















































Какие меры предосторожности следует соблюдать при эксплуатации станка для гибки труб?
1. Обслуживание гидросистемы
Управление маслом: регулярно проверяйте уровень гидравлического масла и при необходимости доливайте масло той же марки и того же типа. Замените гидравлическое масло после первых 500 часов работы, а затем каждые 2000–3000 часов или ежегодно. Загрязнение масла или его эмульгирование является распространённой причиной заклинивания гидравлических клапанов и нештатной работы гидроцилиндров.
Контроль температуры масла: Оптимальная рабочая температура гидравлического масла составляет 35 °C–55 °C. Продолжительная работа при температуре выше 60 °C ускоряет окисление масла и старение уплотнений. Убедитесь, что вентилятор радиатора работает нормально, и регулярно очищайте радиаторные пластины от масла и пыли.

Замена фильтров: Регулярно заменяйте фильтр сливного масла и фильтр всасываемого масла в соответствии с инструкцией по эксплуатации оборудования, чтобы предотвратить попадание примесей в гидравлическую систему и повреждение насосов и клапанов.
2. Техническое обслуживание матрицы и оправки
Очистка и защита от коррозии: После каждой замены труб или смены оператора очищайте поверхности гибочной матрицы, зажимной матрицы, матрицы против образования морщин и оправки от металлической стружки и шлама. Наносите антикоррозионное масло на матрицы, которые длительное время не используются.
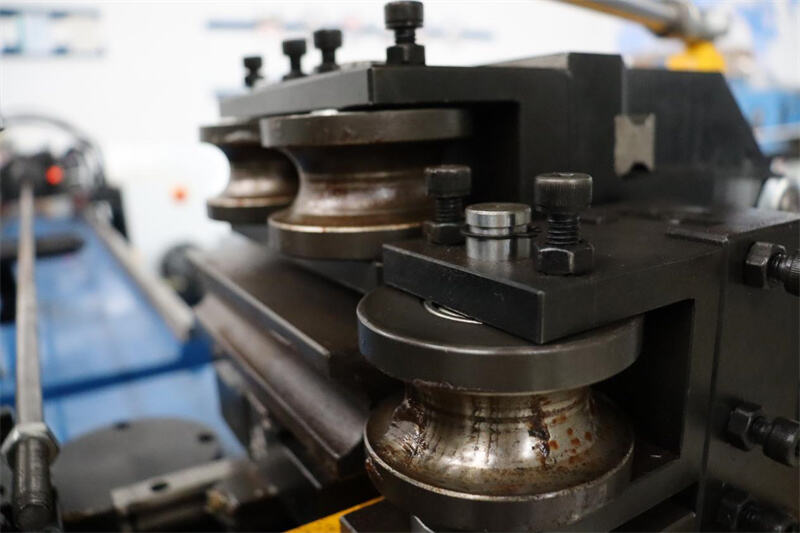
Осмотр на износ: регулярно проверяйте рабочую поверхность пресс-формы на наличие вмятин, царапин или локального износа. Чрезмерный износ может вызывать образование морщин и чрезмерное овальное искажение изогнутых труб; своевременный ремонт или замена необходимы.
Состояние оправки: шаровые соединения оправки с шаровой головкой должны свободно вращаться. Регулярно проверяйте оправочный стержень на наличие изгиба и царапин. Неточная установка оправки или её износ являются основными причинами внутреннего обрушения и деформации тонкостенных труб.
3. Техническое обслуживание электрических компонентов и электродвигателей
Очистка и отвод тепла: регулярно удаляйте пыль из электрического распределительного шкафа и проверяйте работу вентилятора охлаждения. Точные компоненты, такие как частотные преобразователи и сервоприводы, чувствительны к пыли; в условиях агрессивной среды рекомендуется установить фильтры или кондиционер в электрическом распределительном шкафу.
Проверка электропроводки: Ежеквартально проверяйте клеммы двигателя и контакты контактора на наличие ослабления, окисления или следов перегорания. Работа двигателя в однофазном режиме может привести к его перегреву и быстрому выходу из строя.
