















































Почему автоматический режим DELEM DA-69S удобен в использовании?
В области передовых операций пресс-тормозов режим DELEM DA-69S Automatic Mode выделяется удобным дизайном. Независимо от того, являетесь ли вы опытным специалистом или новичком в работе с пресс-тормозами, эта статья познакомит вас с основными преимуществами этого режима и объяснит, как он упрощает процессы обработки металла и повышает эффективность работы.
I. Интуитивный дизайн интерфейса режима DELEM DA-69S Automatic Mode
Дизайн интерфейса имеет ключевое значение для повышения удобства использования. Режим DA-69S Automatic Mode упрощает логику управления и оптимизирует подачу информации, делая сложные операции гибки более доступными.
1. Упрощённое меню навигации
Меню навигации режима автоматической работы DA-69S оптимизировано и имеет четкую логику управления:
• Нажмите кнопку "Auto", чтобы перевести систему управления в режим автоматического производства.
• Нажмите клавишу "Start", и программа последовательно выполнит каждый этап гибки без необходимости ручного вмешательства, что значительно повышает эффективность.
• При переключении между различными изделиями из библиотеки продукции режим автоматической работы позволяет сразу перейти в состояние производства без повторного задания параметров.
• При выборе новой программы гибки система выдаст предупреждение "проверьте инструменты", чтобы убедиться в правильности модели и положения инструмента и избежать ошибок при эксплуатации.

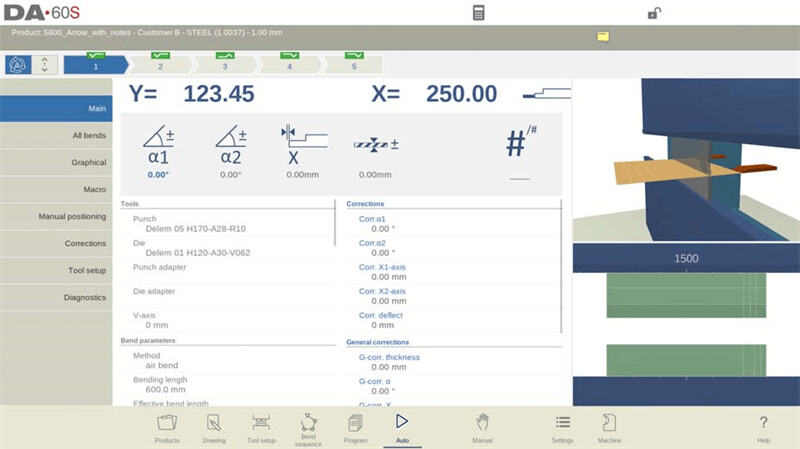
Кроме того, в верхней части экрана в автоматическом режиме четко отображается текущий выбранный продукт и его описание для быстрой проверки. Селектор гибки в верхней части показывает все предстоящие этапы гибки; нажатие на этап выбирает целевую операцию, а нажатие клавиши запуска начинает производство с этого этапа, обеспечивая большую гибкость. Крупные значки (кнопки в виде плиток) над меню позволяют быстро изменять часто используемые параметры, сокращая количество операций.
2. Подробные настройки параметров
Этот режим поддерживает точную настройку параметров, позволяя настраивать их в зависимости от различных требований к гибке, чтобы обеспечить точность обработки:
• Коррекция углов (оси Y1/Y2): Настройки можно выполнять отдельно для левой и правой сторон станка. Например, если запрограммированный угол 90° приводит к изгибу 92°, достаточно установить корректирующее значение -2°. Это значение автоматически сохраняется, обеспечивая согласованность последующих операций.
• Коррекция осей Y1/Y2: Применимо к абсолютному программированию или процессам выравнивания. Параметры коррекции сохраняются в текущей активной программе, что устраняет необходимость их повторного ввода.
• Коррекции вспомогательной оси: Активируются на основе припуска сгиба по оси X, эти коррекции оптимизируют точность гибки и упрощают рабочие процессы.
• Общие коррекции: Универсальные параметры, такие как толщина, угол и корректировки по оси X, применяются ко всем этапам гибки в программе, адаптируясь к изменениям материалов и ошибкам станка для обеспечения равномерного качества продукции.
• Специализированные коррекции: Поддерживает коррекцию прогиба и коррекцию оси поддержки детали (PST), удовлетворяя требованиям точности при сложных операциях гибки.
• Параметры заготовки и повторений: Операторы могут эффективно управлять счётчиком заготовок и задавать повторяющиеся этапы обработки для оптимизации ритма производства.
