















































Что можно настроить в режиме параметров DELEM DA-66T?
Содержание
• Введение в режим настроек системы управления
• Параметрические опции
• Программные материалы и их свойства
• Функции резервного копирования/восстановления
Резервное копирование продукта
Восстановление продукта
Резервное копирование инструмента
Восстановление инструмента
Резервное копирование и восстановление таблиц и настроек
• Навигация по каталогу
• Настройки программы
• Настройки значений по умолчанию
• Настройки вычислений
• Производственные настройки
• Расчёт производственного времени
• Настройки времени
• Часто задаваемые вопросы (FAQ)
• Заключение
При работе с системой управления DELEM DA-66T глубокое понимание различных регулируемых функций в режиме «Настройки» имеет решающее значение для повышения производительности и эксплуатационной эффективности листогибочного пресса. Если вас интересуют персонализированные конфигурации, доступные в этом режиме «Настройки», в данной статье подробно рассматриваются основные параметры регулировки, что поможет вам точно оптимизировать параметры листогибочного пресса и максимально повысить производственную эффективность.
Введение в режим «Настройки» системы управления
Нажатие кнопки «Настройки» в строке навигации переводит систему управления в режим «Настройки». Все функции в этом режиме логически сгруппированы по отдельным вкладкам, а конкретные настройки каждой вкладки будут подробно рассмотрены далее по порядку.
Режим настроек DELEM DA-66T служит комплексным центром управления, позволяя операторам гибко конфигурировать различные параметры станка для адаптации к разнообразным эксплуатационным требованиям при одновременном обеспечении постоянного поддержания точности гибки на оптимальном уровне. Это основной функциональный модуль, гарантирующий стабильность производства.
Параметры
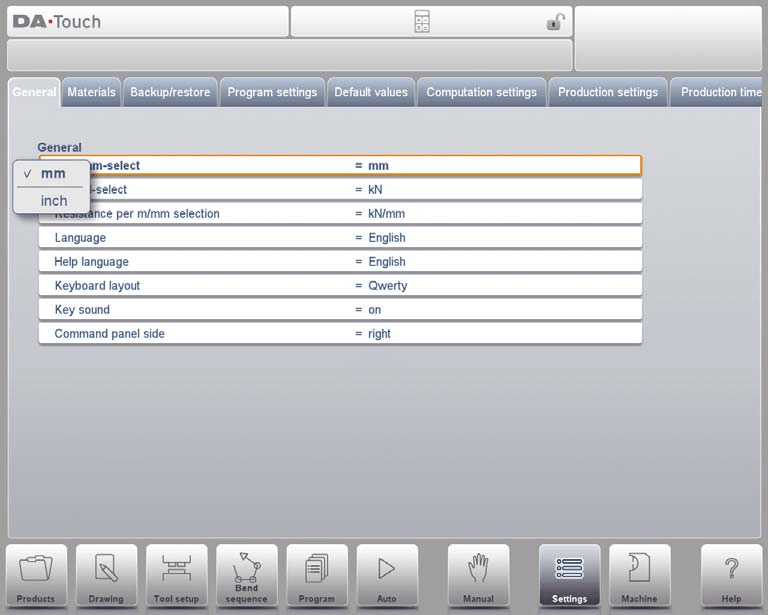
После выбора необходимой вкладки нажмите на параметр, который требуется изменить, чтобы внести корректировки. Если параметр имеет числовой или буквенно-цифровой тип, система автоматически отобразит клавиатуру для ввода целевого значения. Конкретные доступные для настройки параметры перечислены ниже:
• Выбор дюймов/мм: простое переключение между системами измерения для соответствия требованиям проекта.
• Выбор тонн/кН: выбор единицы измерения силы, наиболее подходящей для эксплуатационных спецификаций, с целью обеспечения точности данных.
• Выбор сопротивления на м/мм: настройка параметров сопротивления в соответствии с характеристиками обрабатываемых материалов и технологическими требованиями.
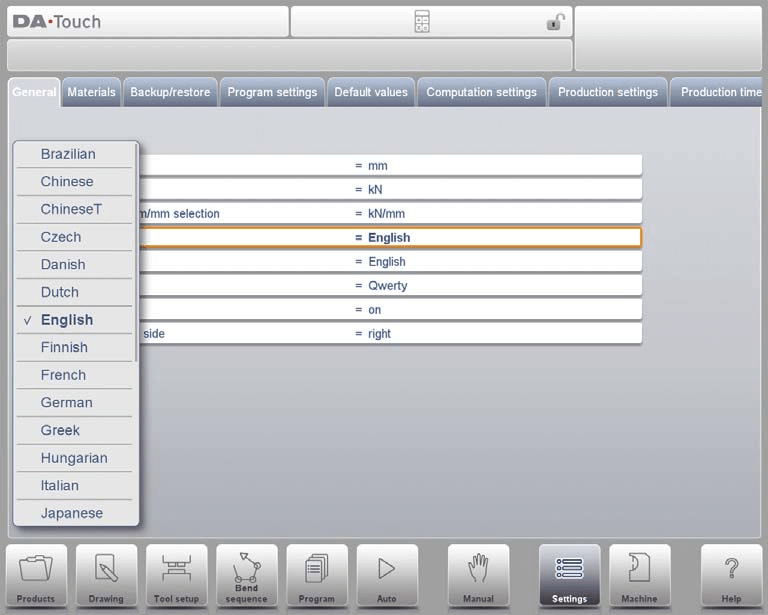
• Язык: выберите предпочитаемый язык интерфейса операций для повышения удобства работы.
