















































Ako určiť základnú príčinu opotrebovania vodidiel stroja na ohýbanie rúr?
Ako určiť základnú príčinu opotrebovania vodidiel stroja na ohýbanie rúr?

Keď sa vodidlá stroja na ohýbanie rúr opotrebujú a začnú ovplyvňovať presnosť stroja, spôsobiť vibrácie alebo zvýšiť odpor pri pohybe ohýbacieho vozíka, klesne kvalita spracovania výrobku a celková výrobná účinnosť. Ak skúmate príčiny predčasného opotrebovania vodidiel a dúfate nájsť ich základnú príčinu ešte predtým, než problém spôsobí vážne straty, tento článok vám poskytne praktické pokyny. V nasledujúcom obsahu systematicky predstavím bežné prejavy opotrebovania vodidiel, metódy diagnostiky a prístupy k odstraňovaniu porúch, aby som pomohol tímu údržby a prevádzkovateľom presne určiť základnú príčinu poškodenia vodidiel. Včasným zistením problémov môžete vyhnúť sa nepotrebným výmenám komponentov, znížiť výpadky vybavenia a zabezpečiť stabilitu procesu ohýbania.
Ako zistiť, či sa vodidlá stroja na ohýbanie rúr opotrebujú počas prevádzky
1. Pozorujte zmeny v presnosti počas opakovaných ohýbacích procesov
Jedným z prvých typických prejavov opotrebovania vodidlá v strojoch na ohýbanie rúr je nekonzistentnosť výsledkov spracovania. Keď sa pri rúrach spracovaných za rovnakého programu a rovnakých technologických parametrov vyskytujú výrazné rozdiely v uhloch, často to naznačuje, že opotrebovanie povrchu vodidlá ovplyvnilo stabilitu pohybu vozíka. Odporúča sa použiť digitálny uholomer na porovnanie výsledkov viacerých ohýbacích operácií. Ak sa odchýlka postupne zväčšuje, zvyčajne ide o mechanické opotrebovanie a nie o odchýlky riadiaceho systému alebo softvéru.
2. Venujte pozornosť nezvyčajným vibráciám a hluku.
Vibrácia nie je len rušivým faktorom počas prevádzky, ale aj predzvestím mechanického poškodenia. Ak je povrch vodidla opotrebovaný alebo zle mazaný, vozík sa počas pohybu nepohybuje hladko, čo zvyšuje trenie a môže spôsobiť hluk, stopy vibrácií na povrchu rúrky a dokonca aj lokálne prehriatie. Ak je vibrácia výraznejšia za podmienok veľkého zaťaženia, môže to súvisieť s nesprávnym zarovnaním vodidla alebo poruchou systému mazania.
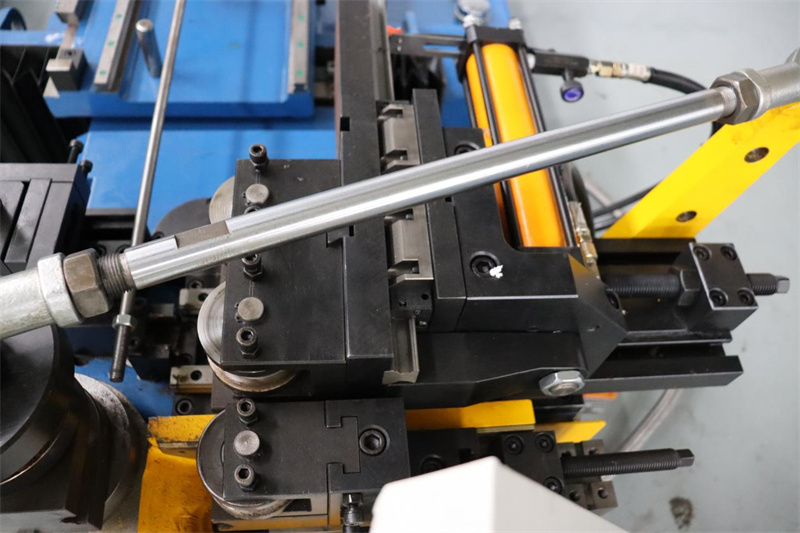
3. Manuálne posuňte vozík a skontrolujte odpor pri pohybe.
Prepnite do manuálneho režimu a pomaly tlačte vozík, aby ste pocítili, či sa pohybuje hladko. Ak narazíte na zaseknutie, nerovnomerný odpor alebo lokálne zastavenia, zvyčajne to naznačuje poškodenie povrchu vodidla alebo kontamináciu časticami. Za normálnych podmienok by sa vozík mal pohybovať hladko aj pri malom vonkajšom sile.
