















































Использование программирования DELEM DA-66T для повышения эффективности
Когда речь идет об повышении эффективности ваших операций с пресс-ножницами, понимание программирования продукта DELEM DA-66T имеет ключевое значение. Эта система не только оптимизирует рабочий процесс, но и обеспечивает точность изгибов и сокращение времени на настройку. Полностью интегрировав конфигурацию инструмента DELEM DA-66T, вы сможете максимизировать производительность и улучшить качество выпускаемой продукции.
В этом руководстве я покажу вам, как программирование продукта DELEM DA-66T может значительно повысить эффективность ваших металлообрабатывающих процессов. Начиная с основ и переходя к конкретным параметрам и функциям изгиба, вы узнаете, как использовать весь потенциал этого передового контроллера.
Начало работы с программированием продукта
Для начала программирования изделия DELEM DA-66T важно ознакомиться с его функциями и параметрами. Интерфейс программы удобен для пользователя и разработан так, чтобы обеспечить простую навигацию и настройку.

Чтобы создать или изменить числовую программу, начните новую программу в режиме Продукты или используйте команду Программа для прямого входа.
Чтобы отредактировать существующую CNC-программу, выберите изделие в обзоре Продукты и нажмите кнопку навигации Программа. При запуске новой программы выберите Новая программа, и после ввода основных свойств изделия система автоматически перейдет в режим Программа.
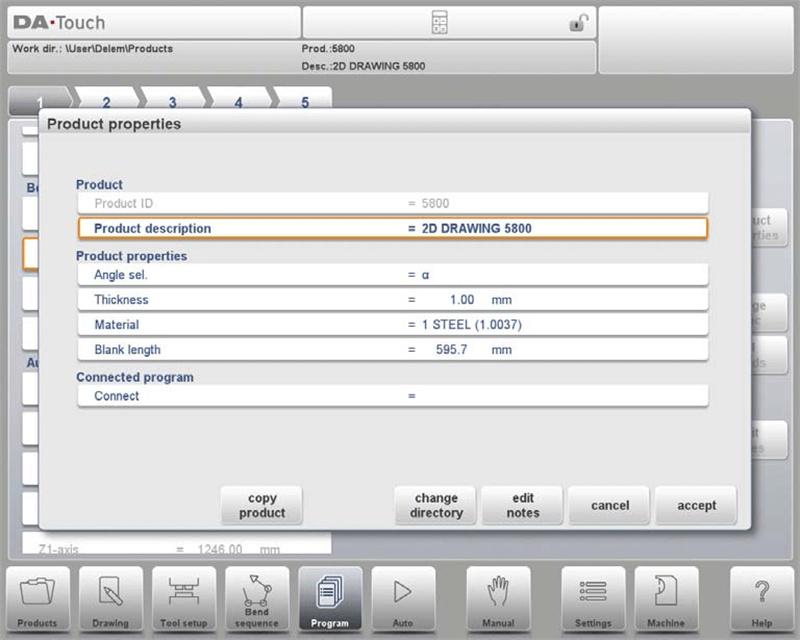
Чтобы изменить основные свойства изделия, нажмите Свойства изделия. Эти параметры программы одинаковы для каждого изгиба в программе (основные данные программы).
Начните с изучения основных функций: загрузка материала, выбор матрицы и ввод необходимых параметров. Каждый параметр, такой как толщина материала, длина заготовки и параметры настройки инструмента, имеет важное значение для точного создания изделия.
Пояснение параметров:
Идентификатор продукта: Присвойте уникальный идентификатор каждой программе, до 25 символов, используя буквы и цифры.
Описание продукта: Укажите описательное имя или номер программы, также ограниченный 25 символами, допускаются буквы и цифры.
Выбор угла: Выберите один из двух режимов программирования по оси Y:
0 = Абсолютное положение изгиба.
1 = α, при котором задается угол, а положение по оси Y вычисляется.
Толщина: Толщина листа.
Выбор материала: Выберите из 6 предопределённых или 99 программируемых материалов для расчёта глубины гибки. Настройте материалы на странице «Материалы» в разделе «Настройки».