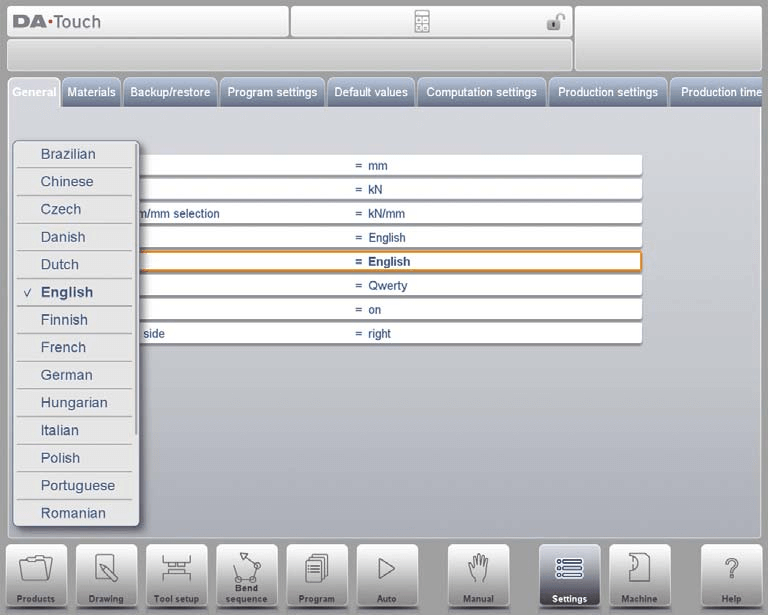
• Язык справки: задайте язык отображения справочной документации для поддержки взаимодействия между международными командами.
• Раскладка клавиатуры: настройте раскладку клавиатуры в соответствии с привычками работы и повысьте эффективность ввода.
• Звук нажатия клавиш: включите или отключите звук нажатия клавиш для аудиовизуальной обратной связи во время работы.
• Сторона панели управления: настройте параметры отображения для оптимизации доступности панели управления.
Программирование материалов с их свойствами
На этой вкладке можно программировать материалы и их свойства. Вы можете редактировать существующие материалы, добавлять новые или удалять избыточные. В системе управления можно предварительно задать параметры до 99 материалов.
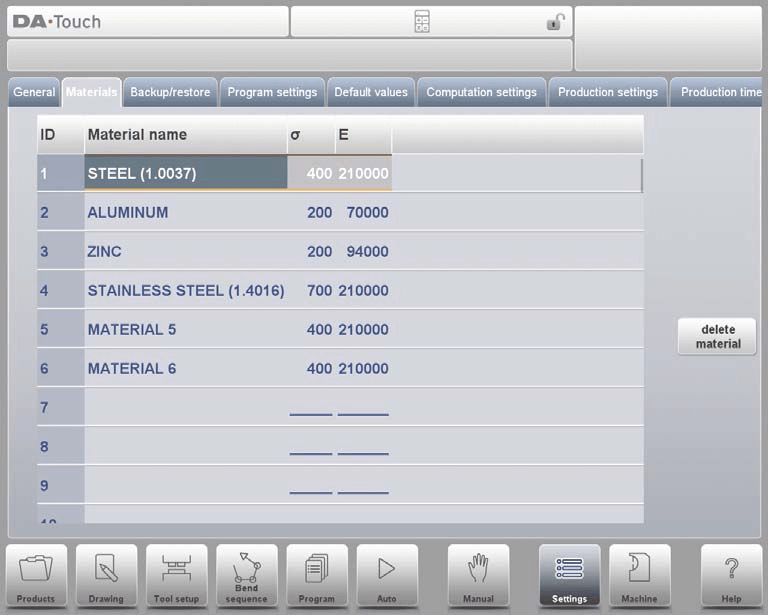
Каждый материал включает три основных свойства, которые можно просматривать и изменять:
• Название материала: однозначно идентифицирует тип материала, обеспечивая понятную маркировку технологического процесса.
• Предел прочности при растяжении: введите точные значения предела прочности при растяжении — это ключевые параметры, обеспечивающие точность операций гибки.
• Модуль упругости (модуль E): укажите модуль упругости материала, чтобы гарантировать соответствие обработки материала станком требованиям его физических свойств.
Материалы изначально отображаются в порядке возрастания их номеров (ID). Щелчок по заголовку столбца позволяет сортировать материалы по любому свойству в порядке возрастания или убывания. Чтобы изменить существующий материал, просто выберите нужный материал и непосредственно отредактируйте его параметры; для удаления материала выберите соответствующую строку и воспользуйтесь функцией «Удалить материал»; для добавления нового материала выберите пустую строку и введите соответствующие параметры свойств, чтобы завершить программирование.
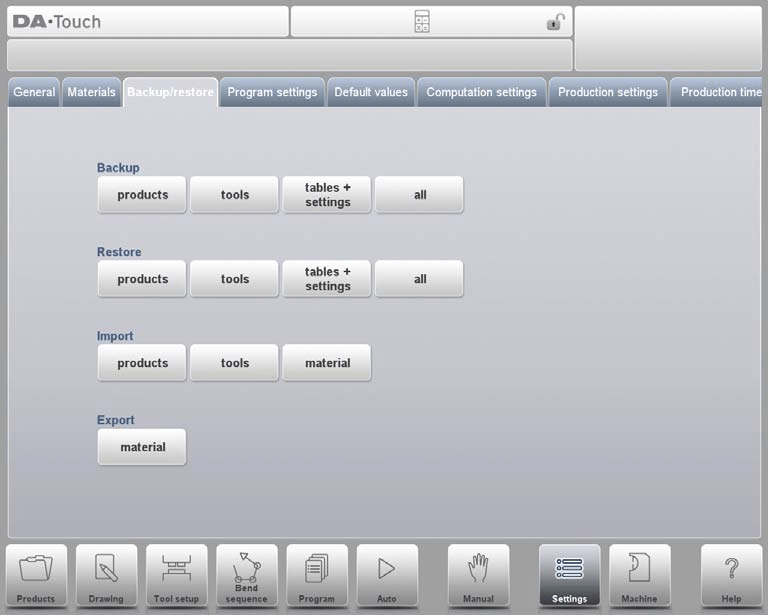
Функции резервного копирования/восстановления
Режим настроек DELEM DA-66T предоставляет комплексные функции резервного копирования и восстановления, поддерживая резервное копирование и восстановление данных о продукции, инструментах, настройках и таблицах. Также обеспечивается совместимость с импортом данных о продукции и инструментах из более ранних моделей систем управления.
