















































Ako upraviť tlakovú nerovnováhu lisy na ohýbanie
Stretávate sa s problémami neustále sa meniacich uhlov ohybu na vašom NC lise? Pochopeie hlavných príčin a zavedenie cielených riešení vám môže pomôcť dosiahnuť presné a opakovateľné výsledky. Metódy nastavenia tlakovej nerovnováhy lisu zahŕňajú hlavne odstránenie vonkajších faktorov a vnútorných faktorov stroja. Najprv je potrebné určiť príčinu tlakovej nerovnováhy, ktorá zvyčajne zahŕňa vonkajšie faktory a vnútorné faktory stroja. Vonkajšie faktory, ako sú ťažké predmety v blízkosti, ovplyvňujú nerovnomerné zaťaženie oboch stran pracovného valca, zatiaľ čo vnútorné faktory stroja môžu byť spôsobené tým, že dva pracovné valce zabezpečujú tlak na oboch koncoch saní, čím sa posúva pracovná ťažisko do stredu, čo ovplyvňuje tvárnenie a následnú prácu výrobku.
Riešenie
Riešenie vonkajších faktorov: odstráňte ťažké predmety, ktoré ovplyvňujú prevádzku lámacej lisovacej mašiny a zabezpečte rovnaký tlak na obe strany pracovného valca.
Riešenie vlastných faktorov stroja: použite metódy kompenzácie priehybu a tlakovú kompenzáciu, a umiestnite mieru deformácie opačne k smeru sily deformácie na pracovnú plochu, aby sa dosiahla premenlivá kompenzácia medzi pohyblivým ramenom a pracovnou plochou. Tým sa vyrovná rozloženie tlaku na oboch stranách pracovného valca lámacej lisovacej mašiny.
Konkrétne kroky
Úprava vonkajších faktorov:
Odstráňte ťažké predmety, ktoré ovplyvňujú prevádzku lámacej lisovacej mašiny.
Zabezpečte, aby na tele lámacej lisovacej mašiny neboli žiadne cudzie predmety a neustále venujte pozornosť pracovným podmienkam lámacej lisovacej mašiny, aby sa znížilo vzniknutie nerovnomerného tlaku na oboch stranách.
Úprava vnútorných faktorov stroja:
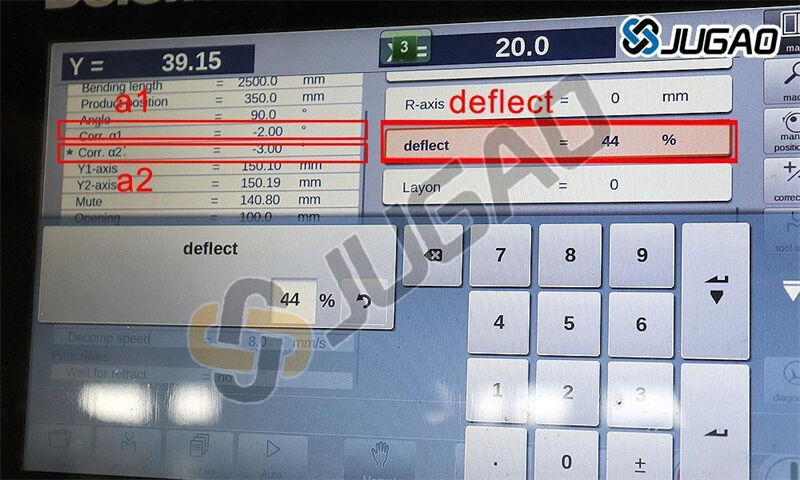
Umiestnite medzi posuvný stôl a hornú matricu lisy množstvo deformácie v opačnom smere ako je smer deformácie spôsobenej silou, aby ste dosiahli kompenzáciu ohybu.
Na dosiahnutie kompenzácie tlaku použite hydraulickú a mechanickú kompenzáciu.
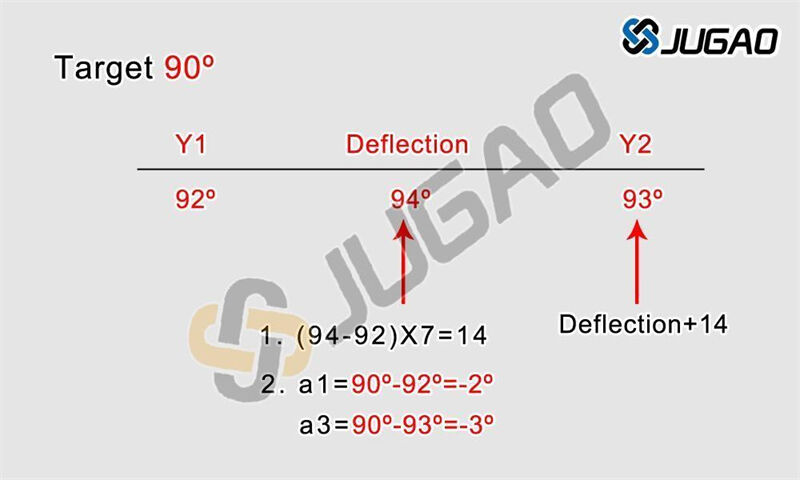
Pozrime sa na nasledujúci obrázok