Длина заготовки: Укажите исходную длину листа, необходимую для изделия; рассчитывается, если основана на 2D-чертеже.
Программы соединения: Связывание программ для создания 3D-изделий из нескольких этапов.
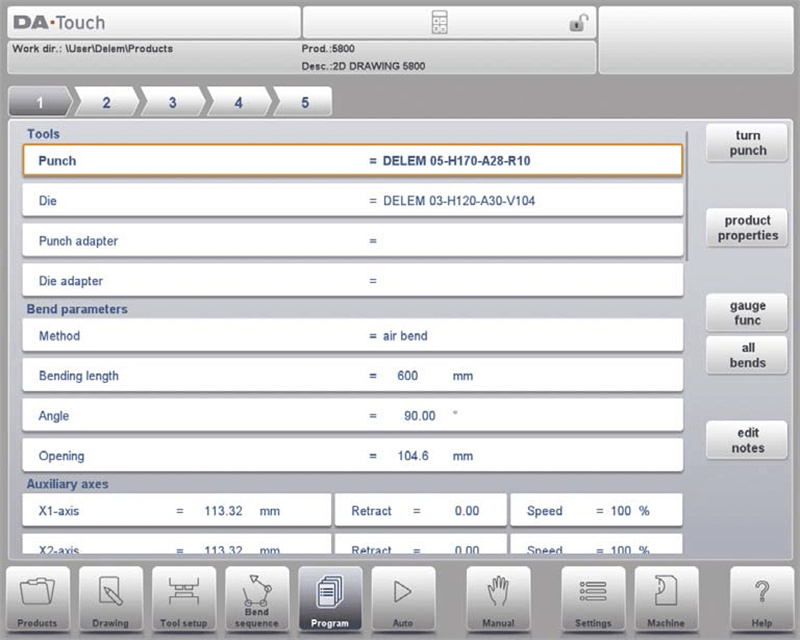
На главном экране отображаются доступные изгибы, и с этого главного экрана можно просматривать и редактировать конкретные параметры каждого доступного изгиба.
Селектор изгибов в верхней части экрана используется для навигации по изгибам в программе DELEM DA-66T. Указанные изгибы можно касаться, чтобы легко выбрать нужные данные изгиба.
Открывает новое окно, в котором отображаются и могут редактироваться свойства изделия, действующие для всех изгибов.
Функции индикаторов: Открывает окно, в котором можно программировать положения осей относительно положений пальцев.
Все изгибы: Открывает новое окно, в котором все изгибы отображаются в виде таблицы.
Редактировать заметки: Открывает окно, позволяющее просматривать и редактировать заметки о текущем изделии.
Такой структурированный подход способствует оптимизации рабочих процессов, повышению точности и увеличению производительности в промышленных условиях.
Ознакомление с этими функциями гарантирует правильное начало работы и позволяет использовать преимущества эффективного программирования продукции.
Понимание параметров гибки
В DELEM DA-66T представлен полный список параметров гибки, важных для точных операций. Идентификатор продукта и его описание отображаются в верхней строке экрана.
Вы начнёте с выбора правильных инструментов с учётом типа и толщины материала.
Выбор пуансона: при программировании продукции в DELEM DA-66T название (ID) пуансона имеет важное значение. Нажмите, чтобы изменить его, или выберите из библиотеки для упрощённого управления инструментами.
Выбор матрицы: легко нажмите, чтобы выбрать или изменить матрицу из библиотеки матриц.
Переходник пуансона: выберите и запрограммируйте переходник пуансона из библиотеки. Программирование продукции DELEM DA-66T основывается на настройках режима станка для эффективного использования переходника.
Переходник матрицы: аналогичным образом выберите переходник матрицы через программирование продукции DELEM DA-66T, что зависит от параметров режима станка для оптимальной работы.
Программирование инструмента: эффективно программировать идентификаторы инструментов или просматривать библиотеку вариантов инструментов. Используйте ' Поворот пуансона ' или ' Поворот матрицы ', чтобы отрегулировать ориентацию инструмента.