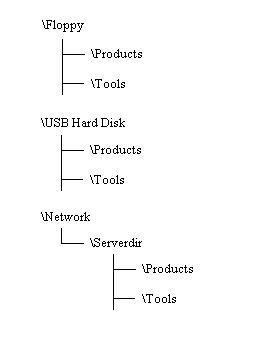
Процессы резервного копирования и восстановления инструментов и продукции являются единообразными и применимы ко всем носителям резервных копий (например, сетевое хранилище, USB-флеш-накопители и т. д.). Каталог резервного копирования состоит из устройства хранения (USB-флеш-накопитель, сеть) и конкретной папки. Вы можете гибко выбирать устройство в зависимости от подключённых носителей. При необходимости вы можете создать или указать целевую папку, а пути хранения резервных копий для продукции и инструментов можно задавать независимо друг от друга.
Резервное копирование продукта
Выберите пункт «Продукция» в главном меню «Резервное копирование», чтобы начать процесс резервного копирования программ продукции.

После задания исходного каталога резервного копирования вы перейдёте в интерфейс резервного копирования продукции. Основные функции следующие:
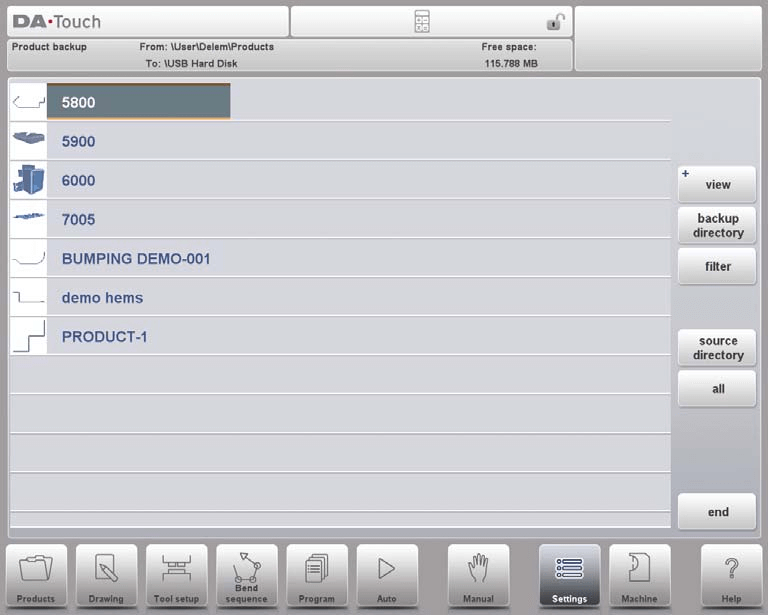
• Отображение текущего местоположения: текущий путь к исходному файлу и путь к целевой папке резервного копирования четко отображаются в верхней части интерфейса.
• Резервное копирование одного продукта: нажмите, чтобы выбрать целевой продукт; система отобразит маркер резервного копирования для подтверждения операции; если в папке резервного копирования уже существует файл с таким же именем, появится всплывающее окно с запросом подтверждения замены.
• Пакетное резервное копирование всех продуктов: используйте опцию «Все», чтобы выполнить пакетное резервное копирование всех продуктов одним щелчком мыши.
• Изменение каталога: настройте путь к исходному файлу, в котором расположен продукт, с помощью параметра «Исходный каталог», а также укажите место хранения резервной копии файла с помощью параметра «Каталог резервного копирования», чтобы быстро перейти к целевой папке.
Восстановление продукта
Выберите пункт «Продукты» в основном меню «Восстановление».

После задания начального каталога восстановления вы перейдете в интерфейс восстановления продуктов. Процесс выполнения операции следующий:
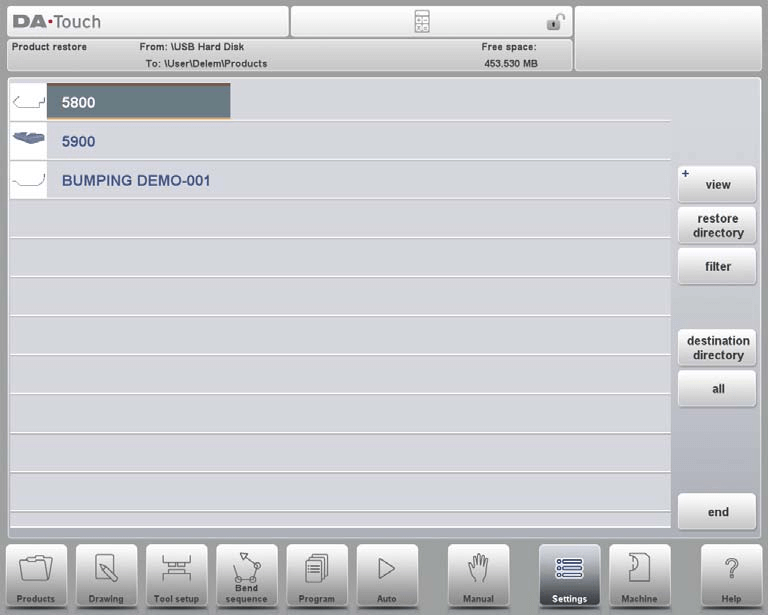
• Просмотр и выбор продукта: В соответствии с логикой работы режима «Продукт» вы можете удобно просматривать продукты в выбранном каталоге и выбирать файлы для восстановления. Текущий исходный путь и целевой путь восстановления отображаются в верхней части интерфейса.
