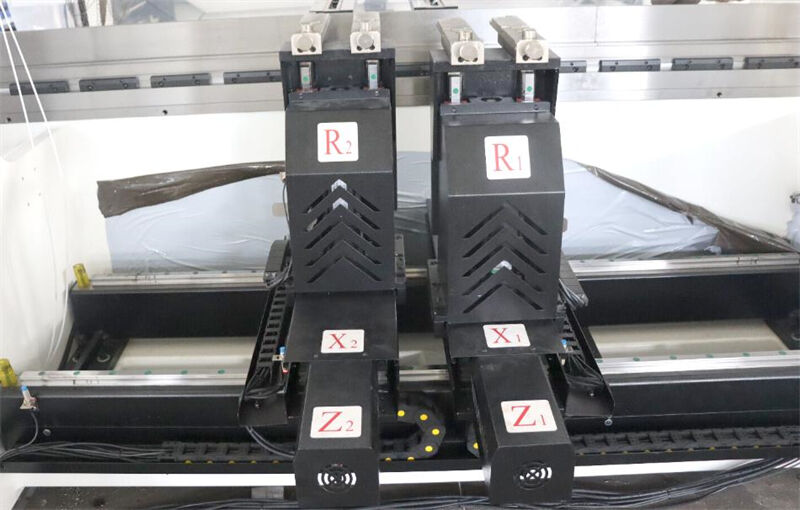
3. Časť posuvu
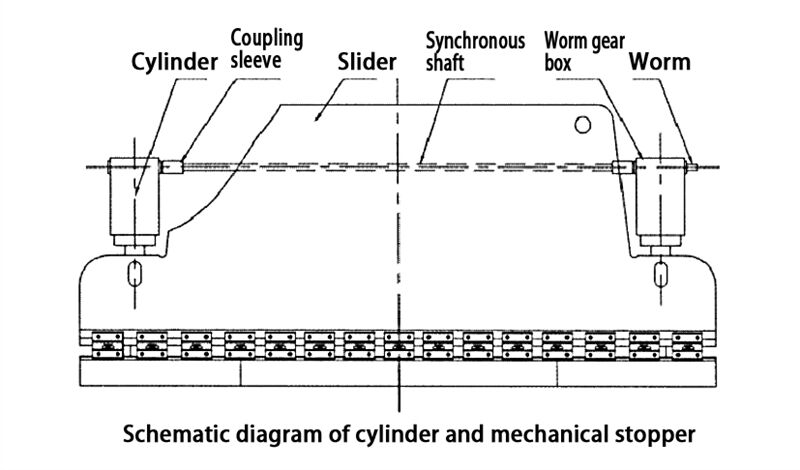
Časť posuvu sa skladá z posuvu, valca a mechanického štruktúry jemnej regulácie zastavenia. Ľavý a pravý valcové sú pevne pripojené na rám, a piston (štiep) pohybuje posuvom hore a dole pomocou hydraulického tlaku.

Mechanický záporník sa umiestňuje vnútri dvoch valcov, s kompaktnou štruktúrou a synchronnou reguláciou na oboch stranách. Schéma je nasledovné. Keď lišty (hora) nie sú rovnaké vľavo a vpravo, zastavte lišty v hornom mŕtvom bode, odstráňte polohovací špicu na spojovacom rukave, otočte červiac na ľavej alebo pravej strane červiacovej krabice na valcoch (dopredu alebo späť), potom stlačte lišty do dolného mŕtveho bodu, změrujte a upravujte (opakujte vyššie uvedenú operáciu), kým sa lišty (horný form) nezrovnajú vľavo aj vpravo, a nakoniec ich pevne umiestnite na spojovacom rukave.
