















































Praktický sprievodca obsluhou lisy na ohýbanie E21
Praktický sprievodca obsluhou lisy na ohýbanie E21
Na ovládanie lísničky E21 začnite tým, že zadáte požadované ohýbacie parametre do ovládacieho systému. Keď je materiál správne umiestnený a upevnený, môžete spustiť ohýbací cyklus, pričom dodržiavajte všetky štandardné bezpečnostné protokoly. Pre konzistentné výsledky vysokej kvality je nevyhnutná pravidelná údržba a pravidelné kontroly nástrojov.
Pre podrobný, krok za krokom popis celého procesu prejdite k úplnému prevádzkovému manuálu nižšie.

Systém E21: Úvod
E21 je špecializovaný riadiaci systém navrhnutý špeciálne pre lisy na ohýbanie. Ponúka optimálnu rovnováhu medzi výkonom a nákladovou efektívnosťou, výrazne zníži celkové náklady na stroj a zároveň zachová presnosť v rámci požadovaných priemyselných noriem.
Kľúčové vlastnosti systému E21 zahŕňajú:
Vysokorozlišovací LCD displej podporuje dvojjazyčné zobrazenie čínštiny a angličtiny a zobrazuje programovacie parametre na jednej strane, čo zrýchľuje a zjednodušuje programovanie.
Inteligentné nastavenie polohy osí X a Y podporuje manuálnu úpravu, čím eliminuje potrebu mechanických ručne ovládaných pozicionovacích zariadení.
Vstavané funkcie nastavenia doby udržania tlaku a oneskorenia uvoľnenia zjednodušujú prevádzku a znížia náklady.
funkcia zálohovania a obnovy parametrov jedným kliknutím, ktorá umožňuje kedykoľvek obnoviť parametre podľa potreby, čím sa znížia náklady na údržbu. Podporuje viackrokové programovanie na zvýšenie výrobného výkonu a spracovateľskej presnosti.
Všetky tlačidlá na paneli sú mikrospínače a boli dôkladne otestované na EMC, vysoké a nízke teploty, vibrácie atď., aby sa zabezpečila stabilita a životnosť výrobku.
Certifikácia CE podporuje trhy v zahraničí.
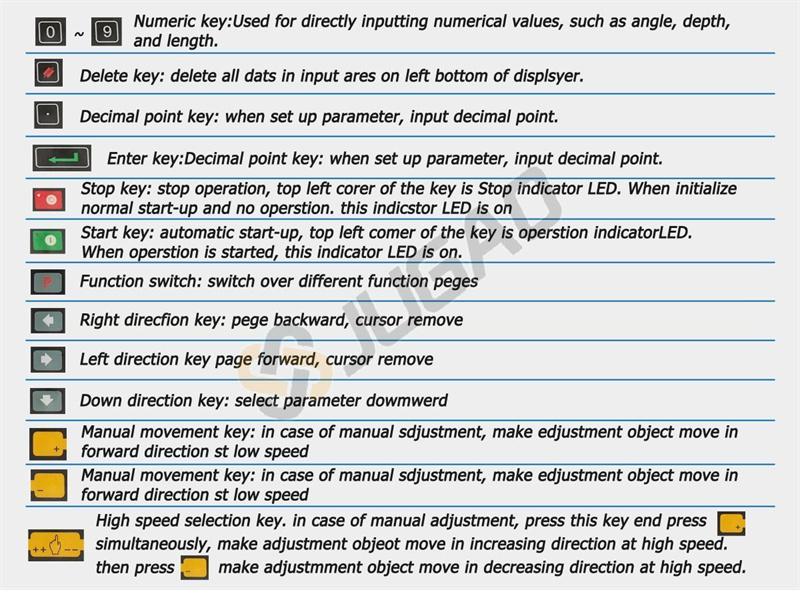
Funkcie klávesov panelu sú popísané v tabuľke.
Jedno rozhranie
Kontrolér E21 používa bodovú maticovú LCD obrazovku 160*160. Zobrazená plocha je uvedená nižšie.
