















































Odborné tipy pre správu nástrojov CYBELEC CybTouch 12
Obsah
• Úvod
• Konfigurácia puncovacej nástavby
• Postupné vytváranie a úprava puncovacej nástavby
• Konfigurácia matricovej nástavby
• Postupné vytváranie a úprava matricovej nástavby
• Štandardizované pravidlá pre pomenovanie nástrojov
○ Pravidlá pre pomenovanie puncovacej nástavby
○ Pravidlá pre pomenovanie matricovej nástavby
• Prevádzka a bezpečnosť zadného zarážacieho zariadenia
• Často kladené otázky (FAQ)
○ Ako optimalizovať výkon správy nástrojov v systéme CYBELEC CybTouch 12?
○ Čo robiť, ak systém nepozná nástroj?
○ Je možné v systéme prispôsobiť nastavenia nástrojov?
• Záver
Efektívna správa nástrojov je základom optimalizovaných CNC obrábacích operácií a ovládnutie tejto funkcie v systéme CYBELEC CybTouch 12 je kľúčové pre zvýšenie presnosti a produktivity pri spracovaní kovov. Tento sprievodca poskytuje praktické a aplikovateľné stratégie pre správu nástrojov na platforme CybTouch 12, pričom je určený ako pre nových používateľov, ktorí sa s týmto systémom začínajú zoznášať, tak aj pre skúsených operátorov, ktorí chcú vylepšiť svoje pracovné postupy. Ak budete tieto pokyny dodržiavať, odhalíte celý potenciál funkcií správy nástrojov tohto systému a minimalizujete chyby vo vašich ohýbacích procesoch.
Úvod
Modul správy nástrojov systému CYBELEC CybTouch 12 umožňuje používateľom vytvárať a konfigurovať strojové nástroje – kľúčový krok pre presný výpočet a vykonanie ohybu. Po výbere a nastavení vhodného poinča a matrice stačí operátorovi zadať požadovaný uhol ohybu a dĺžku laloku (L). Systém CybTouch 12 potom automaticky vypočíta presné polohy osí X a Y potrebné na ohyb, čím zaručuje konzistentnú presnosť pri každej obrábanovej operácii.
Konfigurácia poinča
Základné pokyny pre výber
Ak chcete vybrať predkonfigurovaný poinč, prejdite cez knižnicu poinčov systému pomocou tlačidiel so šípkami na rozhraní a potom sa vráťte na stránku číselného ohybu, aby ste výber aplikovali.
Postupné vytváranie a úprava poinča
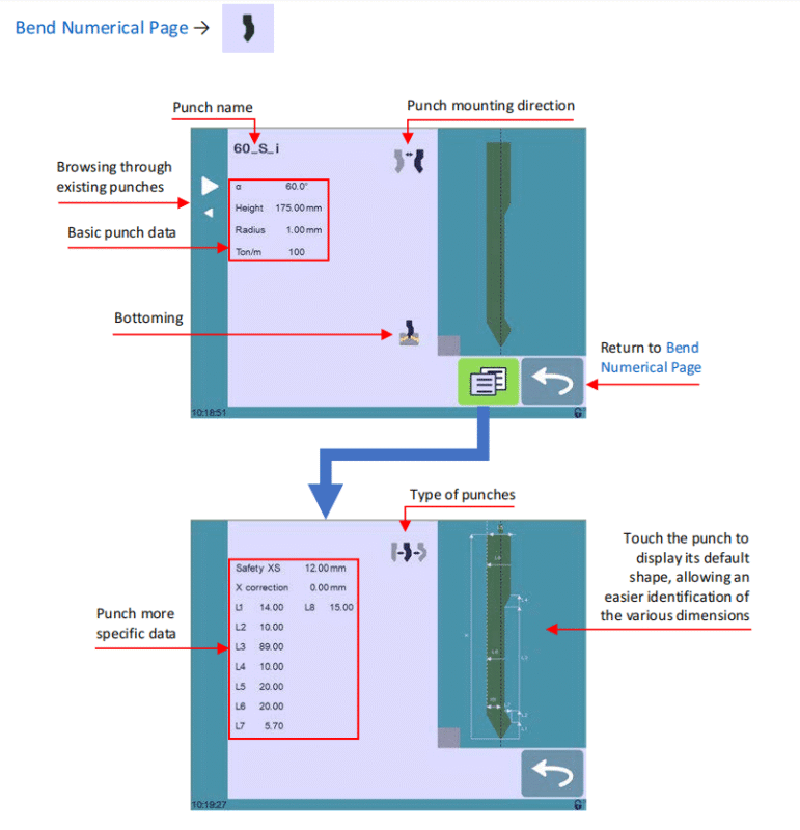
Ak v systéme ešte nebol vytvorený žiadny nástroj na prebitie, pole pre nástroj na prebitie zobrazí ako predvolený popis „???“. Pre existujúce knižnice nástrojov na prebitie systém automaticky vyberie naposledy použitý nástroj (napr. 60_S_i); upozorňujeme, že akékoľvek úpravy nebudú prepisovať pôvodný nástroj na prebitie, pretože upravené nastavenia sa uložia pod novým vlastným názvom. Postupujte podľa týchto 13 krokov na vytvorenie alebo úpravu nástroja na prebitie:
1. Dotknite sa ikony nástroja na prebitie, aby ste otvorili rozhranie pre konfiguráciu podrobností nástroja.
2. Zadajte základné fyzikálne parametre nového nástroja na prebitie: uhol nástroja (α), výšku, polomer a tonáž na meter (t/m).
3. Použite tlačidlo smeru montáže nástroja na prebitie na obrátenie nástroja, ak to vyžaduje usporiadanie obrábania.
4. Vyberte ikonu „Bottoming“, aby ste označili nástroj na prebitie ako opotrebovaniu odolný nástroj pre operácie bottoming.
5. Dotknite sa tlačidla ponuky, aby ste sa dostali na stránku „Viac“ pre pokročilé nastavenia parametrov.
6. Použite ikonu typu nástrojov na prebitie na výber štrukturálneho typu nástroja: priamy, normálny alebo husí krk.
7. Použite grafickú reprezentáciu nástroja na pravej strane obrazovky na zadanie podrobných rozmerových hodnôt (L1 až Lx). Dotknutím sa grafiky sa načíta predvolené rozmerové rozmiestnenie nástroja, čo zjednodušuje identifikáciu a zadávanie jednotlivých parametrov.
Rozmerové normy L1 až Lx sú rovnaké ako tie používané v systémoch PC 1200, DNC 880S a ModEva. Pre použitie nástrojov naprieč systémami exportujte zoznamy parametrov z PC1200 a použite ich na programovanie CybTouch 12 – pre konzistenciu odporúčame priradiť rovnakým nástrojom vo všetkých systémoch rovnaké názvy.
8. Zadajte kritické bezpečnostné a kalibračné hodnoty:
○ Bezpečnostná vzdialenosť XS: Bezpečná vzdialenosť medzi razidlom a zadným meracím hranolom pozdĺž osi X.
○ Korekcia X: Kalibračná hodnota na úpravu akéhokoľvek posunu razidla.
9. Vráťte sa na predchádzajúcu stránku konfigurácie (na uloženie akejkoľvek konfigurácie nástroja v systéme je vyžadované heslo na prístup úrovne 2).

10. Dotknutím sa aktuálneho názvu razidla (napr. 60_S_i) spustíte proces uloženia.
11. Vyberte možnosť Uložiť nástroj, aby ste prepísali existujúce parametre nástroja, alebo Uložiť nástroj ako, ak chcete uložiť upravený/ nový nástroj pod jedinečným názvom.
12. Použite alfanumerickú klávesnicu systému na zadanie nového názvu nástroja v súlade so štandardizovanými pravidlami pre pomenovanie uvedenými v nasledujúcej časti.
13. Dotknite sa tlačidla
späť, aby ste sa vrátili na hlavnú stránku programu; novou uložený nástroj bude predvolene vybraný a pripravený na okamžité použitie pri obrábacích operáciách.
Konfigurácia matrice
Základné pokyny pre výber
Výber matrice prebieha rovnakým spôsobom ako výber nástroja: prehliadajte si knižnicu matríc preduložených v systéme pomocou tlačidiel so šípkami a potom sa vráťte na numerickú stránku ohybu, aby ste potvrdili výber.