Параметры гибки, такие как угол гибки, радиус и длина полки, корректируются в зависимости от требуемого результата.
Параметры изгиба
Метод
Выберите необходимый метод гибки. Управление поддерживает 5 методов:
• гибка с зазором
• калибровочная гибка
• подгибка кромки
• подгибка и окончательное выдавливание
• обработка
Ниже приведены подробные сведения:
Изгиб с зазором:
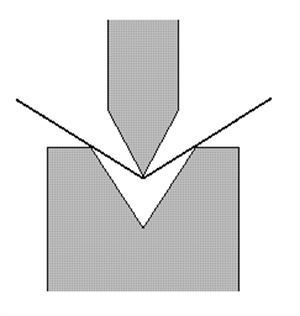
Программирование продукта DELEM DA-66T эффективно рассчитывает требуемое положение по оси Y для достижения заданного угла, опуская пуансон на необходимую глубину.
Обратный изгиб (Bottoming):
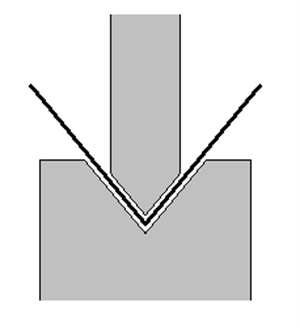
В программировании продукта DELEM DA-66T лист загибается путем его прессования между пуансоном и матрицей, при этом нижняя часть матрицы принимается за требуемое положение по оси Y для точного изгиба.
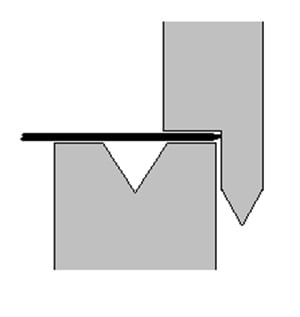
Обработка края:
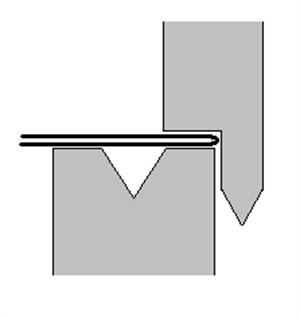
С программированием продукта DELEM DA-66T лист сначала гнется под острым углом, а затем складывается вдвое. Система точно рассчитывает положение по оси Y как поверхность матрицы плюс удвоенная толщина листа, используя программирование «зазора под подгибку» для корректировок.
Подгибка и окончательное выдавливание:
Аналогично подгибке, но программирование продукта DELEM DA-66T принимает верхнюю часть матрицы за положение по оси Y, обеспечивая точное складывание и прессование между пуансоном и матрицей.
Управление: Программирование продукта DELEM DA-66T обеспечивает операции без гибки, удерживая ось Y в неподвижном состоянии, что позволяет осям заднего упора занимать позиции в соответствии с запрограммированными значениями. Для повышения эффективности обработки изделия требуется внешнее переключение шага (вход C).
Примечание 1: Загибочные изгибы показаны здесь со специальным загибочным пуансоном, однако это не является обязательным.
Примечание 2: При выборе операции калибровки конечное положение изгиба луча по оси Y зависит от рабочего усилия. Если же усилия достаточно для того, чтобы луч достиг рассчитанного конечного положения изгиба по оси Y, ход луча будет ограничен значением положения.
Длина гибки: Длина листа между инструментами.
Угол: Требуемый угол данного изгиба. Этот параметр отображается только в случае, если программирование угла выбрано параметром «Angle sel.» и метод изгиба — гибка с зазором.
Размер зазора при подгибке: Программирование продукта DELEM DA-66T вычисляет положение балки для загибочных изгибов на основе расстояния между фланцами.
Положение изгиба: Положение по оси Y, необходимое для изгиба, появляется при использовании абсолютного программирования или при активных методах высадки/подгибки.
Открытие: Этот параметр определяет зазор между пуансоном и матрицей после изгиба. В программировании DELEM DA-66T положительное значение указывает на зазор выше «Mute», а отрицательное — ниже.