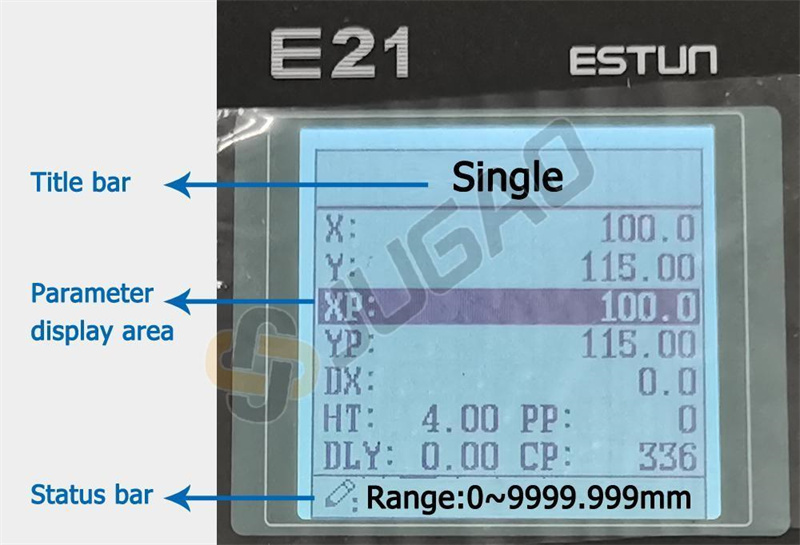
Titulný riadok: zobrazuje relevantné informácie o aktuálnej stránke, napríklad jej názov atď.
Oblasť zobrazenia parametrov: zobrazuje názov parametra, hodnotu parametra a systémové informácie.
Stavový riadok: zobrazovacia oblasť vstupných informácií a upozornení atď.
Vysvetlenia skratiek na tejto stránke sú uvedené v tabuľke.
X: Aktuálna pozícia pozadia
Y: Aktuálna pozícia posuvníka
XP: Požadovaná pozícia zadného dorazu
YP: Požadovaná pozícia posuvníka
DX: Vzdialenosť spätného pohybu zadného dorazu
HT: Oneskorenie držania
DLY: Oneskorenie spätného pohybu
PP: Prednastavený obrobok
CP: Aktuálny obrobok
Jednokrokové programovanie
E21 má dva spôsoby programovania, a to jednokrokové a viackrokové programovanie. Užívatelia môžu nastaviť programovanie podľa skutočných požiadaviek.
Jednokrokové programovanie sa zvyčajne používa na spracovanie jediného kroku s cieľom dokončiť spracovanie obrobku. Keď je ovládač zapnutý, automaticky prejde na stránku jednokrokového programu.
Postup operácie
Krok 1 Po spustení zariadenie automaticky prejde na stránku nastavenia jednokrokového programu.
Krok 2 Stlačte výber parametra, ktorý je potrebné nastaviť, stlačte číselné tlačidlo pre vstup hodnoty programu, stlačte pre dokončenie vstupu.
Krok 3 Stlačte a systém bude vykonávať podľa tohto programu.
Programovanie viacerých krokov
Viac-krokový program sa používa na spracovanie jediného obrobku s rôznymi krokmi spracovania, umožňuje postupné vykonávanie viacerých krokov a zvyšuje efektivitu spracovania.
Postup operácie
Krok 1 Zapnite napájanie, zariadenie automaticky zobrazí stránku parametrov jednokrokového režimu.
Krok 2 Stlačte prechod na stránku správy programu, prepnite na stránku správy programu.
Krok 3 Stlačte výber sériového čísla programu alebo priamo zadajte číslo programu, napríklad zadajte „1“.
Krok 4 Stlačte pre vstup do stránky nastavenia viackrokového programu.
Krok 5 Stlačte výber parametra viackrokového programovania, ktorý je potrebné nastaviť, zadajte hodnotu nastavenia, stlačte a nastavenie sa aktivuje.
Krok 6 Po dokončení nastavenia stlačte pre vstup do stránky nastavenia krokových parametrov.
Krok 7 Stlačte vyberte krok, ktorého parameter je potrebné nastaviť, zadajte hodnotu programu, stlačte a nastavenie sa aktivuje.
Krok 8 Stlačte pre prepínanie medzi krokmi. Ak je aktuálny krok prvý, stlačením prejdete na poslednú stranu nastavenia parametrov kroku; ak je aktuálny krok posledný, stlačením prejdete na prvú stranu nastavenia parametrov kroku.
Krok 9 Stlačte, systém bude pracovať podľa tohto programu.
Nastavenie parametrov
Používatelia môžu nastaviť všetky parametre potrebné na bežnú prevádzku systému, vrátane systémových parametrov, parametra osi X a parametra osi Y.
Krok 1 Na strane správy programu stlačte pre vstup do strany konštánt programovania. Na tejto strane je možné nastaviť programovacie konštanty.