• Подтверждение восстановления: Нажмите, чтобы выбрать продукт для восстановления. Если файл с таким же именем уже существует в целевом пути, система запросит подтверждение замены.
• Настройка каталогов: Измените исходный путь файла для восстановления с помощью параметра «Каталог восстановления», а место хранения после восстановления файла укажите с помощью параметра «Целевой каталог».
Таким образом, режим настроек DELEM DA-66T предоставляет эффективные и удобные инструменты для управления и восстановления данных о продуктах, обеспечивая безопасность производственных данных.
Резервное копирование инструмента
Выберите пункт «Сервис» в главном меню «Резервное копирование».
После задания начальной директории резервного копирования вы перейдёте в интерфейс резервного копирования инструментов. Эта функция позволяет создавать резервные копии инструментов в системе управления (включая пуансоны, матрицы или параметры геометрии станка), а процесс выполнения операции идентичен процессу резервного копирования продукции.

Восстановление инструмента
Процесс восстановления инструментов полностью совпадает с процессом восстановления продукции и следует той же логике: задание директории, выбор файла и подтверждение действия — это обеспечивает быстрое восстановление данных об инструментах.
Резервное копирование и восстановление таблиц и настроек
Через вкладку «Резервное копирование/Восстановление» можно управлять пользовательскими настройками и таблицами данных; логика операций аналогична резервному копированию и восстановлению продукции и инструментов. При этом функция «Все» автоматически выполняет полный цикл операций резервного копирования или восстановления продукции, инструментов, таблиц и настроек последовательно, упрощая процесс массового управления данными.
Навигация по каталогам
При использовании функции «Каталог резервного копирования» система отобразит список доступных каталогов для резервного копирования. В интерфейсе навигации по каталогам можно выполнить следующие операции:
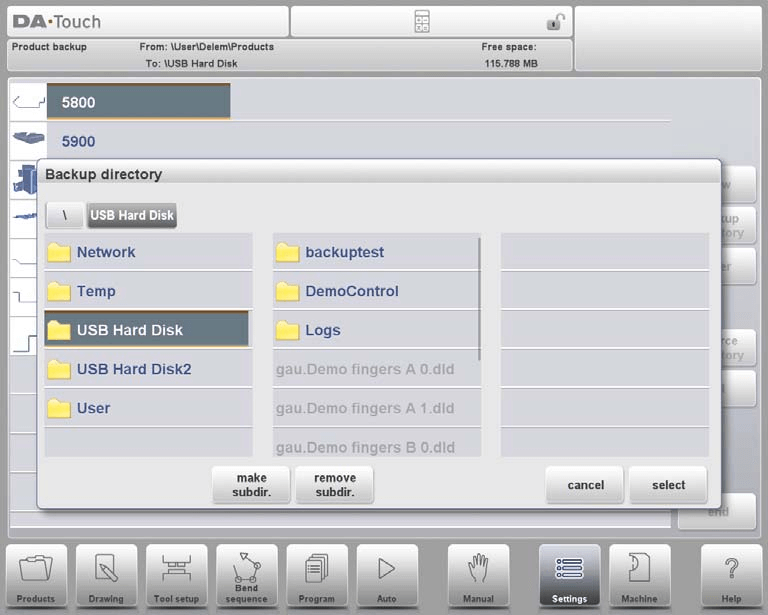
• Иерархическая навигация: нажмите на значок точки, чтобы развернуть подкаталоги, и вернитесь в каталог верхнего уровня с помощью опции «РОДИТЕЛЬСКИЙ»; нажмите «Выбрать», чтобы подтвердить текущий каталог.
• Переключение устройств: многократно нажимайте «РОДИТЕЛЬСКИЙ», пока не достигнете корневого каталога, чтобы выбрать другие устройства хранения и соответствующие подкаталоги; для сетевых устройств сначала выберите «Сеть», затем — целевой сетевой том, используя ту же логику операций, что и для других устройств.
• Управление каталогами: создайте новую папку с помощью команды «Создать подкаталог», а лишние папки удалите с помощью команды «Удалить подкаталог»; щелкните имя подкаталога, чтобы перейти в него, и в конце подтвердите целевой каталог с помощью команды «Выбрать».
