















































Ключевые шаги по конфигурации инструментов в системе DELEM DA-66S
Содержание
1. Введение
2. Основные шаги настройки
2.1 Доступ к интерфейсу настройки инструментов DELEM DA-66S
2.2 Активация функции настройки инструментов
2.3 Выбор и добавление новых инструментов
3. Настройка расположения инструментов и параметров длины
3.1 Программирование длины инструмента и положения размещения
3.2 Максимальное использование функции автоматического выбора
4. Расширенная настройка и управление сегментацией инструментов
4.1 Управление сегментацией инструмента
4.2 Выбор и переустановка станций инструмента
5. Часто задаваемые вопросы (FAQ)
6. Заключение
Точная настройка инструментов системы управления DELEM DA-66S в строгом соответствии со стандартными процедурами является ключевым условием повышения эксплуатационной эффективности и точности обработки на листогибочных прессах. Независимо от того, модернизируете ли вы существующую инструментальную компоновку или создаёте совершенно новую, каждый этап процесса настройки должен выполняться с особой тщательностью для обеспечения оптимальных производственных результатов.
Суть настройки инструмента заключается в точном программировании пуансонов, матриц и всех необходимых переходников для станка. Обратившись к библиотеке изделий и выбрав подходящую схему инструментальной компоновки, вы сможете достичь высокой точности настройки этих основных компонентов. В данном руководстве подробно описаны все ключевые этапы настройки инструментов DELEM DA-66S, что позволяет оптимизировать ваш рабочий процесс настройки и повысить общую эксплуатационную эффективность листогибочного пресса.
Введение

Система числового программного управления DELEM DA-66S представляет собой передовое решение, широко применяемое в современном производстве, особенно в металлообрабатывающей промышленности. Точная настройка инструментов является основной гарантией достижения высокой точности гибки и стабильной работы гидравлического листогибочного пресса. Неправильная настройка не только снижает точность обработки деталей, но и уменьшает производительность, а также может вызвать ненужный износ оборудования и инструментов. Поэтому освоение научно обоснованных этапов настройки инструментов крайне важно для каждого оператора.
1. Доступ к интерфейсу настройки инструментов DELEM DA-66S
Для редактирования или изменения настройки инструментов под конкретное изделие сначала необходимо найти и выбрать соответствующее изделие из библиотеки изделий системы, после чего перейти в модуль «Настройка инструментов», чтобы начать последующую работу по конфигурации. Это первый шаг входа в профессиональный интерфейс настройки инструментов и основа для всех последующих операций.
2. Активация функции настройки инструментов
Активация функции настройки инструмента является обязательным условием для выполнения конфигурации инструмента на станке DELEM DA-66S. После активации в интерфейсе системы отображается подробная визуальная схема текущей инструментальной настройки станка, что является необходимым условием для программирования точного расположения пуансонов, матриц, адаптеров и других инструментов.