Вспомогательная ось: Программирование DELEM DA-66T интерпретирует отрицательные значения по оси X как относительные, вычитая их из текущей позиции, что удобно для последовательного выполнения операций.
Возврат: Расстояние возврата выбранной оси при текущем изгибе в рамках программирования DELEM DA-66T начинается, когда балка зажимает лист, что оптимизирует время обработки.
Скорости осей: Скорости в программировании DELEM DA-66T могут быть заданы в процентах от максимальной, обеспечивая точный контроль производственных процессов. Понимание и использование этих функций программирования DELEM DA-66T позволяет производителям значительно повысить эффективность и производительность.
Редактировать заметки
Функция редактирования заметок позволяет добавлять подробные инструкции, относящиеся к каждой конкретной задаче, что может быть полезно для последующего использования.
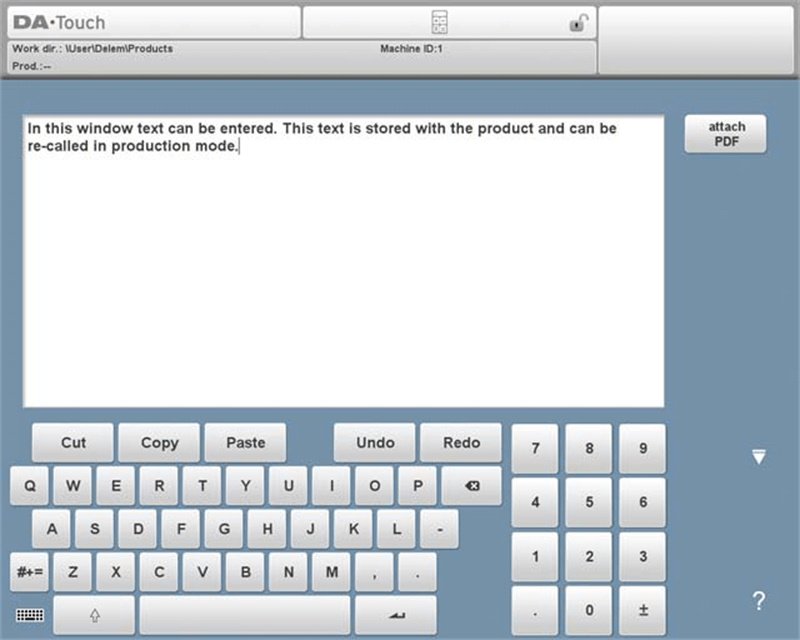
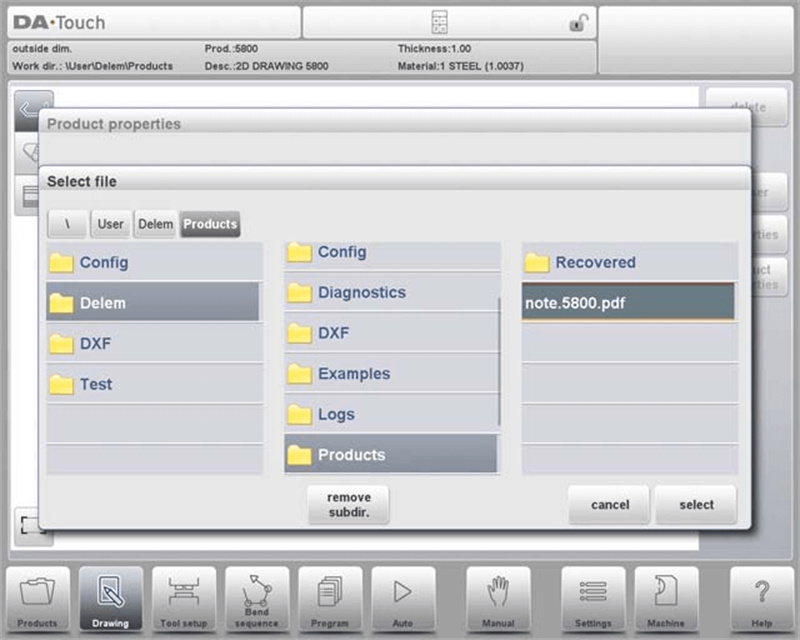
Чтобы прикрепить PDF-файл к заметке, нажмите «Прикрепить PDF». С помощью обозревателя каталогов можно выбрать PDF-файл, который будет включен в файл продукта.