Настройки программы
Разумная настройка различных параметров в разделе «Параметры программы» может значительно повысить точность гибки. Конкретные доступные для настройки опции перечислены ниже:
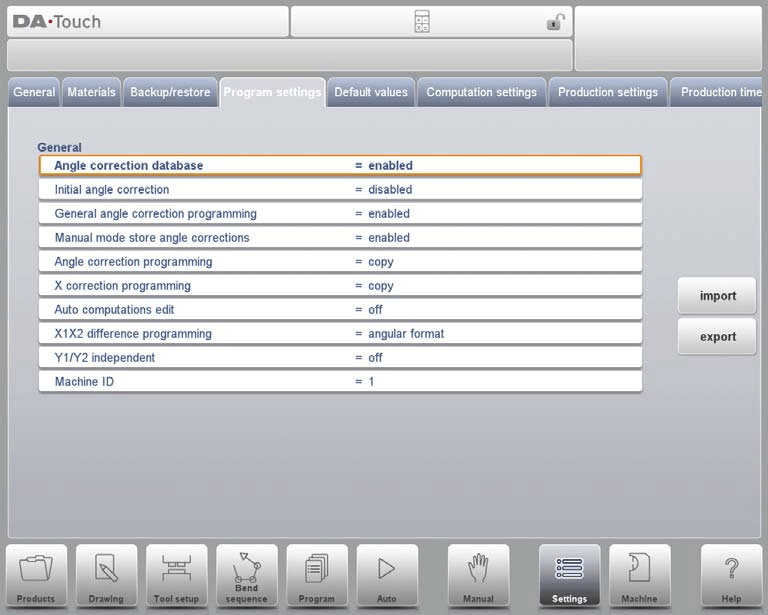
• База данных коррекции углов: после включения можно создать специализированную базу данных коррекции углов для непрерывного повышения точности гибки.
• Начальная коррекция угла: задайте параметры начальной коррекции угла в соответствии с требованиями проекта.
Отключено: начальную коррекцию угла программировать нельзя.
Включено: начальную коррекцию угла можно программировать во всех обзорах коррекции.
• Общая программирование коррекции углов: настройте глобальные параметры коррекции углов для обеспечения согласованности работы.
Отключено: функция общей коррекции углов отсутствует.
Включено: только G-corr. α1 (настройка по умолчанию).
α1 и α2: поддержка двухпараметрической коррекции G-corr. α1 и G-corr. α2.
• Сохранение коррекций углов в ручном режиме: сохраняйте данные коррекции углов, полученные при ручных операциях, для последующего использования в дальнейших операциях.
• Программирование коррекции угла: программирование уточнённых параметров коррекции угла для выполнения сложных проектных требований.
• Программирование коррекции по оси X: точная настройка параметров коррекции по оси X для обеспечения точности гибки.
Копировать: автоматическая синхронизация с CX2 при изменении CX1 (настройка по умолчанию).
Дельта: сохранение неизменной разницы между CX1 и CX2 при изменении CX1.
Независимо: параметры CX1 и CX2 могут изменяться независимо друг от друга.
• Редактирование автоматических вычислений: автоматизация процесса расчётов для снижения вероятности ошибок при ручном вводе; это также может повлиять на значения других связанных параметров.
• Программирование разницы X1/X2: задание требуемой разницы в программировании между X1 и X2. Если станок оснащён двумя независимыми осями X (X1 и X2) и установлено опциональное оборудование OP-W-X@, значения X1 и X2 могут программироваться с учётом их углового взаимосвязанного положения.
• Независимые оси Y1/Y2: настройка параметров независимой работы оси Y для повышения гибкости эксплуатации.
Выкл.: Режим программирования по одной оси Y (настройка по умолчанию).
Вкл.: Параметры Y1 и Y2 могут программироваться независимо.
• Идентификатор станка: Значение по умолчанию — 1; его можно изменить в соответствии с фактической конфигурацией оборудования.
Настройки значений по умолчанию
Настройки значений по умолчанию обеспечивают быстрый переход станка в рабочее состояние после запуска, сокращая необходимость повторных ручных настроек. Конкретные параметры, доступные для конфигурации, перечислены ниже:
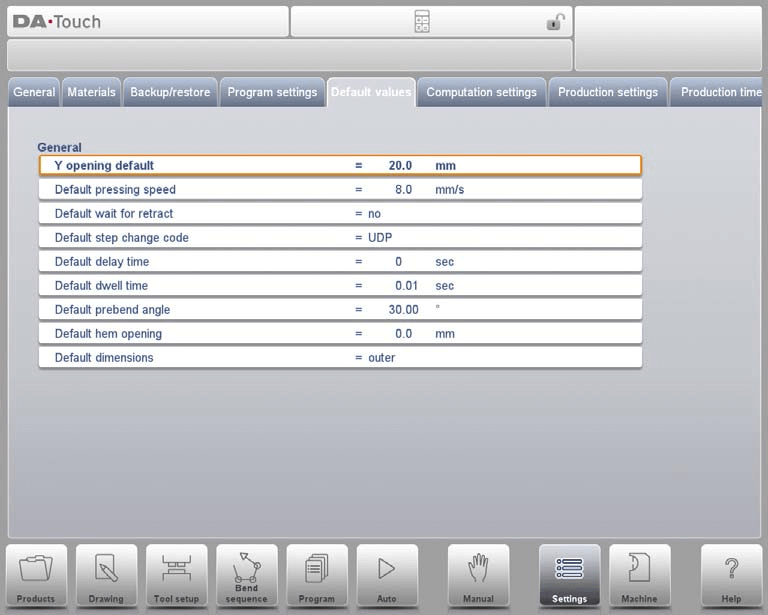
1. Открытие по оси Y по умолчанию: задаёт размер открытия по оси Y при инициализации программы.
2. Скорость прижима по умолчанию: предустанавливает начальную скорость прижима для новых программ.
3. Ожидание отвода по умолчанию: задаёт начальное состояние параметра «Ожидание отвода», влияющего на логику выполнения программы гибки. Значение по умолчанию — «Да».
4. Код смены шага по умолчанию: задаёт начальный код смены шага в программе гибки; по умолчанию используется «UDP».
5. Время задержки по умолчанию: настройка времени ожидания по оси X при смене шага. Значение по умолчанию — 0, его можно увеличить в соответствии с требованиями обработки материала.