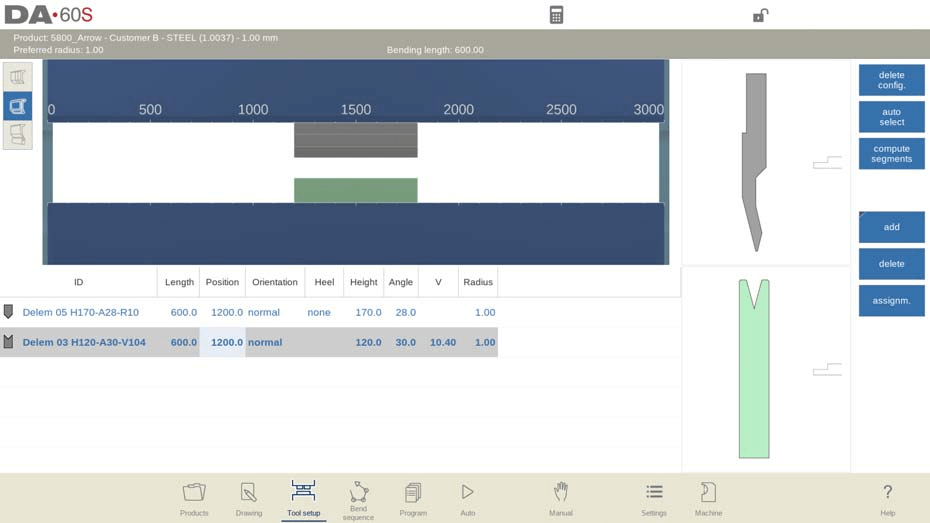
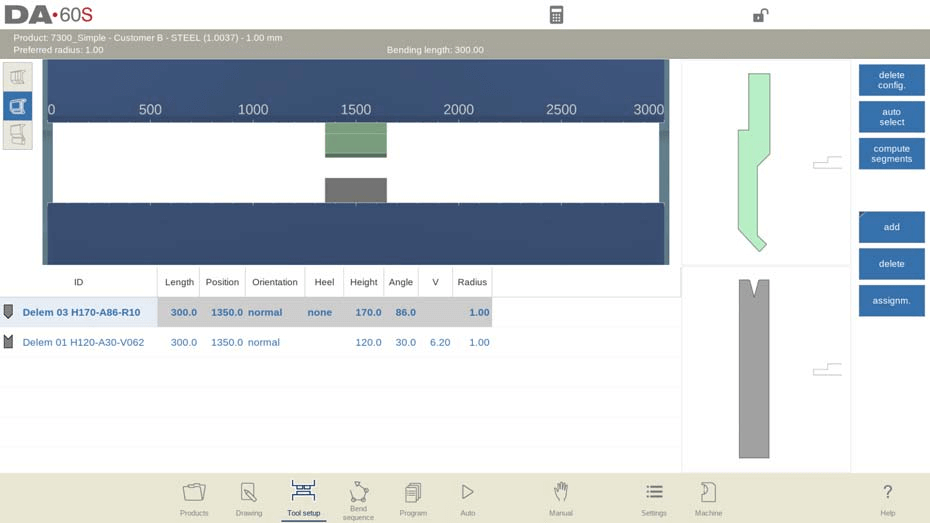
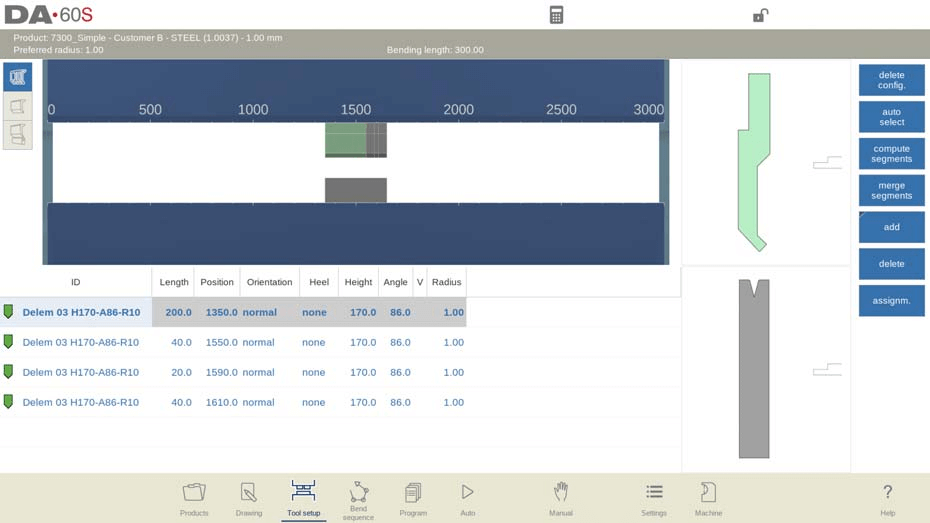
После включения функции настройки инструмента верхняя половина экрана отображает фронтальный вид текущей инструментальной настройки станка, а нижняя половина — детальные данные всех настроенных инструментов. Именно на этом интегрированном интерфейсе операторы могут программировать положение различных инструментов на листогибочном прессе.