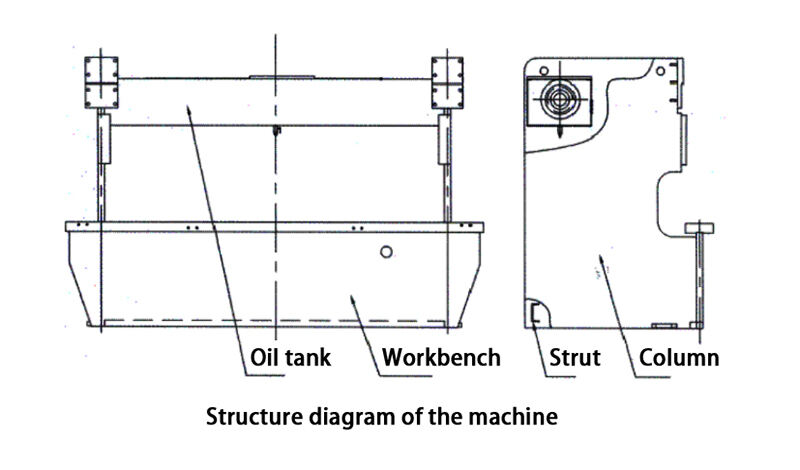
4. Rám
Rám je spájaný do jednotného rámového systému pomocou ľavých a pravých stĺpcov, olejových nádrží a podpôrných blokov, pričom pracovná plocha je pevne pritiahnutá na spodok ľavých a pravých stĺpcov.

5. Synchronizačný mechanizmus
Mechanický nútený synchronizačný mechanizmus, ktorý sa skladá z krivule a ohnivého ramena, má jednoduchú štruktúru, stabilné výkony a vysokú presnosť synchronizácie.

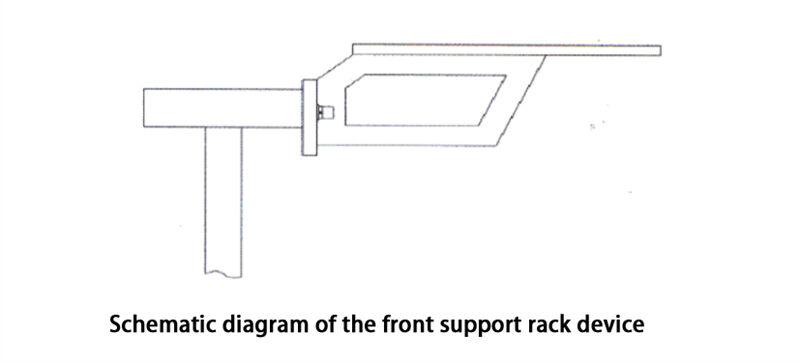
6. Zariadenie prednej podpory
Predné podporné zariadenie slúži na podporu a držanie detailu.
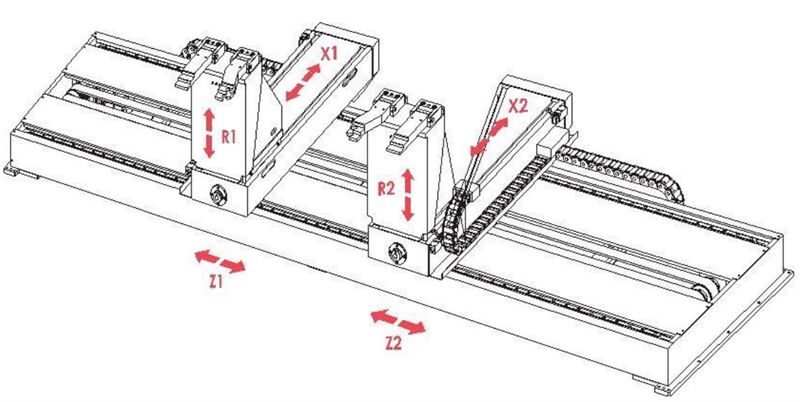
7. Zadná miera
Zadná miera je cennou súčasťou stroja a hraje dôležitú úlohu pri skutočnej prerobe na ohyb. Nasleduje niektorý popis zadnej miery: Ovláda sa tlačidlom na operačnej panele, aby motor pohánal rám zadnej miery vpred a nazad.