Kontrola a nastavenie nástrojov
Nesprávne nastavené alebo opotrebované nástroje sú častou príčinou rozdielov v uhloch. Uistite sa, že horná a dolná matrica sú správne zoradené a voľné od poškodenia. Vymeňte akékoľvek opotrebované súčiastky, aby ste zachovali presnosť.

Znova zkalibrujte CNC ovládač
Po určitej dobe môže dôjsť k odchýlke nastavení ovládača stroja od pôvodných hodnôt. Znova zkalibrujte CNC systém, aby presne interpretoval a vykonával príkazy na ohýbanie.
Overenie konzistentnosti materiálu
Odchýlky v hrúbke materiálu, tvrdosti alebo smere vlákna môžu ovplyvniť výsledok ohýbania. Skontrolujte vlastnosti materiálu a pred pokračovaním procesu ohýbania zabezpečte ich rovnomernosť.
Vykonávajte pravidelné údržby
Pravidelná údržba vrátane mazania, kontrol hydraulického systému a mechanických prehliadok môže zabrániť mnohým problémom už pred ich vznikom. Dobre udržiavaný stroj pracuje spoľahlivejšie.
Doladenie nastavení stroja
Upravte parametre ako sú rýchlosť ohýbania, tlak a pozícia zadného dorazu, aby ste optimalizovali výkon pre konkrétne materiály a návrhy.
Riešenie bežných situácií
Častým problémom pri hydraulických NC lisech na ohýbanie je nekonzistentný uhol pozdĺž tej istej ohybovej čiary. Napríklad cieľový uhol 90° môže mať za následok 89° na jednej strane a 91° na druhej strane. Tento problém často vyplýva z nerovnomerného rozloženia tlaku alebo nesprávneho zaradenia.

Systémovým riešením problémov s nastavením nástrojov, kalibráciou riadiaceho systému a kontrolou materiálu môžete obnoviť presnosť vašich ohýbacích operácií.
Poznámky
* Pred použitím lisu sa uistite, že na strojovom tele nie sú žiadne cudzie predmety a vždy venujte pozornosť prevádzkovému stavu lisu.
* Pravidelne čistite a údržbujte lámace lisy, aby ste znížili frekvenciu porúch.
* Dodržiavajte konkrétne prevádzkové pokyny uvedené v návode výrobcu, aby ste zabezpečili bezpečné a účinné nastavenia.
Záver
Na udržiavanie stálych ohybových uhlov je potrebné kombinovať správne nastavenie stroja, pravidelnú údržbu a pozornosť k detailom materiálu. Dodržiavajte tieto osvedčené postupy, aby ste minimalizovali chyby a zvýšili efektivitu vašich NC lisov.