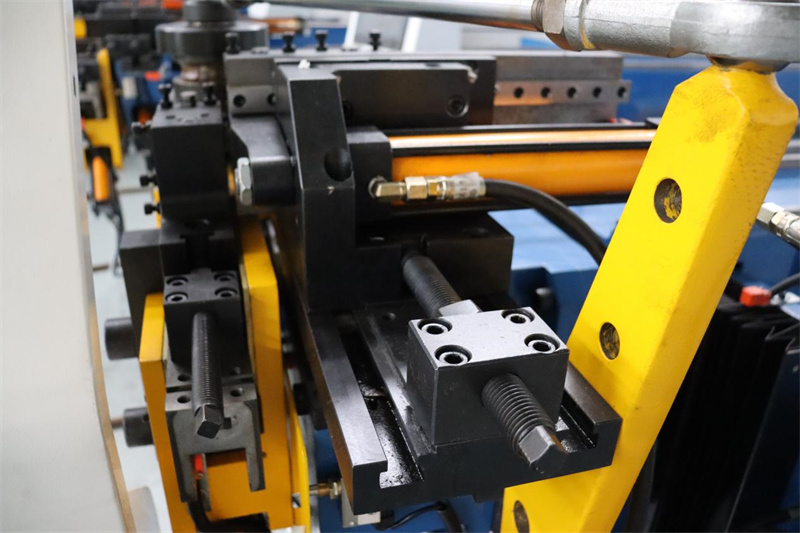
Ako diagnostikovať mechanické príčiny opotrebovania vodidla v stroji na ohýbanie rúrok

1. Odchýlka zarovnania medzi rámovou konštrukciou a vedením.
Zlé zarovnanie je bežnou príčinou nezvyčajného opotrebovania vedenia. Ak nie je vozík a vedenie v smere pohybu presne kolmé na seba, zaťaženie sa sústredí na jednu stranu alebo na lokalizovanú oblasť vedenia, čo spôsobuje nerovnomerné opotrebovanie, prejavujúce sa jednostrannými stlačeninami, škrabancami alebo skosenými vzormi opotrebovania.
Riešenie: Na kontrolu zarovnania vedenia a vozíka použite ručičkový merací prístroj, postupne upravujte upevňovacie skrutky vedenia a neustále sledujte odchýlku. Upozorňujeme, že nikdy nesmiete vykonávať nútené zarovnanie za zaťaženia, pretože to môže spôsobiť štrukturálne napätie a zhoršiť opotrebovanie.
2. Porucha mazacej sústavy alebo nesprávne použitie maziva
Normálny chod vedenia závisí od nepretržitého a dostatočného mazania. Uzatvorenie mazacích potrubí, nestabilný prívod oleja alebo použitie nevhodných mazív vedie k priamemu kontaktu medzi kovovými povrchmi, čo rýchlo zrýchľuje opotrebovanie.
Riešenie: Odporúča sa týždenne kontrolovať mazací systém, aby sa zabezpečil nepretržitý prúd oleja. Používajte špeciálny mazivo vhodné pre komponenty lineárneho pohybu a vyhýbajte sa použitiu bežného tuku. V prípade potreby vykonajte testy prietoku, aby ste overili rovnomerné dodávanie oleja do každého mazacieho bodu.