8. Press Brake Die
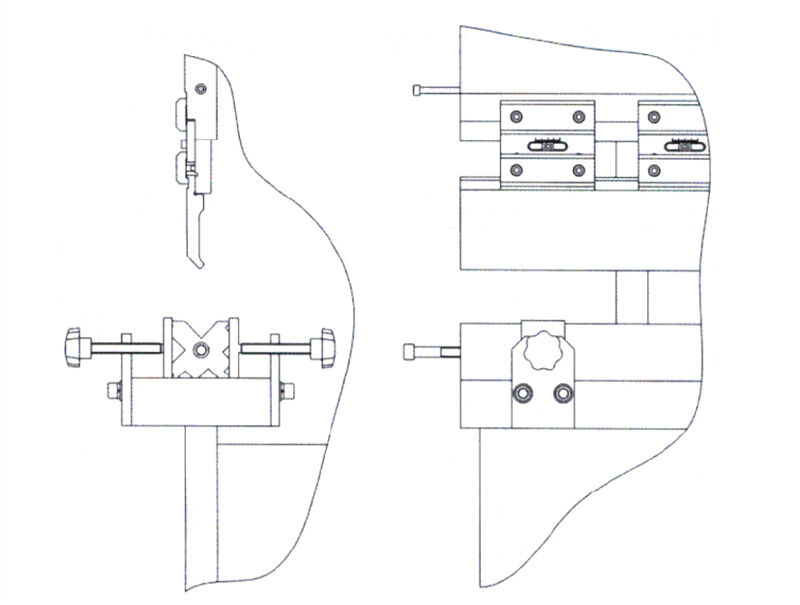
(1) Horný nástroj je nainštalovaný na klúči a pevne zatiahnutý spojovacím plechom a tlmičovou doskou. Horný nástroj je vybavený mechanizmom细微 prispôsobenia, ktorý sa pohybuje vľavo a vpravo šikmo a slúži na dolnú a hornú kompenzáciu prispôsobenia horného nástroja, aby sa zabezpečila presnosť ohýbaného výrobku.
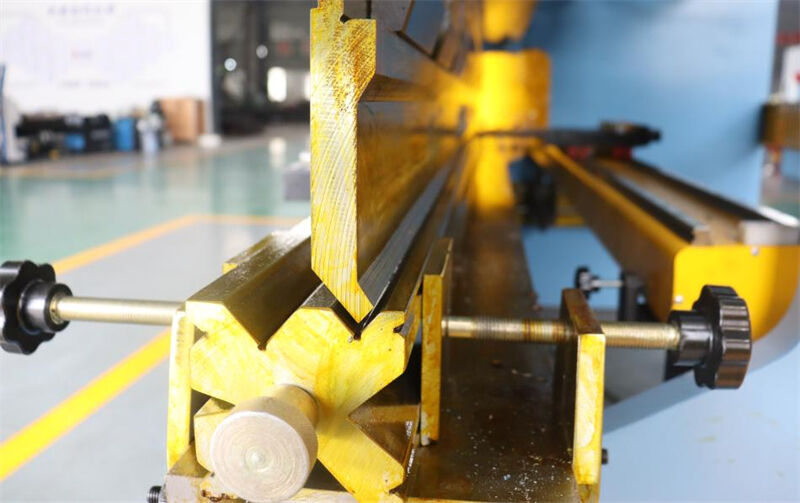
Spodný nástroj je nainštalovaný na pracovnej doske. Rotujúci otočný drôt môže postrčiť spodný nástroj dopredu a dozadu na zarovnanie stredu ostrie ťažiacich ľubovoľných ostrí.