Передний вид станка отображает основные конструктивные элементы сверху вниз в следующем порядке: балка пресса, адаптер пуансона (если предварительно запрограммирован), пуансон, матрица, адаптер матрицы (если предварительно запрограммирован) и рабочий стол. Эти компоненты станка предварительно выбираются в режиме «Станок» системы и, как правило, не требуют настройки при ежедневной конфигурации. Возможность программирования и добавления адаптера при настройке зависит от параметров адаптера, заданных в том же режиме «Станок».
3 Выбор и добавление новых инструментов
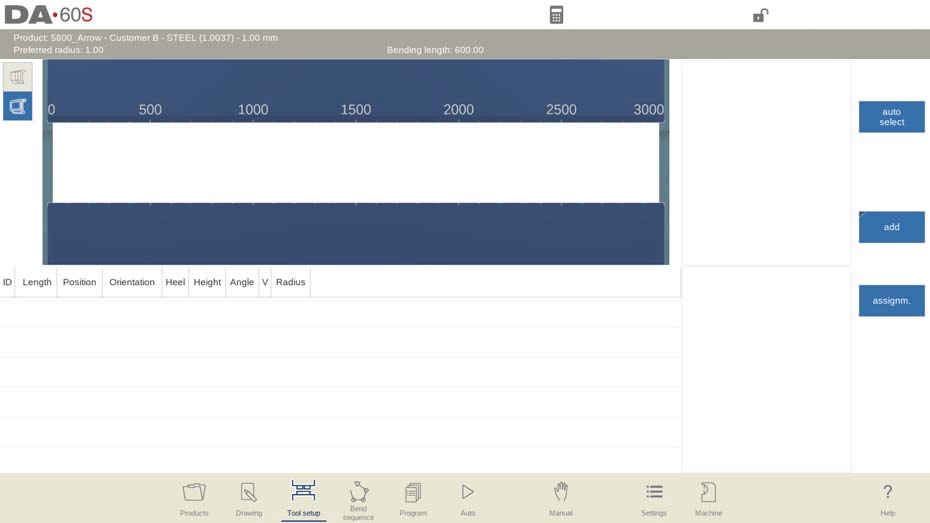
При создании новой схемы конфигурации инструментов зона установки инструментов на станке по умолчанию находится в пустом состоянии. Оператору необходимо вручную добавить требуемые инструменты — это могут быть пуансоны, матрицы или адаптеры (если функция адаптеров включена в системе). После добавления инструмента он размещается на станке с максимально доступной длиной по умолчанию, после чего оператор может изменить идентификатор инструмента (Tool ID) через представление «Список» для точного сопоставления и управления инструментами.
Конкретный процесс выполнения операции выглядит следующим образом:
1. После входа в режим настройки нового инструмента убедитесь, что инструментальный патрон станка находится в пустом состоянии;
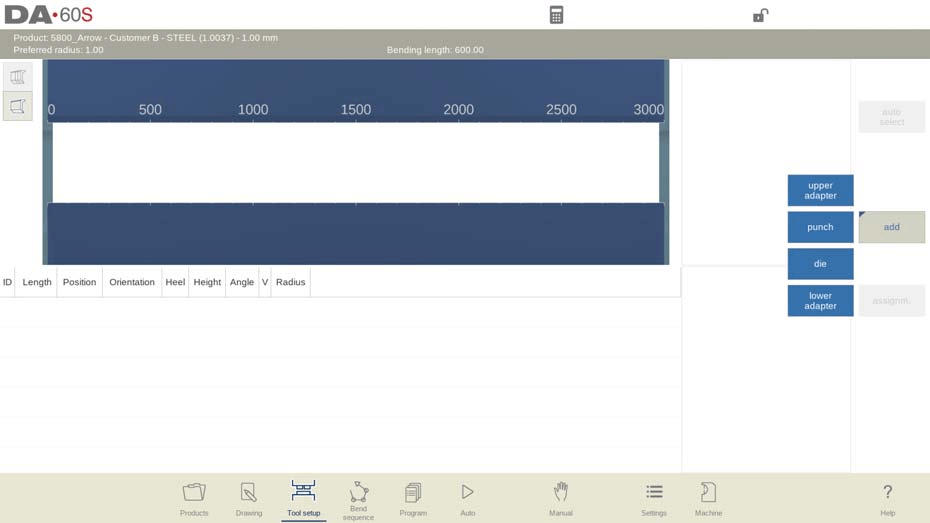
2. Нажмите кнопку «Добавить» и выберите тип добавляемого инструмента (пуансон, матрица или активированный адаптер);
3. После выбора инструмента (например, пуансона) система автоматически размещает его в предназначенной для него позиции на станке с максимально возможной длиной;
4. Выберите идентификатор пуансона (Punch ID) на интерфейсе и нажмите «Список», чтобы изменить уникальный идентификатор инструмента для последующего распознавания и управления.
