















































Руководство по оптимальной эксплуатации контроллера оси Z DELEM DA53T/DA58T
Руководство по оптимальной эксплуатации контроллера оси Z DELEM DA53T/DA58T
Неправильная настройка контроллера оси Z DELEM DA53T/DA58T может серьёзно снизить эксплуатационную эффективность листогибочных прессов. В этом подробном руководстве описаны правильные методы настройки и эксплуатации контроллера оси Z с целью помочь операторам достичь плавной и высокоточной работы листогибочного пресса путём освоения его основных функций и процессов конфигурации.
Контроллер оси Z DELEM DA53T/DA58T — это специализированный компонент управления, разработанный для ЧПУ-системы DELEM DA53T/DA58T. Он интегрирован с сенсорным экраном Schneider Easy Harmony и ПЛК Schneider TM200; такая интеграция модернизирует систему DA53T/DA58T, обеспечивая поддержку управления по 6+1 осям и значительно повышая эксплуатационную гибкость и точность системы. Используемая модель сенсорного экрана — HMIET6401, оснащённая 7-дюймовым дисплеем с разрешением 800×480 пикселей и TFT-ЖК-экраном с поддержкой 16 миллионов цветов для чёткого и интуитивно понятного управления.

1. Общий обзор базовых операций контроллера оси Z
Для систем серии DELEM DA5XT (включая DA53T/DA58T) управление осью Z может осуществляться как в режиме одиночного шага, так и в режиме многошагового программирования — аналогично осям X и R, режим управления осью Z может быть свободно настроен в системе DA5XT.
Основные этапы программирования оси Z следующие:
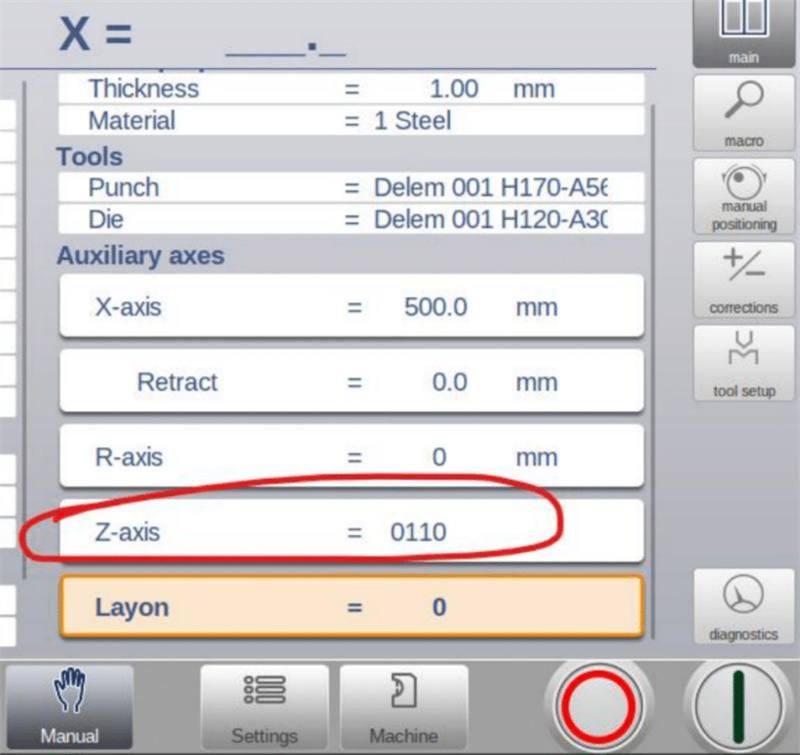
1. На основе фактической длины листового металла и положения пробойника введите точные координаты программирования по оси Z на сенсорном экране JUGAO;
2. Для каждого шага программирования в системе DA5XT присвойте уникальный идентификатор оси Z (значение идентификатора представлено в двоичном формате, диапазон настройки — от 0000 до 1111).
Одношаговый и многошаговый режимы работы по оси Z поддерживают произвольную установку значений идентификатора оси Z в двоичном диапазоне от 0000 до 1111, а система предоставляет наглядные примеры выполнения операций для обоих режимов, чтобы облегчить понимание и эксплуатацию оператором.
2. Подробная инструкция по работе на сенсорном экране JUGAO
Сенсорный экран JUGAO является основным человеко-машинным интерфейсом для ручного и автоматического управления осью Z; логика выполнения операций чётко различается в зависимости от рабочего режима, а также предусмотрены специальные методы обработки нештатных ситуаций и ежедневной калибровки.
2.1 Метод ручного управления
Ручное управление осью Z возможно только при отображении на сенсорном экране соответствующей иконки ручного управления; если иконка не отображается, ручное управление отключено.