Krok 2 Rozsah nastavenia programovacích konštánt je uvedený v tabuľke
Krok 3 Zadajte heslo „1212“, stlačte pre vstup na Stranu učenia.
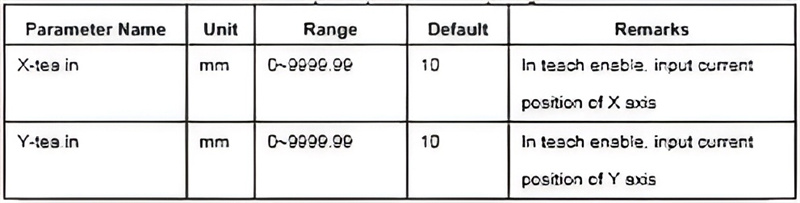
Krok 4 Nastavte parameter, rozsah nastavenia parametrov je uvedený v tabuľke.
Krok 5 Stlačte, návrat na stranu programovacích konštánt.
Poplach
Zariadenie dokáže automaticky zistiť vnútornú alebo vonkajšiu poruchu a odoslať upozornenie na alarm. Správa o alarne je dostupná v zozname alarmov.
Krok 1 Na stránke správy programovania stlačte pre vstup na stránku konštánt programovania.
Krok 2 Na stránke konštánt programovania stlačte pre vstup na stránku „História alarmov“ a zobrazenie celej histórie alarmov. Na tejto stránke je možné zobraziť posledných 6 alarmov, číslo alarmu a príčiny.
Bežné poruchy a odstraňovanie problémov
1. Ovládač sa nespustí / žiadne zobrazenie
Príznaky poruchy:
Obrazovka je prázdna.
Žiadne kontrolné svetlá nie sú zapnuté.
Možné príčiny a odstraňovanie problémov:
C1: Problém s hlavným napájaním.
Skontrolujte: Hlavný odpojovací spínač stroja musí byť zapnutý.
Skontrolujte: Skontrolujte, či je pripojený hlavný napájací kábel a či je napätie správne.
C2: Otvorené dvere stroja/bezpečnostná ochrana.
Skontrolujte: Uistite sa, že všetky dvere elektrických skríň a bezpečnostné ochrany sú riadne zatvorené. Mnohé stroje majú bezpečnostné zámky, ktoré bránia spusteniu napájania.
C3: Prepálená poistka.
Skontrolujte: Skontrolujte hlavné poistky v elektrickej skrini stroja.
C4: Chybná jednotka napájania.
Skontrolujte: Interné napájanie jednotky (napr. 24 V DC) pre ovládač mohlo zlyhať. Tento prípad vyžaduje kvalifikovaného elektrikára.
2. Osy (Y1, Y2, X, R) sa nepohybujú alebo zobrazujú chybu „Sledovanie“ / „Porucha osi“
Príznaky poruchy:
Osa nereaguje na ručné príkazy.
Ovládač zobrazuje chybovú správu o osi pohonu alebo chybe sledovania.
Jedna strana (Y1 alebo Y2) je nižšia/vyššia ako druhá (mimo synchronizácie).
Možné príčiny a odstraňovanie problémov:
C1: Porucha servopohonu / zosilňovača.
Skontrolujte: Pozrite sa na kód chyby na samotnom servozosilňovači (zvyčajne umiestnenom v elektrickom rozvádzači). Obráťte sa na príručku výrobcu pohonu.
Opatrenie: Chybu vynulujte vypnutím a zapnutím stroja. Ak problém pretrváva, zapíšte si kód chyby pre technickú podporu.
C2: Problém s káblovým snímačom / spätnou väzbou.
Skontrolujte: Skontrolujte káble snímačov pripojené na zadnej strane servomotorov kvôli poškodeniu alebo uvoľneným spojeniam.
C3: Mechanická prekážka.
Skontrolujte: Ručne skontrolujte, či rameno (os Y) alebo doraz (os X) sa môže voľne pohybovať. Môže byť fyzické zaseknutie.
C4: Zapnutá brzda motora.
Skontrolujte: Brzda servomotora (najmä na osi Y) sa nemusí uvoľniť. Môžete počuť húkanie motora, ale žiadny pohyb.
3. Chyba "Osu Nie Je Referencovaná" alebo "Nastavte Referenciu"
Príznaky poruchy:
Stroj nemôže spustiť cyklus.
Ovládač vyžaduje referenčný postup.
Možné príčiny a odstraňovanie problémov:
C1: Stroj bol vypnutý.
Akcia: Toto je štandardný postup. Po zapnutí stroja musíte vykonať operáciu "Referencia" alebo "Návrat do nuly". Prejdite na obrazovku ručného režimu a spustite referenčný cyklus pre všetky osi.