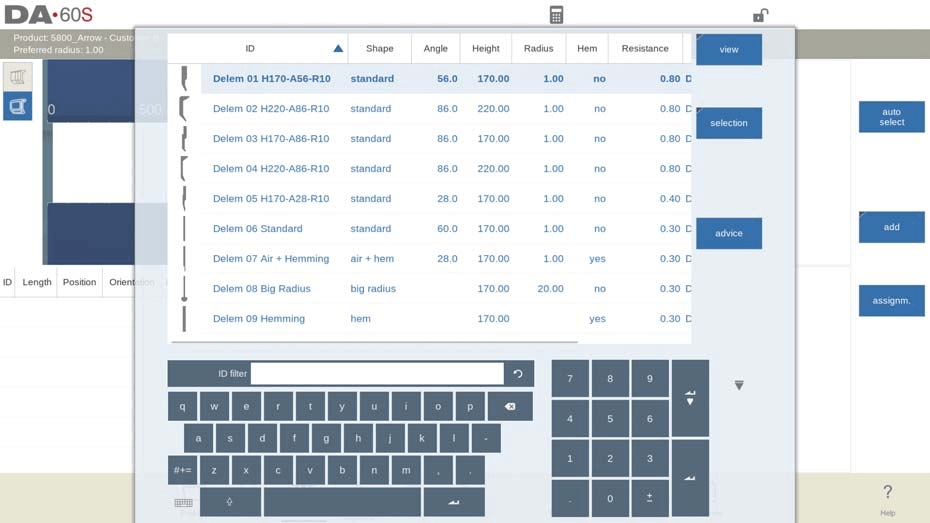
Система оснащена интеллектуальной функцией фильтрации идентификаторов инструментов: при вводе лишь части идентификатора инструмента система управления автоматически подбирает и отображает список инструментов, содержащих введённые символы, что значительно ускоряет процесс выбора инструментов.
Нажатие кнопки «Совет» на интерфейсе запускает систему, которая отбирает и отображает ограниченное количество подходящих инструментов из всей библиотеки инструментов на основе определённых критериев, помогая операторам быстро выбрать оптимальные варианты. Критерии отбора следующие:
• Соответствие радиуса изделия: выбранный инструмент должен обеспечивать радиус обработанного изделия, близкий к заданному предпочтительному радиусу; фактический полученный радиус должен находиться в пределах ±50 % от предпочтительного радиуса;
• Соответствие требуемой силы изгиба: сила изгиба, необходимая для обработки, не должна превышать нагрузочную способность выбранного инструмента;
• Адаптация угла инструмента: угол выбранного инструмента должен быть меньше или равен углу, требуемому для обработки изделия;
• Соответствие метода изгиба: например, при необходимости выполнения процесса загиба кромки (hemming) система автоматически рекомендует соответствующие инструменты для загиба.
Нажатие кнопки «Показать все» отменит фильтрацию и отобразит полный список всех инструментов в библиотеке, из которого операторы смогут выбирать.
3.1 Предварительный выбор многоканального V-образного штампа
Для многоканального V-образного штампа (штампа с более чем одним V- или U-образным отверстием) операторы могут выбрать либо конкретное V-/U-образное отверстие, либо весь многоканальный V-образный штамп (обозначается как V = *). При выборе конкретного отверстия система будет использовать его для расчёта всей последовательности гибки; при выборе всего многоканального V-образного штампа система управления автоматически выберет отверстие, обеспечивающее радиус изделия, наиболее близкий к предварительно заданному значению.