Postupné vytváranie a úprava matríc
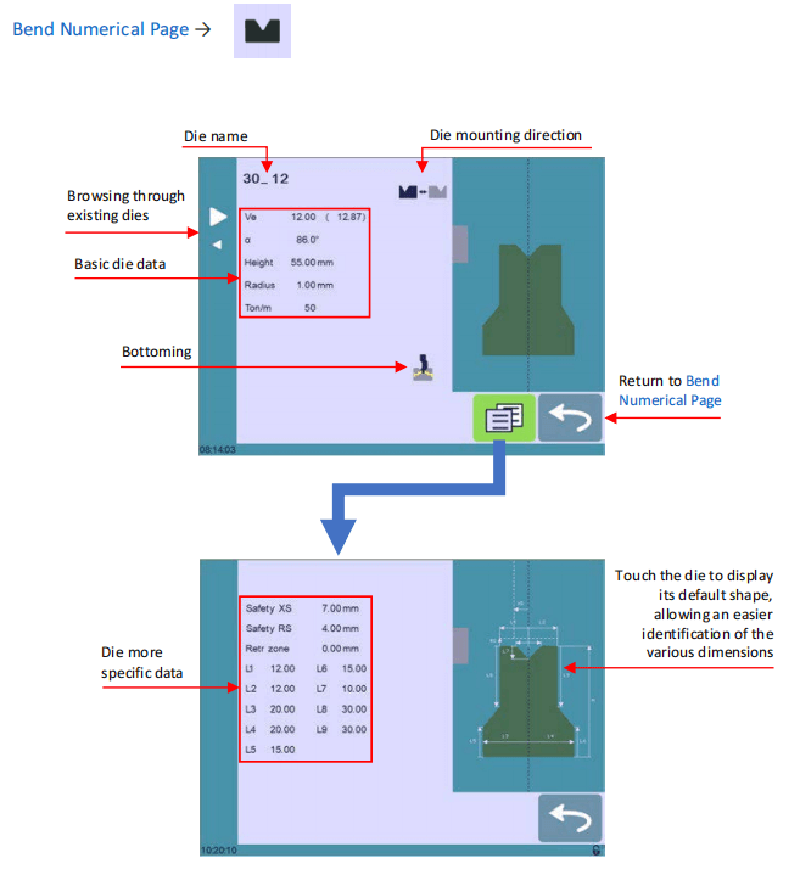
Ak v systéme nie je nakonfigurovaná žiadna matrica, pole pre maticu zobrazí „???“; pre existujúce knižnice matíc systém načíta naposledy použitú maticu (napr. 30_12). Úpravy existujúcej matice neovplyvnia pôvodné parametre, pretože všetky zmeny sa uložia pod novým názvom. Vykonajte nasledujúcich 12 krokov na vytvorenie alebo úpravu matice:
1. Dotknite sa ikony matice, aby ste otvorili rozhranie pre konfiguráciu podrobností matice.
2. Zadajte základné fyzikálne parametre novej matice: šírku matice (Ve), uhol (α), výšku, polomer a tonáž na meter (Ton/m).
3. Použite tlačidlo Smer montáže matice na prevrátenie matice, ak je to potrebné pre dané nastavenie obrábania.
4. Vyberte ikonu Bottoming, aby ste klasifikovali maticu ako opotrebovaniu odolný nástroj pre procesy bottoming.
5. Dotknite sa tlačidla MENU, aby ste otvorili stránku Ďalšie pre pokročilé nastavenia rozmerov a bezpečnosti.
6. Na zadanie podrobných rozmerov (L1 až Lx) použite grafickú reprezentáciu diely na pravej strane obrazovky. Dotknutím sa grafiky sa zobrazí prednastavené rozmiestnenie rozmerov diely, čo uľahčuje zadávanie presných hodnôt.
Rozmery L1 až Lx pre diely sú rovnaké ako u vystrihovacích nástrojov a zodpovedajú štandardom systémov PC 1200, DNC 880S a ModEva. Pre kompatibilitu nástrojov medzi rôznymi systémami exportujte parametre diely zo systému PC 1200 a použite ich pri programovaní CybTouch 12, pričom identické diely v rôznych systémoch označte rovnakými názvami.
7. Zadajte pokročilé bezpečnostné a prevádzkové hodnoty:
○ Bezpečnostná vzdialenosť XS: Bezpečná vzdialenosť medzi dielou a zadným meradlom pozdĺž osi X.
○ Bezpečnostná vzdialenosť RS: Bezpečná vzdialenosť medzi dielou a zadným meradlom pozdĺž osi R.