6. Время выдержки по умолчанию: предустановка начального времени выдержки в процессе гибки.
7. Угол предварительной гибки по умолчанию: задание начального угла предварительной гибки графических изделий.
8. Открытие подгибочного зазора по умолчанию: установка начального расстояния открытия для позиционирования балки при операциях подгибки кромок. Значение по умолчанию — 0,00 мм (т.е. зазор между фланцами отсутствует).
9. Размеры по умолчанию: предустановка размерной базы (внешние или внутренние размеры) чертежа графического изделия, что напрямую влияет на логику расчёта параметра «Размеры (D1)».
Настроив указанные параметры по умолчанию, конфигурацию запуска станка можно адаптировать под конкретные производственные задачи, тем самым повысив эксплуатационную эффективность.
Параметры расчёта
В режиме настроек DELEM DA-66T можно настроить следующие параметры для изменения логики расчёта, связанной с припуском на гибку, что дополнительно повышает точность гибки:
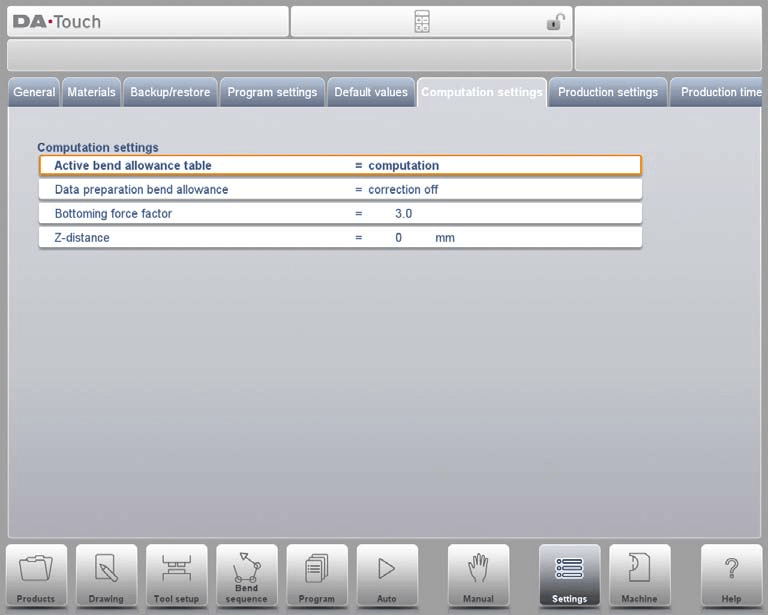
Активная таблица припуска на гибку
• Режим вычислений: использование стандартной формулы системы управления для автоматического расчёта припуска на гибку.
• Табличный режим: если таблица припуска на гибку уже импортирована, корректировки могут выполняться на основе предустановленных значений.
Коррекция припуска на гибку
• Коррекция отключена: при числовом программировании припуск на гибку не добавляется.
• Коррекция включена: припуск на гибку учитывается при программировании изделия (в режиме программирования). Система автоматически рассчитывает и сохраняет параметры коррекции осей, которые можно просмотреть и скорректировать в режиме производства (автоматическом режиме).
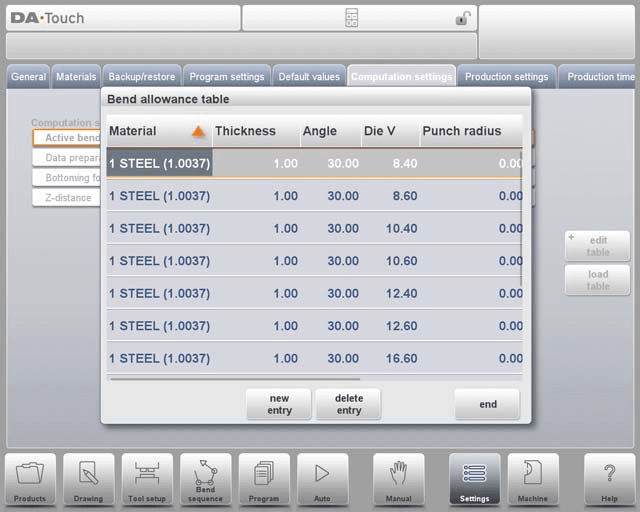
В интерфейсе «Параметры расчёта» различные параметры можно настраивать в табличной форме: выберите целевое поле, введите новое значение и нажмите клавишу Enter для завершения изменения. Обратите внимание, что таблицу можно редактировать только после её загрузки в систему управления; создание новых таблиц через это меню временно недоступно.
Для загрузки существующей таблицы поправок на изгиб воспользуйтесь функцией «Загрузить таблицу», указав путь к нужному файлу. Подробное описание таблицы поправок на изгиб приведено в официальном руководстве DELEM.
Основные регулируемые параметры
1. Коэффициент силы донного изгиба: задаёт множитель силы, требуемой для воздушного изгиба, чтобы достичь целевой силы донного изгиба.
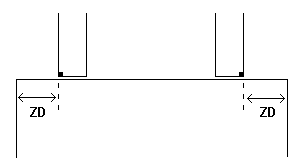
2. Расстояние Z: задаёт расстояние между краем пальца и углом листа. При наличии автоматической оси Z система автоматически рассчитывает положение пальца с учётом положения конца листа.