Если прикреплен только PDF-файл без текстовой заметки, PDF будет отображаться мгновенно, когда пользователь нажмет индикатор «Заметки» в автоматическом режиме.
Функция упора
Кроме того, функция упора помогает правильно установить материал, обеспечивая постоянную точность при повторяющихся операциях.
В программе программирования DELEM DA-66T функция «Gauge Func» открывает окно для настройки параметров заднего упора, что важно для программирования желаемого положения пальцев для каждого изгиба.
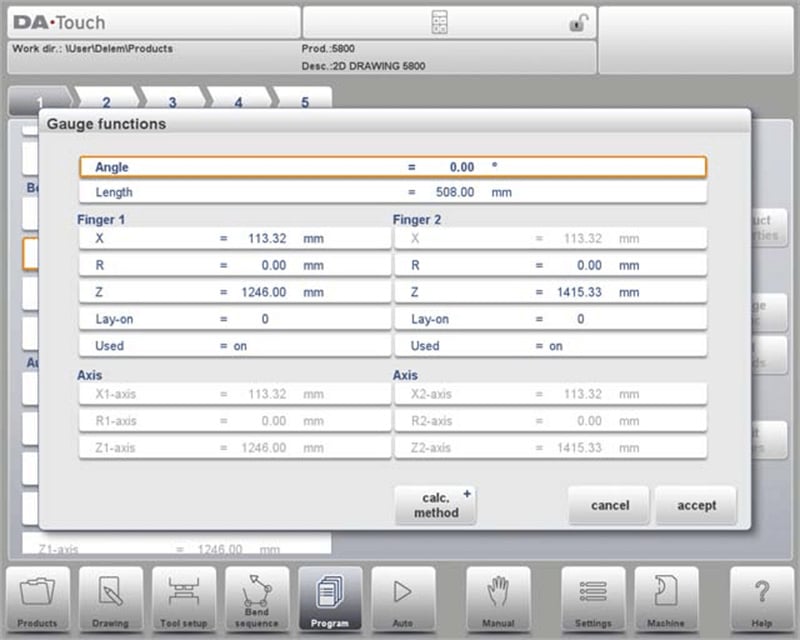
Угол: определяет угол пальцев заднего упора для точного углового позиционирования.
Длина: устанавливает длину стороны изделия для позиционирования заднего упора, в частности Z-позиционирования.
X: вручную регулируемое положение пальцев в направлении X для размещения листа.
R: Ручная регулировка положения по оси R, обеспечивающая более точный контроль позиционирования.
Z: Регулировка по оси Z позволяет оптимизировать позиционирование пальцев.
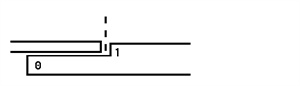
Lay-on: Позволяет программировать несколько положений пальцев с помощью программирования продуктов DELEM DA-66T, влияя на положение осей при сохранении позиции по калибру.
Lay-on = 0: без фиксации (по умолчанию)
Lay-on = 1: фиксация на первом уровне
Lay-on = 2: фиксация на втором уровне
Lay-on = 3: фиксация на третьем уровне
Параметр использования: Функция парковки в программе программирования продуктов DELEM DA-66T; пальцы паркуются в зависимости от положения по оси Z при простое. Применимо при наличии более двух пальцев.
Влияние изменений: Настройка параметра «Lay-on» влияет на положение осей X и R, сохраняя постоянное положение по калибру, что упрощает процесс программирования в программе DELEM DA-66T Product Programming.
Lay-on = 0
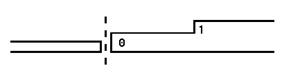
Лежачий = 1
Изучение функций гибки
Функции гибки играют важную роль в оптимизации программирования продукции DELEM DA-66T. Вспомогательные функции имеют большое значение, поскольку автоматически корректируются при изменении настроек, тем самым сокращая необходимость ручного вмешательства.
1. Установка точки отключения:
Назначение: Переключение оси Y с быстрого хода на рабочую скорость прессования.