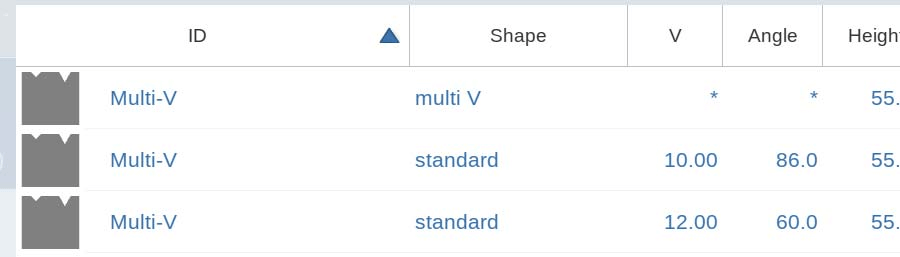
Если в ходе расчёта последовательности гибки система выберет другое V-/U-образное отверстие, это вновь выбранное отверстие будет применено ко всем последующим процессам гибки, ещё не включённым в исходную последовательность.
3.2 Выбор штампа Vario-V и настройка параметров
Первоначальный процесс выбора матрицы Vario-V (матрицы с регулируемым V- или U-образным отверстием) на станке DELEM DA-66S аналогичен выбору обычных матриц. После выбора матрицы Vario-V её значение V по умолчанию не задаётся. Операторы могут сразу приступить к созданию последовательности гибки, и система автоматически выберет наиболее подходящее значение V на основе доступных позиций регулировки матрицы Vario-V.

Если оператор заранее задаёт конкретное значение V, система будет использовать это значение для всех последующих расчётов гибки. Для матриц Vario-V с дискретными позициями регулировки можно выбирать только предустановленные фиксированные значения; если введено значение V, не входящее в список предустановленных, система автоматически заменит его на ближайшее доступное фиксированное значение.
В режиме последовательности изгибов операторы могут изменять размер V-отверстия в многозначных матрицах (Multi-V) или значение V в матрицах Vario-V с помощью функций «Изменить матрицу» или «Сдвинуть матрицу» на интерфейсе. Функция позиционирования матриц в программном режиме также предоставляет аналогичную возможность корректировки параметров.
Настройка положения и длины инструментов
1. Программирование длины инструмента и его положения
Настройка длины и положения инструментов на станке DELEM DA-66S проста и интуитивно понятна. Операторы могут либо выбрать целевой инструмент и напрямую ввести новые числовые значения длины и положения, либо перетащить инструмент на визуальном интерфейсе для изменения его позиции. Функция перетаскивания в системе оптимизирована с возможностью регулировки скорости: чем больше расстояние перетаскивания вниз, тем медленнее движется инструмент, что обеспечивает сверхточное размещение инструментов и значительно повышает точность конфигурации.
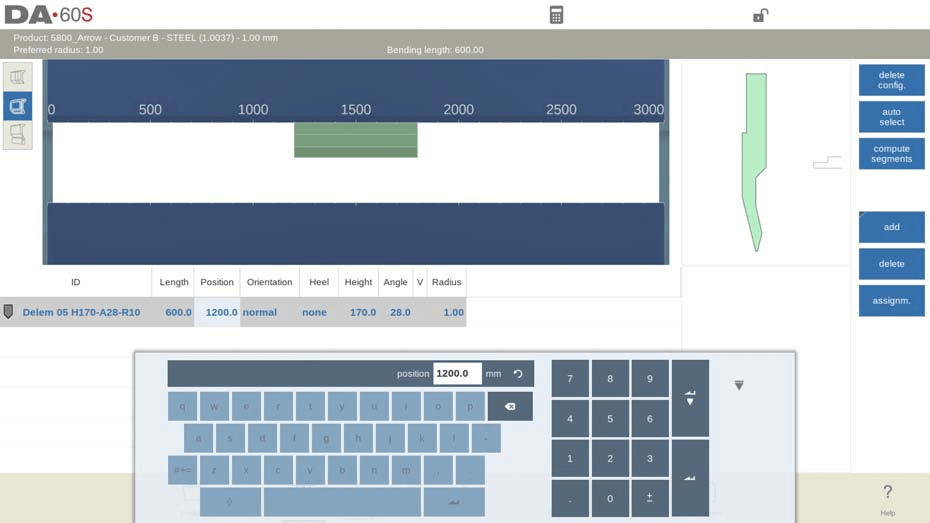
Функция привязки является важной и необходимой функцией для точной настройки инструментов в конфигурации инструментов DELEM DA-66S. При перетаскивании инструментов или инструментальных станций на интерфейсе функция привязки автоматически выравнивает целевой объект относительно центра станка по вертикали или по горизонтали. Когда инструмент попадает в зону привязки, на экране появляется красная направляющая линия, указывающая оптимальное положение для отпускания инструмента с целью достижения точного выравнивания — эта функция является ключом к обеспечению точности размещения инструментов и стабильности последующей обработки.