Параметры производства
В режиме настроек DELEM DA-66T операторы могут гибко регулировать следующие параметры для оптимизации процесса гибки с учётом как эффективности, так и безопасности:
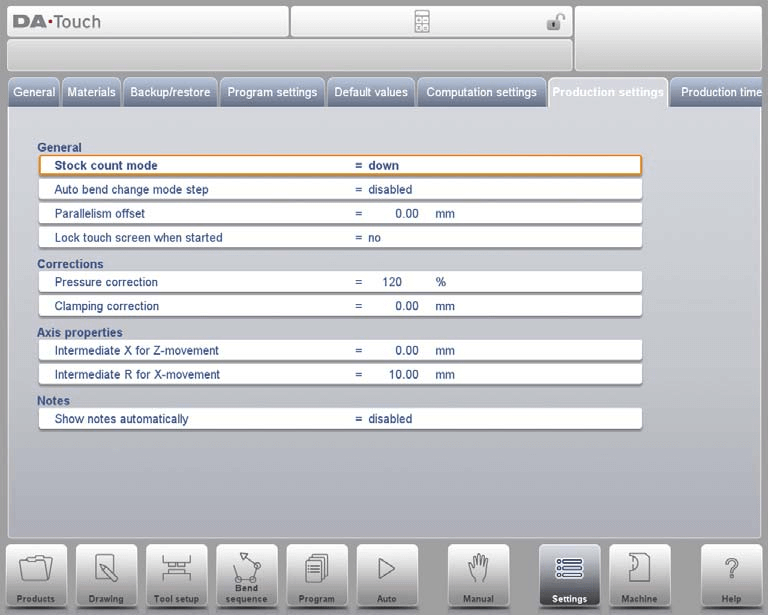
1. Режим подсчёта заготовок: настройка направления счёта на счётчике заготовок (инкрементный или декрементный). Декрементный подсчёт подходит для выполнения заранее заданных производственных квот, тогда как инкрементный позволяет отслеживать ход производства в реальном времени.
2. Шаг автоматической смены гибки: после включения режима «Шаг» нажмите кнопку запуска — система автоматически загрузит следующий набор параметров гибки для обеспечения непрерывной работы.
3. Смещение параллельности: задание значения параллельности хода по оси Y. Это значение применяется ниже точки зажима и добавляется к параметру Y2 для обеспечения параллельности при гибке.
4. Блокировка сенсорного экрана при запуске: после включения сенсорный экран блокируется во время работы контроллера, чтобы предотвратить случайное изменение параметров.
5. Коррекция давления: настройка процента рассчитанного давления клапана давления для обеспечения точного приложения давления.
6. Коррекция зажима: калибровка положения зажима балки для надежной фиксации листа. Положительное значение означает углубление положения зажима, отрицательное — подъём положения зажима.
7. Скорость возврата опоры детали по умолчанию: установка скорости возврата опоры детали после гибки (в процентах от максимальной скорости); доступна только при наличии функции опоры детали на станке.
8. Дополнительный угол опоры детали: добавление дополнительного угла к блоку опоры детали при разгрузке; применяется в системах, оснащённых функцией опоры детали.
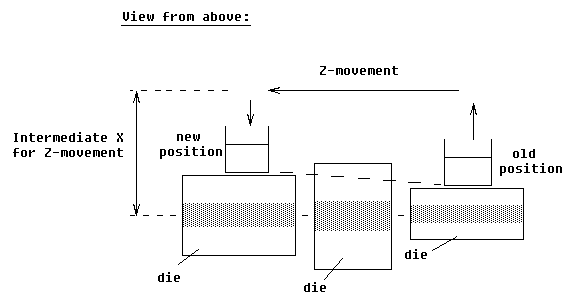
9. Промежуточное положение X при перемещении по оси Z: задание безопасного положения оси X при перемещении по оси Z для предотвращения столкновений с пресс-формами различного размера.
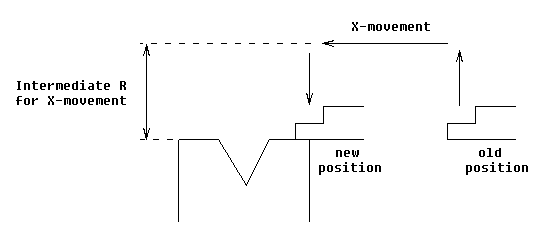
10. Промежуточное положение R для перемещения по оси X: установка промежуточного положения оси R при перемещении по оси X для обеспечения движения в безопасной зоне пресс-формы и предотвращения столкновений.
11. Автоматическое отображение примечаний: в автоматическом режиме при выборе нового шага гибки система автоматически отображает примечания к этому шагу, что повышает наглядность для оператора и обеспечивает согласованность выполнения операций.
Благодаря указанным выше настройкам станок DELEM DA-66T может быть лучше адаптирован к конкретным производственным требованиям, обеспечивая одновременное повышение эффективности и безопасности.
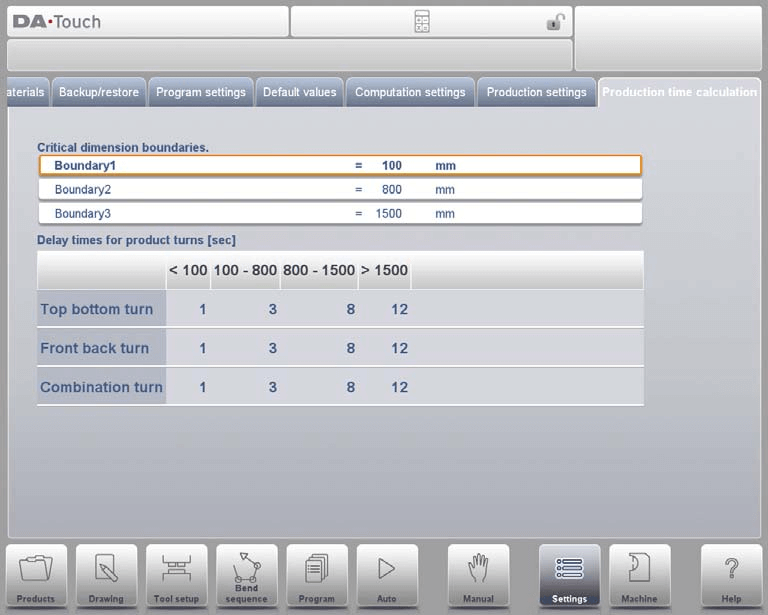
Расчет времени производства
В режиме настроек DELEM DA-66T можно настроить следующие параметры для оптимизации расчёта времени производства последовательности гибки, чтобы оценка времени соответствовала реальному технологическому процессу:
Логика расчёта времени производства
Расчет времени производства в основном зависит от скорости позиционирования осей и времени обработки изделия. При этом скорость позиционирования осей определяется настройками станка, а время обработки напрямую связано с габаритами изделия (в первую очередь — длиной и шириной): для небольших изделий эффективность обработки выше, тогда как операция переворота крупных полосообразных изделий требует больше времени.