C2: Porucha referenčného prepínača / snímača priblíženia.
Skontrolujte: Snímač, ktorý detekuje východiskovú pozíciu, môže byť znečistený, nesprávne zarovnaný alebo chybný. Na toto často potrebujete technika.
4. Alarm "Preťaženie" alebo "Vysoký tlak"
Príznaky poruchy:
Alarm sa objaví počas ohybového cyklu, často v blízkosti dolnej polohy.
Možné príčiny a odstraňovanie problémov:
C1: Nesprávne nastavenie tonáže (tlaku).
Skontrolujte: Programovaný ohybovací tlak je príliš vysoký pre materiál alebo kapacitu stroja. Skontrolujte a znížte nastavenie tlaku v programe.
C2: Nesprávna voľba matrice.
Skontrolujte: Použitie V-matrice, ktorá je príliš úzka pre hrúbku materiálu, vyžaduje nadmernú silu. Overte, či je otvor V-matrice správny pre daný materiál (zvyčajne V-otvor = 8 × hrúbka materiálu).
C3: Ohyb mimo kapacity stroja.
Skontrolujte: Možno sa pokúšate ohýbať materiál, ktorý je príliš hrubý alebo príliš dlhý pre menovitú kapacitu stroja.
5. Nezhodný uhol ohybu
Príznaky poruchy:
Uhol ohybu sa líši od súčiastky k súčiastke, aj keď sa používa rovnaký program.
Možné príčiny a odstraňovanie problémov:
C1: Výkyvy v materiáli.
Skontrolujte: Nezhodná hrúbka, tvrdosť alebo smer zrna materiálu môžu spôsobiť kolísanie uhla ohybu. Skontrolujte certifikáty materiálu.
C2: Opotrebené alebo nesprávne nástroje.
Skontrolujte: Skontrolujte zarážku a formu na opotrebenie alebo poškodenie. Uistite sa, že sú použité správne nástroje pre uvedený uhol.
C3: Nedostatok kompenzácie vyklenutia.
Opata: Pri ohýbaní dlhých plechov sa môže ložisko stroja deformovať. Použite funkciu „vyklenutie“ (manuálnu alebo automatickú) na kompenzáciu tejto deformácie. V prípade potreby znova kalibrujte.
C4: Nestabilný hydraulický systém.
Skontrolujte: Nízka hladina hydraulického oleja, špinavý olej alebo chybný ventil môžu spôsobiť nestabilitu tlaku. Skontrolujte hladinu oleja a teplotu.
6. Ozadzovací doraz (X, R, Z) nedosiahne pozíciu alebo je nepresný
Príznaky poruchy:
Ozadzovací doraz sa zastaví na nesprávnej pozícii alebo vibruje pri zastavení.
Možné príčiny a odstraňovanie problémov:
C1: Mechanické prekážky alebo nesprávne zarovnanie.
Skontrolujte: Hľadajte triesky, nečistoty alebo hruby na vodidlách a skrutkách ozadzovacieho dorazu. Vyčistite a namažte vodidlá.
C2: Voľné spojenie alebo pohonový remeň.
Skontrolujte: Spoje medzi servomotorom a guľkovým skrutkom alebo pohonovým remeňom (ak je k dispozícii) môžu byť voľné.
C3: Hrádza.
Opatrenie: V priebehu času mechanické opotrebenie môže spôsobiť hrádz. Ovládač často obsahuje nastavenie „Kompenzácia hrádze“, ktoré môže upraviť technik.
Všeobecný diagram odstraňovania problémov
1. Poznačte si presnú chybovú správu na displeji E21.
2. Pozrite si návod výrobcu stroja. Obsahuje najpodrobnejšie chybové kódy a postupy.
3. Vykonajte jednoduché reštartovanie: Vypnite stroj úplne, počkajte 10 sekúnd a potom ho zapnite späť.
4. Skontrolujte zrejmé problémy: Uvoľnené káble, vypnuté ističe, nízka hladina hydraulického oleja, nezvyčajné zvuky.
5. Izolujte problém: Zistite, či ide o problém riadenia (ovládač, programovanie), elektrický (motor, pohon, snímač) alebo mechanický (zaseknutá os, opotrebené nástroje).
6. Kontaktujte technickú podporu: Ak sa problém nepodarí vyriešiť základnými kontrolami, poskytnite im presnú chybovú správu a kroky, ktoré ste už vykonali.
Pamätajte: Interné elektrické opravy smú vykonávať iba kvalifikovaní pracovníci.