○ Zóna stiahnutia: Prednastavená zóna stiahnutia diely počas prevádzky.
8. Vráťte sa na predchádzajúcu stránku konfigurácie (na uloženie konfigurácie diely je povinné zadať heslo úrovne 2).
9. Dotknite sa aktuálneho názvu diely (napr. 30_12), aby ste spustili proces uloženia.
10. Vyberte možnosť Uložiť die, aby ste prepísali pôvodné parametre die, alebo Uložiť die ako, aby ste uložili nové/zmenené die pod vlastným názvom.
11. Použite alfanumerickú klávesnicu na zadanie nového názvu die podľa štandardizovaných pravidiel pre pomenovanie systému.
12. Dotknite sa tlačidla
späť, aby ste sa vrátili na hlavnú stránku programu; nové uložené die bude predvolene vybrané a pripravené na okamžité použitie.
Štandardizované konvencie pre pomenovanie nástrojov
Zavedenie konzistentnej konvencie pre pomenovanie kovových vystrihovacích nástrojov (punch) a matricových nástrojov (die) je kritické pre efektívne správanie nástrojov na zariadení CYBELEC CybTouch 12. Jasné a jednotné systémové pomenovanie umožňuje rýchlu a presnú identifikáciu každého nástroja v knižnici a tímy môžu stanoviť ďalšie vlastné pravidlá na základe svojich špecifických výrobných potrieb, čím ešte viac zvýšia organizačnú efektívnosť a znížia chyby pri výbere nástrojov.
Pravidlá pre pomenovanie punch
Názvy punch by mali mať tri postupné časti: uhol punch → typ punch → stav invertovania.

Skratky typov punch:
• N = normálny
• S = Priama
• G = Husí krk
Skratka pre inverziu:
• i = Invertovaná (vynechať, ak je raznica v predvolenej, nie invertovanej polohe)
Príklady: 90_N_i, 60_G, 30_S
Pravidlá pre pomenovanie matric
Pomenovanie matric sleduje podobný štruktúrovaný formát ako raznice, s tromi základnými komponentmi: šírka matrice (rozmer Ve) → uhol matrice → stav inverzie. Použite rovnakú skratku pre inverziu (i = invertovaná) aj pre matrice a skratku vynechajte, ak je matica v predvolenej polohe montáže.
Príklady: 12_86_i, 16_86, 20_30
Prevádzka a bezpečnosť zadného meracieho zariadenia
Funkcia cyklu zadného meracieho zariadenia je kľúčovou funkciou pre bezpečnú a efektívnu správu nástrojov na stroji CYBELEC CybTouch 12, ktorá je špeciálne určená na nastavenie zadného meracieho zariadenia. Táto funkcia úplne posunie zadné meracie zariadenie dopredu, čím umožní obsluhe vykonať potrebné kalibrácie a nastavenia bez toho, aby musela vkladať ruky alebo paže medzi nástroje stroja – tým sa odstráni jedna z kľúčových bezpečnostných hrozieb v procese obrábania.
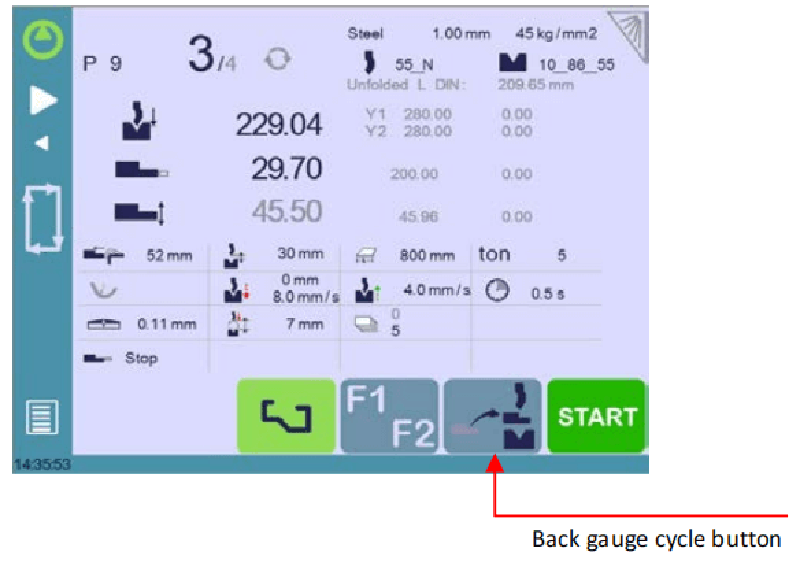
Dôležitá poznámka: Viditeľnosť a dostupnosť funkcie cyklu zadného zarážacieho zariadenia závisia od aktuálnej konfigurácie stroja a jeho stavu indexovania a nemusí byť všetkým prevádzkovým režimom dostupná.