Подробности: Запрограммируйте расстояние точки отключения над листом. Значение точки по умолчанию берётся из запрограммированной матрицы.
Примечания: Доступность зависит от настроек станка.
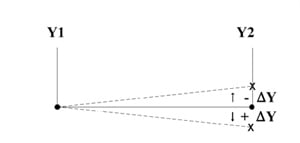
2. Параллельность: Разница между цилиндрами левой и правой сторон (Y1 и Y2). При положительном значении правая сторона ниже. При отрицательном значении правая сторона выше. Запрограммированное значение активно ниже точки зажима.
3. Повторение:
0 = изгиб пропускается.
1–99 = количество повторений этого изгиба.
4. Конфигурация ожидания втягивания
Назначение: управление ожиданием по оси Y во время втягивания.
Варианты:
Нет: втягивание начинается, когда ось Y проходит точку зажима, не останавливаясь.
Да: ось Y останавливается в точке зажима до завершения втягивания.
5. Код смены шага:
Назначение: определение момента активации параметров следующего изгиба.
Настройки:
0 – ER: изменение в конце разжатия.
1 – MUTE: изменение в положении приглушения во время открытия.
2 – UDP: изменение в верхней мертвой точке.
3 – UDP STOP: изменение в верхней мертвой точке без движения оси.
4 – ВНЕШНИЙ: изменение при активном входе C; без движения балки или возврата.
5 – UDP ВНЕШНИЙ: изменение при активном входе C в верхней мертвой точке с разрешением движения балки и возврата.
6. Время задержки: Программируемое время задержки перед изменением шага (0–30 сек).
7. Усилие: Максимальное отрегулированное усилие во время прессования (автоматически вычисляется).
8. Время выдержки: Время удержания пуансона в точке гибки.
9. Декомпрессия: Ход декомпрессии после гибки для снятия рабочего давления.
10. Скорость прессования и декомпрессии:
Скорость прессования: Рабочая скорость изначально устанавливается по умолчанию.
Скорость декомпрессии: Запрограммированная скорость во время декомпрессии.
11. Скорость возврата опоры детали:
Назначение: Установка скорости возврата опоры детали после гибки.
Примечание: Доступно при наличии системы опоры детали.
Параметры гибки — Все изгибы
Ключевым аспектом является программирование параметров гибки для всех изгибов, что обеспечивает единообразие и минимальные погрешности в ходе производства. Эта функция не только снижает расход материала, но и ускоряет общий процесс гибки.
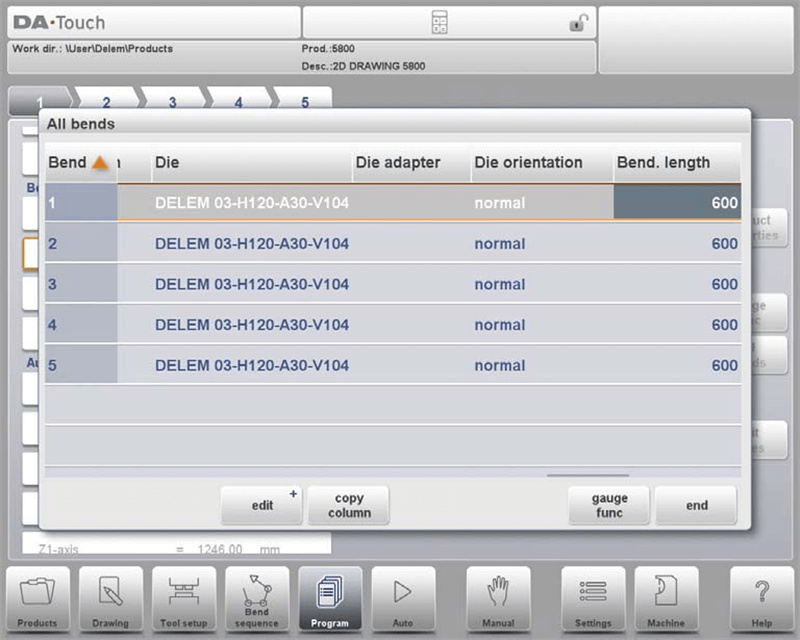
Конкретные изгибы можно выбрать на экране, поместив выделенную строку на нужный изгиб, а затем нажав END. На этом экране полную CNC-программу можно отредактировать с помощью программного обеспечения DELEM DA-66T Product Programming. Все параметры изгиба можно редактировать в таблице, а также изменять порядок, перемещать, добавлять и удалять изгибы. Прокрутка доступных столбцов выполняется движением пальца (свайпом).