Настройка времени поворота
Время переворота изделий различных размеров можно задать с помощью таблицы (единица измерения: секунды). В таблице длина изделий разделена на четыре интервала, и каждому интервалу соответствуют предустановленные значения времени для разных типов переворота (переворот «сверху-вниз», переворот «спереди-сзади», комбинированный переворот). Одновременно три граничных значения длины (Граница 1, Граница 2, Граница 3) могут быть настроены пользователем для точной адаптации времени переворота под изделия различных размеров.
Настроив эти параметры, можно добиться большей точности расчета времени производства в соответствии с реальными условиями эксплуатации, что обеспечивает надежную основу для составления производственного плана.
Настройки времени
Настройка точного системного времени позволяет обеспечить полную прослеживаемость всех записей работы станка и поддерживать их синхронизацию с графиком проекта. Доступные параметры настройки перечислены ниже:
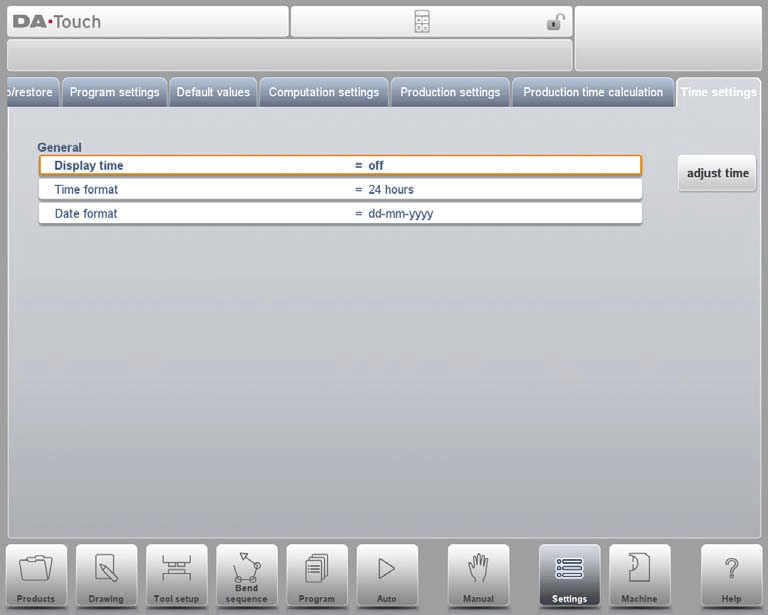
• Отображение времени: выберите формат отображения времени в строке заголовка (отображать дату и время, отображать только время, не отображать время).
• Формат времени: выберите формат отображения времени (24-часовой или 12-часовой формат).
• Формат даты: выберите формат отображения даты (дд-мм-гггг, мм-дд-гггг или гггг-мм-дд).
• Коррекция времени: ручное изменение системной даты и времени. Эта операция приведет к одновременному обновлению даты и времени в операционной системе Windows.
Часто задаваемые вопросы (FAQ)
Может ли настройка параметров в режиме настроек DELEM DA-66T повлиять на безопасность станка?
Да. Все корректировки параметров должны строго соответствовать стандартам безопасности и рекомендациям производителя, чтобы избежать несчастных случаев, вызванных неправильной настройкой параметров, и обеспечить постоянное безопасное состояние работы станка.
Каков наилучший способ точной калибровки листогибочного пресса?
Для достижения точной калибровки листогибочного пресса сначала убедитесь, что станок установлен горизонтально; затем используйте цифровой угломер для измерения угла изгиба матрицы и отрегулируйте его в соответствии со стандартами калибровки, предоставленными производителем.
Как часто следует проводить техническое обслуживание листогибочного пресса?
Регулярное техническое обслуживание рекомендуется проводить каждые 500 часов работы станка, включая проверку состояния основных компонентов, очистку поверхности станка и смазку подвижных частей.
Заключение
В заключение, профессиональное освоение работы в режиме настроек DELEM DA-66T и корректировки его параметров является ключевым условием оптимизации эксплуатационной эффективности листогибочного пресса. Благодаря обоснованной настройке таких важных параметров, как параметры осей, параметры инструментов и протоколы безопасности, можно не только обеспечить точность гибки и производственную эффективность, но и существенно продлить срок службы оборудования.
Чтобы в полной мере раскрыть потенциал производительности DELEM DA-66T, рекомендуется регулярно пересматривать и актуализировать соответствующие настройки в соответствии с конкретными производственными задачами. При возникновении любых вопросов или необходимости дополнительной поддержки в ходе эксплуатации обращайтесь к нашей технической службе без стеснения. Кроме того, вы можете ознакомиться с другими нашими техническими документами, чтобы получить дополнительные практические навыки по оптимизации оборудования.