• Режим шага: В отличие от непрерывного автоматического режима, пошаговый режим приостанавливает работу после каждого цикла гибки, позволяя операторам проверять состояние заготовки и вносить своевременные корректировки.
3. Интуитивно понятные режимы просмотра для бесперебойной работы
Режимы просмотра имеют удобную компоновку интерфейса, что позволяет операторам быстро переключать функции без необходимости освоения сложных операций, сокращая тем самым время подготовки. При первом входе в автоматический режим система по умолчанию переходит в основной вид (Main View), а другие режимы просмотра можно выбрать на правой стороне экрана. Переключение между видами не изменяет данные гибки и не прерывает текущий статус запуска. Функции каждого вида следующие:
• Основной вид (Main): Отображает как числовые данные, так и графическую информацию (если доступно) для гибки. Поддерживает прямое программирование параметров коррекции и переключение между графическим и числовым видами. Положение изгиба можно проверить с помощью функций масштабирования, панорамирования и вращения. Вид инструмента автоматически фокусируется на текущем используемом инструменте, указывая правильную позицию инструмента.
• Вид всех изгибов (All Bends): отображает все данные о гибке в табличном формате с возможностью показа или скрытия графической панели. Параметры расположены в строках для удобного просмотра группами.
• Графический вид (Graphical): Предоставляет полноэкранный графический интерфейс процесса гибки, поддерживает переход в 3D-вид для детального наблюдения. Также позволяет регулировать угол обзора, масштаб и просматривать фотографии отдельных этапов.
• Макровид (Macro): Отображает значения осей в виде списка крупным шрифтом, подходит для сценариев, когда операции выполняются на удалении от панели управления. Позволяет одновременно отслеживать целевые и фактические положения всех осей.
• Вид ручного позиционирования (Ручное позиционирование): Показывает значения осей крупным шрифтом, поддерживает управление и регулировку положения осей с помощью ручного колеса. Нажатие стрелки «индикатора обучения» (расположенной между фактическим и запрограммированным значением) фиксирует текущее значение оси в шаге программы. Если установлен дополнительный внешний ручной терминал, это также позволяет дистанционно управлять ручным колесом для обучения осей и положений гибки.
• Вид коррекций (Коррекции): Отображает корректирующие значения для всех этапов гибки и при необходимости поддерживает корректировку опор. При вводе корректирующего значения α1 система автоматически скопирует его в α2, сохранит разницу между ними или оставит α2 без изменений в зависимости от параметра "Программирование коррекции угла". Столбец "Сохранённая коррекция" (отображается при активации базы данных коррекции углов) помечает корректирующее значение для каждого изгиба; пустое поле означает отсутствие записи в базе данных, а знак ">" указывает на одинаковые значения изгибов. Нажатие кнопки "Все из сохранённых" синхронизирует все значения коррекции изгиба в программе с соответствующими значениями из базы данных. Кроме того, предусмотрена возможность добавления записей в таблицу допусков через раздел "Допуск при гибке" и расчёт корректирующих значений по измеренным углам (ввод одного измеренного угла применяет его равномерно, а ввод значений слева/справа/по центру позволяет выполнить абсолютную коррекцию прогиба). Дополнительный транспортир может напрямую вводить измеренные значения, а корректирующие значения обновляются после нового цикла гибки.
• Вид настройки инструмента (Tool Setup): Отображает конфигурацию инструмента, необходимую для текущей программы, позволяет проверить свойства и положения инструмента, но не позволяет вносить изменения. Для настройки инструментов необходимо выйти из автоматического режима и перейти в меню "Настройка инструмента".
• Вид диагностики (Diagnostics): Основное назначение — техническое обслуживание; отслеживает рабочее состояние независимых осей и состояние входов/выходов системы управления, обеспечивая данные для устранения неисправностей.
II. Дополнительные функции для повышения точности и производительности
Помимо дизайна интерфейса, в автоматическом режиме DA-69S предусмотрено множество практических функций, призванных дополнительно повысить точность обработки и эффективность производства.
1. Функция заметок (Notes)
Операторы могут добавлять заметки к изделиям или программам в автоматическом режиме:
• Заметки могут содержать общие описания или детали конкретных этапов гибки, а также к ним можно прикреплять справочные документы в формате PDF.
• Индикатор «заметок» на экране сигнализирует о наличии новых заметок; нажатие на него позволяет просмотреть их, обеспечивая постоянный доступ к важной информации.
2. Коррекция гибки с упором/каскадная коррекция
Поддерживает настройку общих параметров коррекции для операций гибки с упором или каскадной гибки. Нажатие на «Корр. гибки с упором» или «Корр. каскадной гибки» открывает отдельное окно для ввода значений коррекции:
• При изменении общей угловой коррекции все связанные индивидуальные значения коррекции автоматически пересчитываются, и наоборот.