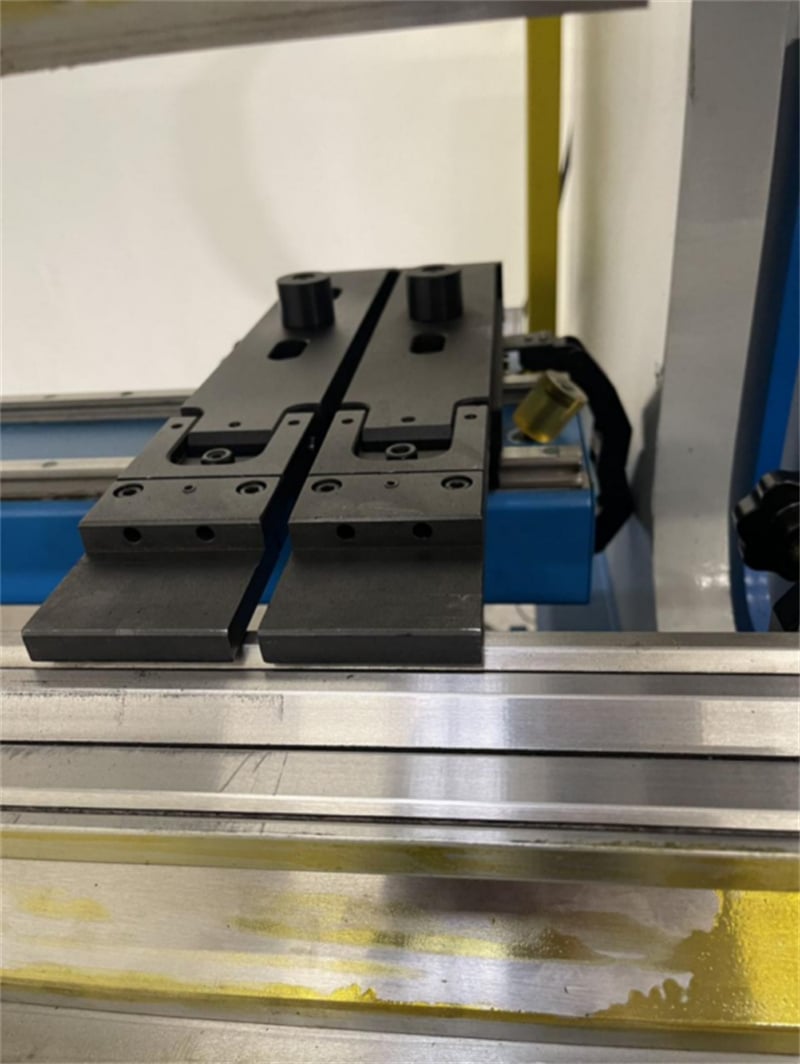
• Нажмите клавишу управления вперёд, чтобы переместить Z1 или Z2 в направлении увеличения значения координаты (сторона Y1 соответствует положению минимального значения координаты по оси Z, а сторона Y2 — положению максимального значения координаты по оси Z);
• Нажмите клавишу управления назад, чтобы переместить Z1 или Z2 в направлении уменьшения значения координаты; движение останавливается немедленно после отпускания клавиши;
• Переключение между Z1 и Z2: нажмите клавишу выбора оси — индикатор Z2 станет синим, что означает переход Z2 в состояние ручного управления; повторное нажатие клавиши приведёт к возврату Z2 к чёрному цвету, и возможность ручного управления переключится обратно на Z1.
2.2 Метод автоматического управления
Автоматическое управление осью Z запускается нажатием специальной клавиши «Пуск автоматического режима» на сенсорном экране JUGAO при предварительной проверке состояния оборудования:
• Если масляный насос гидравлического пресс-тормоза не включён, на экране появится сообщение с указанием оператору включить масляный насос в первую очередь;
• Если масляный насос находится в нормальном рабочем состоянии, нажатие клавиши автоматического запуска приведёт в движение ось Z к предварительно заданному положению, соответствующему идентификатору Id0000;
• В любой момент можно нажать специальную клавишу остановки на экране, чтобы немедленно прекратить автоматическое перемещение оси Z.
2.3 Обработка аварийных ситуаций при столкновениях
В случае столкновения упоров Z1 и Z2 во время работы устраните нештатную ситуацию в следующем порядке:
1. Прежде всего проверьте, выдаёт ли модуль привода оси Z сигнал тревоги; если тревога сработала, отключите модуль привода от питания и перезапустите его для сброса сигнала тревоги;
2. Выполните калибровочную операцию «обучения» для обеих осей Z1 и Z2;
3. Введите на сенсорном экране фактические текущие точные значения положений осей Z1 и Z2; после подтверждения система сможет возобновить нормальное выполнение последующих операций.
2.4 Ключевые требования к операции обучения по оси Z (калибровка)
Правильное обучение по оси Z (калибровка) является фундаментальным условием нормальной и точной работы всего контроллера оси Z, и данная операция должна выполняться в следующих случаях:
1. Первый пробный пуск и ввод в эксплуатацию новой листогибочной машины, оснащённой контроллером оси Z DA53T/DA58T;
2. Любое случайное столкновение упоров оси Z или других аномальных механических воздействий на ось Z.
Важно отметить, что контроллер оси Z обладает функцией сохранения параметров при отключении питания: откалиброванные параметры положения оси Z автоматически сохраняются системой. После отключения оборудования от питания и последующего включения его снова оператору не требуется повторно выполнять операцию обучения (калибровки), поскольку система может напрямую использовать сохранённые параметры для работы.