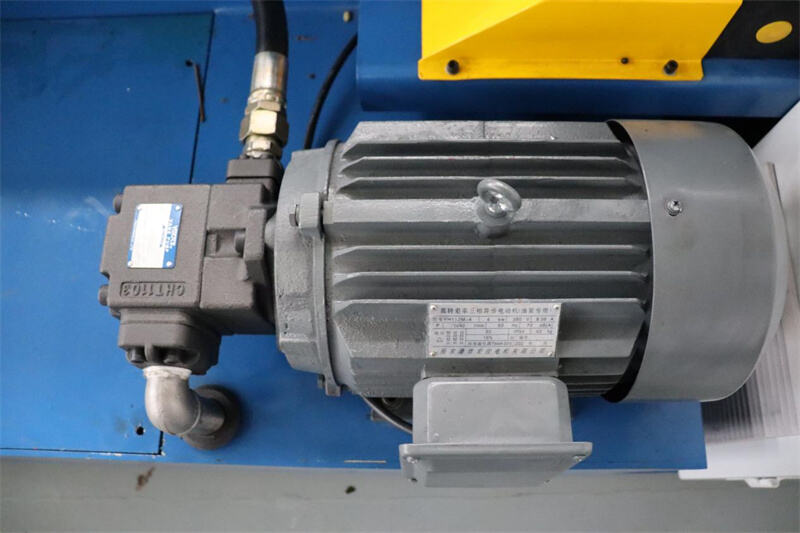
Смазка двигателя: Для двигателей с отверстиями для смазки подшипников периодически пополняйте смазку. При возникновении необычного шума или повышенной вибрации незамедлительно проверьте подшипники на износ.
4. Механическая передача и смазка
Направляющие рейки и ходовые винты: Линейные направляющие рейки и шарико-винтовые пары подачи и поворотного вала требуют регулярной очистки и повторной смазки специальной смазкой. Повреждённые защитные чехлы направляющих реек следует немедленно заменить, чтобы предотвратить попадание стружки и повреждение элементов качения.
Редуктор и зубчатые передачи: Проверяйте уровень масла в редукторе и регулярно заменяйте трансмиссионное масло в соответствии с требованиями оборудования. Зубчатые передачи изгибающего рычага должны быть постоянно смазаны; при наличии сильного износа или питтинга на зубьях шестерён необходимо незамедлительно принять меры.
Инспекция крепежных элементов: длительная вибрация оборудования может привести к ослаблению анкерных болтов и болтов крепления пресс-формы; перед началом каждой смены необходимо проводить быструю проверку.
5. Система охлаждения и фильтрации
Масляный охладитель/водяной охладитель: если оборудование оснащено отдельным охладителем, конденсаторные ребра необходимо регулярно очищать, а также проверять давление хладагента и наличие утечек в трубопроводах.
Воздушный фильтр: воздушный фильтр на баке гидравлического масла должен поддерживаться в чистом состоянии, чтобы предотвратить попадание пыли в бак при изменении уровня масла.
6. Эксплуатационные процедуры и ежедневные инспекции
Предварительный прогрев: особенно в условиях низких температур после запуска следует в течение 5–10 минут работать на холостом ходу, чтобы обеспечить циркуляцию и прогрев гидравлического масла до начала производственной эксплуатации.
Ежедневная инспекция: необходимо вести журнал ежедневных инспекций, включающий контроль уровня масла, посторонних шумов, утечек масла, износа пресс-формы и давления воздуха (при использовании пневматического зажима).
Аварийная остановка: При обнаружении посторонних шумов, вибрации, медленного или затруднённого перемещения либо резких изменений качества гибки немедленно остановите станок для диагностики неисправностей, чтобы предотвратить усугубление проблемы.
7. Периодическая калибровка и проверка точности
Калибровка угла гибки: Раз в шесть месяцев или после замены матрицы используйте угломер для калибровки соответствия угла гибки оборудования и обратной связи энкодера.
Точность повторного позиционирования: Проверьте воспроизводимость длины подачи и угла поворота. Если воспроизводимость выходит за пределы допустимого отклонения, отрегулируйте параметры сервопривода или проверьте механический люфт.
Техническое обслуживание станка для гибки труб — это не «ремонт только после поломки», а системная задача, выполняемая в течение всего рабочего дня. Четырёхэтапный цикл, включающий очистку, смазку, затяжку и осмотр, в сочетании со стандартизированным управлением маслом и обслуживанием штампов, необходим для обеспечения постоянной высокой точности и эффективности работы оборудования.