Postupné ovládanie cyklu zadného zarážacieho zariadenia
1. Uistite sa, že je stroj správne zaindexovaný; tlačidlo cyklu zadného zarážacieho zariadenia bude vyblednuté a nedostupné, ak nie je indexovanie dokončené.
2. Ak chcete funkciu aktivovať, stlačte a podržte tlačidlo cyklu zadného zarážacieho zariadenia po dobu viac ako 2 sekundy.
3. Zadné zarážacie zariadenia sa presunú do svojej úplne prednej polohy medzi kovovým nástrojom a matricou. Ak sa rameno stroja nenachádza v hornej úmrtnej polohe (TDC), najprv sa úplne posunie smerom nahor a až potom sa začnú pohybovať zadné zarážacie zariadenia.
4. Po dokončení všetkých nastavení zadných zarážacích zariadení znovu stlačte tlačidlo cyklu na deaktiváciu funkcie a potom stlačte tlačidlo START, aby ste obnovili normálny prevádzkový režim stroja.
Často kladené otázky (FAQ)
Ako optimalizovať výkon správy nástrojov CYBELEC CybTouch 12?
Pre maximálny výkon modulu správy nástrojov CybTouch 12 sa uistite, že je každý nástroj v knižnici presne identifikovaný a úplne parametrizovaný aktuálnymi fyzickými a prevádzkovými údajmi. Pravidelne kontrolujte presnosť údajov o nástrojoch a overte kompatibilitu medzi nastaveniami nástrojov a celkovou konfiguráciou stroja – to zabezpečuje bezproblémovú integráciu nástrojov do obrábacích operácií a minimalizuje výpadky.
Čo robiť, ak systém nepozná nástroj?
Ak systém CYBELEC CybTouch 12 nedokáže rozpoznať razidlo alebo matricu, najprv skontrolujte, či je nástroj správne vložený a mechanicky zarovnaný vo stroji. Potom porovnajte parametre nástroja v rozhraní systému pre správu nástrojov a v prípade potreby znova zadajte alebo opravte akékoľvek nepresné údaje. Nakoniec sa uistite, že softvér systému je aktualizovaný na najnovšiu verziu, aby ste vyriešili prípadné problémy s kompatibilitou medzi softvérom a nástrojmi.
Je možné v systéme prispôsobiť nastavenia nástrojov?
Áno, na zariadení CYBELEC CybTouch 12 je k dispozícii úplná prispôsobiteľnosť nastavení nástrojov. Pre úpravu všetkých relevantných parametrov – vrátane fyzických rozmerov nástroja a matrice, typu materiálu spracovávanej súčiastky a hodnôt kompenzácie – pristúpte k rozhraniu pre správu nástrojov tak, aby zodpovedali špecifickým požiadavkám vašich obrábacích operácií. Vždy sa uistite, že všetky prispôsobené nastavenia sú správne uložené do systému, aby sa zabezpečila konzistentnosť výsledkov počas celého výrobného cyklu.
Záver
Ovládanie funkcií správy nástrojov na zariadení CYBELEC CybTouch 12 vyžaduje jasné pochopenie základných funkcií systému, dobre organizovanú knižnicu nástrojov a pravidelnú údržbu a aktualizáciu všetkých konfigurácií nástrojov. Implementáciou postupov krok za krokom, konvencií pomenovávania a bezpečnostných protokolov uvedených v tomto návode môžete optimalizovať svoj CNC obrábací pracovný postup, výrazne znížiť prevádzkové chyby a zvýšiť presnosť aj efektivitu svojich kovových výrobných procesov.
Ak potrebujete personalizovanú podporu na maximalizáciu výkonu vašej strojovej súpravy alebo na vyriešenie konkrétnych výziev v oblasti správy nástrojov, obráťte sa na náš tím technickej podpory. Okrem toho si prejdite našu knižnicu príslušných technických dokumentov, aby ste si rozšírili odborné znalosti a plne využili možnosti systému správy nástrojov CYBELEC CybTouch 12.