Функции:
Редактирование: Изменение программы с помощью команд, таких как вставка, удаление и маркировка изгиба.
Копировать столбец: Позволяет скопировать значение текущего выбранного параметра на все остальные изгибы.
Функция упора: Запрограммировать положения упоров, как описано ранее.
После нажатия функции Редактирование появляется временная панель с дополнительными опциями:
Добавить изгиб: Добавляет новый изгиб путем копирования текущего.
Маркировать изгиб: Подготавливает изгиб для действий, таких как перемещение или замена.
Удалить изгиб: Удаляет текущий выделенный изгиб.
Дополнительные функции при использовании Маркировать изгиб:
Переместить изгиб: Изменить порядок изгибов, выбирая и перемещая их внутри последовательности.
Смена изгибов: Поменять местами положения двух изгибов.
Отмена метки: Снять метку с изгиба, завершив или отменив действие.
Соединение программ ЧПУ
С помощью программирования продукции DELEM DA-66T используйте параметр Connect для создания 3D-изделий путем последовательного выполнения операций гибки. Запрограммируйте два направления:
1. Создайте и запрограммируйте последовательность гибки для каждого направления.
2. Соедините программы, выбрав последовательности через библиотеку изделий и использовав параметр Connect.
3. При соединении нескольких программ каждая из них выравнивается по следующей, возвращаясь в конечном итоге к первой.
Для производства с использованием соединённых программ:
1. Выберите первую программу.
2. Перейдите в автоматический режим.
3. Запрограммируйте количество продукции с помощью «подсчета запасов».
4. Нажмите «Пуск», чтобы начать последовательность.
После завершения первой программы следующая начинается автоматически, отображая оставшееся количество.
Особые редакционные замечания
В программировании продукта DELEM DA-66T особые редакционные замечания имеют важное значение для настройки и выполнения специфических требований заказа. Эта функция позволяет операторам вводить дополнительные инструкции или изменения, адаптирующие процесс гибки к уникальным требованиям. Это гарантирует, что любые особые детали или замечания будут учтены и обработаны, обеспечивая персонализированный подход к производственному процессу и углубляя понимание возможностей оборудования.
В программировании продукта DELEM DA-66T после изменения данных программы система не выполняет автоматический расчет следующих параметров:
1. Усилие
2. Декомпрессия
3. Настройка устройства компенсации прогиба
4. Смещение положения по оси Z
5. Коррекция положения по оси X
Вот как работает пересчет в программировании изделий DELEM DA-66T:
Параметры с 1 по 4 пересчитываются автоматически только при включенной опции «Редактирование автоматических вычислений» в настройках.
Параметр 5 пересчитывается при активации в настройках параметра «Активная таблица прибавок на гибку». Корректировку по оси X можно выполнить с помощью «Corr.X» для отдельных изгибов и «G-corr.X» для всех изгибов в активной программе.
Исключение составляет изменение параметра «Метод гибки», при котором усилие и декомпрессия корректируются автоматически. Это демонстрирует, как программирование изделий DELEM DA-66T повышает эффективность операций за счет эффективного управления пересчетом параметров.
Заключение
В целом, программирование изделий DELEM DA-66T напрямую повышает эффективность производства. Ключевые преимущества включают интуитивно понятный интерфейс, передовые функции программирования, диагностику в реальном времени и бесшовную интеграцию с автоматизированными системами.
Чтобы узнать, как DELEM DA-66T может оптимизировать ваши операции, свяжитесь с нашей командой JUGAO. Мы готовы предоставить подробную поддержку и ответить на все ваши вопросы. Для получения дополнительной информации приглашаем вас ознакомиться с нашими техническими материалами.