(2) Inštalácia nástroja
a. Inštalácia a odmontovanie nástroja by mala byť dokončená vyškolenými a overenými profesionálmi a striktne dodržiavať požiadavky elektrických špecifikácií.
b. Nastavte posuvník na správnu pozíciu horného mŕtvého bodu podľa výšky vybratého formu.
c. Pri montáži formu musí byť vypnutý olejový čerpadlo a strojový nástroj nesmie byť spustený.
d. Odstráňte nepožadované látky, špičky a výstup z formu a povrchu pre montáž formu.
e. Najskôr nainštalujte horný form, potom dolný form.
f. Po nainštalovaní formu venujte pozornosť utiahnutiu šrafov.
g. Po nainštalovaní strojového nástroja spustite olejovú pumpy, aby sa posuvník pohol dole a ovládal sa v požadovanej príslušnej pozícii. Skontrolujte, či sú horné a dolné matice zarovnané, t.j. či sú medzery na oboch stranách horného nástroja rovnaké v V-kanáli. Ak nie, upravte dolnú maticu a pevne ju zafixujte, aby sa strojový nástroj vrátil do horného mŕtvého centra. (Poznámka: Zachovejte medzeru medzi hornou a dolnou maticou väčšiu ako hrúbka plechu, ktorý má byť ohnutý.)
upravte naklonený klín tak, aby dolná plocha horného štampu mohla byť upravená na dosiahnutie minimálnej chyby uholu zlomu po celkej dĺžke zlomu. Pre dosiahnutie dobrého efektu zlomu sa naklonený klín môže znovu upraviť podľa skutočného výsledku zlomu vzoru. Ak je skutočný uhol zlomu v tomto bode pri úprave príliš veľký, mala by sa dolná plocha štampu v tomto bode upraviť smerom nadol, t.j. pripustite závoru a posuňte klín doľava. Po úprave utiahnite šroub. V opačnom prípade upravte dolnú plochu štampu smerom nahor, t.j. posuňte klín doprava.

(3) Poznámky k používaniu štampu:
a. Pravidelne skontrolujte pevnosť šroubov štampu
b. Pri menovaní štampu buďte opatrní a pomiestnite štamp opatrnne na rám štampu vedľa stroja, aby sa nezpochybnil.
c. Každému štampu je priradená jeho maximálna nosnosť, preto nie je dovolené preťažiť ho a zlomiť.
d. Keď nie je využívané dlhší čas alebo je zastavené, horná matrica by mala byť spustená do V-tvarého štítu dolnej matice, v kontakte s nižšou matricou alebo na rovnom plátci.
e. Keď nie je matrica využívaná, aby sa chránila ostrieho matice, môže byť umiestnená na drevenú dosku alebo gumiakovú plášť a povrch matice môže byť namazaný olejem.
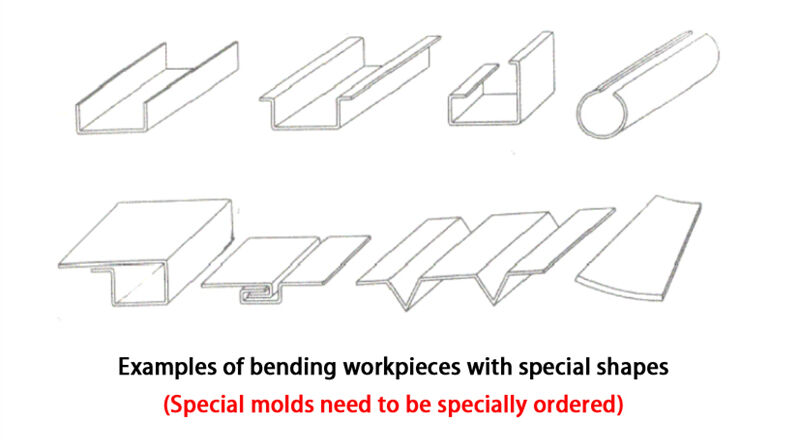
(4) Nasledujúce kusy sa dajú ohnúť