• Оси α1 и α2 могут иметь независимые значения коррекции. После ввода значения коррекции для α1 система автоматически синхронизирует его с α2, сохраняя разницу между ними, либо оставит α2 без изменений, в зависимости от параметра «Программирование угловой коррекции». Для настройки α2 необходимо работать непосредственно в окне коррекции гибки с упором/каскадной гибки или изменять её индивидуальные значения коррекции.
3. Режим пробной гибки
Этот режим предназначен специально для точной настройки и помогает операторам оптимизировать параметры перед началом серийного производства:
• При активации все оси остаются в отведенном положении после первого цикла гибки. Если поддержка детали включена, ось поддержки сохраняет текущий угол.
• Ось Y останавливается в верхней мертвой точке (ВМТ), что позволяет оператору измерить угол гибки и внести корректировки. После завершения корректировок ось поддержки детали возобновляет работу, когда ось Y проходит заданное положение, обеспечивая точность последующих операций гибки.
4. Управление на уровне производственного участка и функция списка заданий
Упрощает процессы управления производством и поддерживает контроль нескольких партий и отслеживание хода работ:
• Когда система находится в режиме выполнения задания, «Индикатор задания» показывает текущий статус; нажатие на него позволяет просматривать и управлять заданиями.
• При необходимости переключения партий продукции в списке заданий нажмите клавишу функции «Активировать продукт», и система сразу переключится на целевой продукт.
• Во время производства операторы могут обновлять «количество забракованных изделий»; система автоматически корректирует «количество произведённых изделий», которое также может быть изменено вручную. Операторы и менеджеры заданий могут добавлять записи о производстве или заметки в «поле комментариев».
• Статус задания делится на четыре категории:
◦ Новое: ещё не произведено ни одного изделия этой партии;
◦ Незавершённое: целевой объём выпуска этой партии не достигнут;
◦ В процессе: данная партия загружена в станок и находится в стадии производства;
◦ Завершённое: производство этой партии подтверждено как завершённое.
• Задание остаётся активным до тех пор, пока в режиме «Продукты» не будет выбран новый продукт или новое задание. После загрузки нового продукта исходное задание автоматически деактивируется и должно быть повторно выбрано и запущено при необходимости.
III. Часто задаваемые вопросы (FAQ)
1. Как функция контроля производственного участка поддерживает автоматический режим DELEM DA-69S?
Функция контроля производственного участка позволяет операторам одновременно отслеживать несколько производственных партий, обновлять данные о количестве продукции в режиме реального времени и точно контролировать ход производства. Это сокращает объем ручной статистической работы и дополнительно повышает операционную эффективность и точность данных в автоматическом режиме. автоматического режима.
2. Как правильно выполнить калибровку пресс-тормоза при использовании автоматического режима DA-69S?
Сначала убедитесь, что пресс-тормоз установлен ровно. Затем используйте цифровой измерительный прибор для измерения угла гибочного штампа и настройте параметры в соответствии с инструкциями по калибровке, предоставленными производителем. После настройки проверьте результат калибровки, чтобы убедиться в его соответствии требованиям к точности обработки.
3. Какова частота технического обслуживания пресс-тормоза при включенном автоматическом режиме DA-69S?
Рекомендуется проводить техническое обслуживание каждые 500 часов работы. Оно включает проверку износа ключевых компонентов (таких как валы и матрицы), очистку машины от загрязнений и смазку движущихся частей для поддержания оптимальных условий работы в Автоматическом режиме.
Iv. заключение
Высокая удобство использования Автоматического режима DELEM DA-69S обусловлено двумя преимуществами: «интуитивно понятный интерфейс + функции повышенной точности». Интерфейс упрощает логику управления и сокращает время обучения, а дополнительные функции обеспечивают точность и эффективность. Как новые, так и опытные операторы могут быстро освоить его, что ускоряет процесс гибки в цеху.
Если вам нужны дополнительные сведения о конкретной работе Автоматического режима DA-69S или у вас есть индивидуальные запросы, пожалуйста, свяжитесь с нашей командой для получения поддержки. Вы также можете ознакомиться с другими соответствующими материалами, чтобы оптимизировать свой план металлообработки.
Вы хотите, чтобы я составил Таблица быстрого доступа к основным операциям для DELEM DA-69S в автоматическом режиме ? Это позволит детализировать ключевые шаги навигационного меню, параметры настройки и режимы просмотра в компактной таблице, что обеспечит удобство быстрого обращения к ним и использования во время работы на месте.