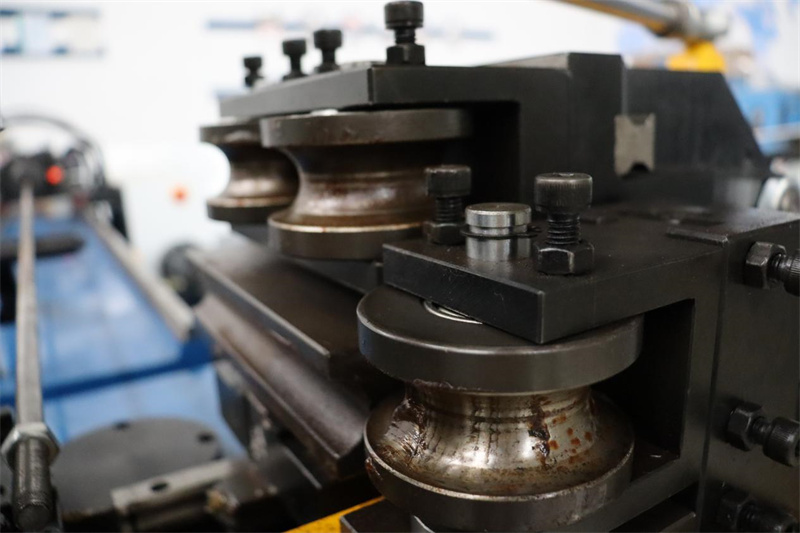
3. Vniknutie kovového prachu alebo nečistôt
Počas ohýbania rúr môže dôjsť k treniu medzi rúrou a formou, čo spôsobuje vznik kovových triesok alebo iných častíc. Ak sa tieto nečistoty usadia na povrchu vedenia a nebudú včas odstránené, budú pôsobiť ako abrazívne prostriedky a zrýchlia opotrebovanie vedenia.
Riešenie: Odporúča sa namontovať ochranné kryty na vedenia a zaviesť pravidelný grafik čistenia. Pri čistení používajte suchý hadrik a vyhýbajte sa vode, aby ste predišli korózii. Pri spracovaní feromagnetických materiálov zvážte inštaláciu magnetického zberného zariadenia, aby ste znížili rozptyl kovového prachu.
4. Nerovnomerné rozloženie zaťaženia
Ak inštalační operátori nepodopru diaľnicové potrubia počas inštalácie na úrovni, alebo nedostatočne podopru dlhé potrubia, vodiace lišty budú pôsobiť dodatočné krútiace sily namiesto lineárneho zaťaženia predpísaného v návrhu, čo spôsobí nerovnomerné opotrebovanie.
Riešenie: Posilniť školenie operátorov, aby sa zabezpečilo stabilné umiestnenie potrubia pred ohýbaním. Pre dlhé potrubia je možné nainštalovať pomocné podporné zariadenia. Pre zariadenia, ktoré pracujú pod vysokým zaťažením po dlhšie obdobie, sa odporúča znovu posúdiť nosnú schopnosť vodiacej lišty a v prípade potreby aktualizovať technické špecifikácie.
Ako spomaliť opotrebovanie vodiacej lišty prostredníctvom pravidelnej údržby
Odporúčania pre plán kontrol
Týždenne: Vizuálne skontrolovať stav vodiacej lišty a odstrániť povrchový odpad.
Mesačne: Skontrolovať prevádzku mazacieho systému.
Štvrťročne: Vykonajte komplexnú kontrolu zarovnania a presnosti.
Ročne: Pozvať odborníkov na vykonanie komplexnej hodnotiacej analýzy systému.
Referenčná frekvencia mazania
Použitie pri nízkom zaťažení: Raz za dva týždne
Stredná záťaž: Raz týždenne
Kontinuálna ťažká výrobná záťaž: Každé 3 až 4 dni
Školenie obsluhovateľov je nevyhnutné
V mnohých prípadoch opotrebovanie vodidiel vzniká nesprávnymi návykmi pri prevádzke alebo nedostatočnou komunikáciou medzi smenami. Odporúča sa vypracovať jasné prevádzkové postupy, štandardizovať proces ukladania rúr a zaznamenávať stav zariadenia počas preberania smien. Noví obsluhovatelia by tiež mali absolvovať systematické školenie, aby sa uistili, že ovládajú správne spôsoby prevádzky.

Vedecky zdôvodnenou kontrolou, presnou diagnostikou a štandardizovanou pravidelnou údržbou môžete účinne predĺžiť životnosť vodidiel stroja na ohýbanie rúr a zabezpečiť tak presnosť spracovania a prevádzkovú stabilitu zariadenia.