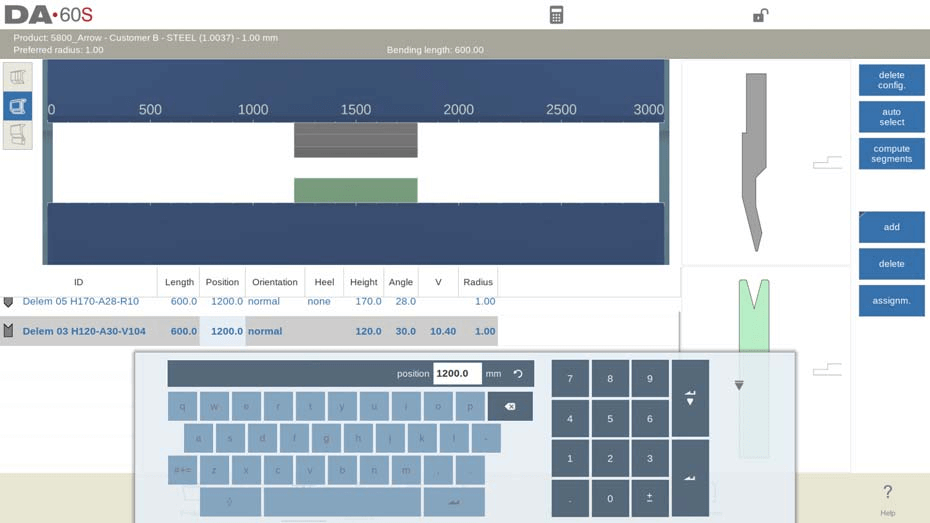
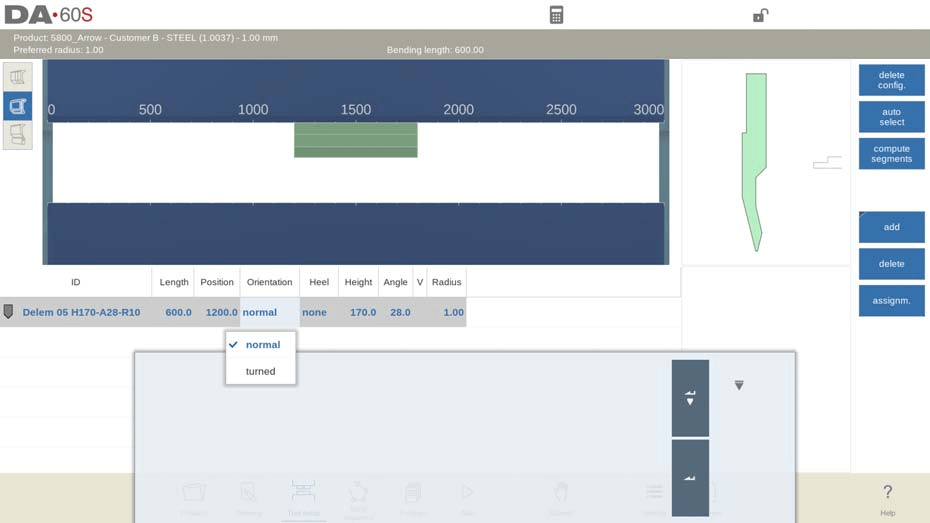
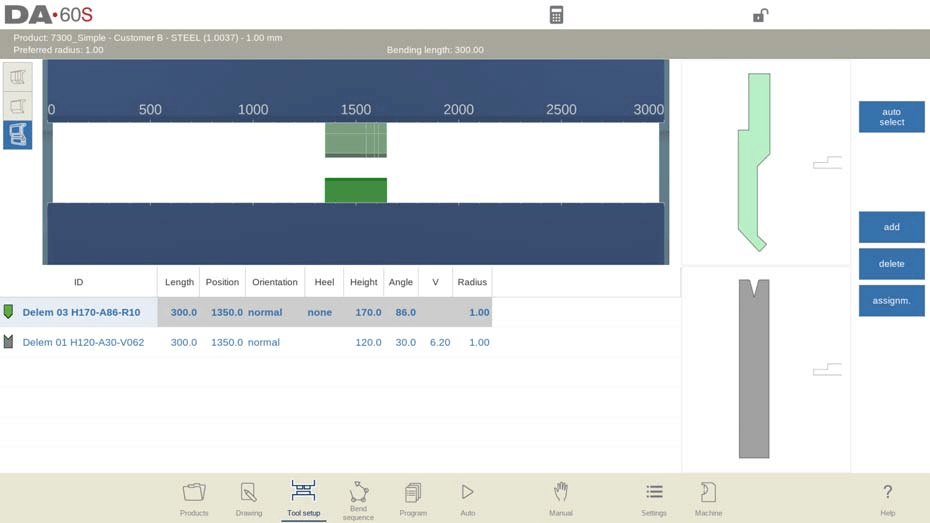
Кроме того, система DELEM DA-66S обладает интеллектуальной функцией подбора: после установки пуансона система автоматически размещает матрицу непосредственно под ним, при этом длина и положение матрицы полностью соответствуют пуансону. На этой основе операторы могут выполнять персонализированную настройку в соответствии с производственными потребностями, например добавлять или удалять пуансоны и матрицы, перемещать позиции инструментов, регулировать длину инструментов, изменять углы ориентации инструментов или модифицировать типы пяток. Эти гибкие функции регулировки позволяют конфигурации инструментов адаптироваться к различным сложным производственным и обработочным требованиям.
Ключевые кнопки управления для данного шага:
• Удалить конфигурацию: очистить существующую полную схему конфигурации инструментов и начать новую конфигурацию с нуля;
• Добавить: добавить новый инструмент в текущую конфигурацию; щелкните, чтобы выбрать тип инструмента (верхний адаптер (если включён), пуансон, матрица, нижний адаптер (если включён));
• Удалить: удалить текущий выбранный инструмент из конфигурации.
2. Максимальное использование функции автоматического выбора
Функция «Автоматический выбор» доступна на основной интерфейсной панели конфигурирования инструментов и предназначена для того, чтобы помочь операторам быстро подобрать наиболее подходящую комбинацию пуансона и матрицы для предварительно запрограммированного процесса гибки на основе максимального размера линии изгиба изделия.
Система автоматически извлекает и подбирает оптимальный набор инструментов из библиотеки инструментов для одного процесса гибки с целью достижения наиболее идеального радиуса изделия. Следует отметить, что данная функция подбирает инструменты только для одного шага гибки и не формирует полную схему настройки инструментов для всего производственного процесса — поскольку последовательность гибок является ключевым ограничением для общей настройки и должна задаваться операторами вручную. После активации функции «Автоматический выбор» система автоматически заменяет существующую настройку инструментов на вновь подобранную оптимальную комбинацию.
Расширенная конфигурация и управление сегментацией инструментов
1 Управление сегментацией инструментов
Для сегментированных инструментов система DELEM DA-66S может автоматически рассчитать оптимальную схему сегментации на основе заданных параметров длины сегмента, обеспечивая идеальную адаптацию сегментированной оснастки к конструктивным ограничениям листогибочного пресса и эффективное повышение производительности процесса гибки.
Поддержка системой конфигурации сегментированных инструментов обеспечивает высокую гибкость и точность в производстве: операторы могут комбинировать инструменты требуемого размера за счёт рациональной сегментации, что особенно практично при работе с различными требованиями к оснастке для разных деталей, делая подбор инструментов более целенаправленным и эффективным.
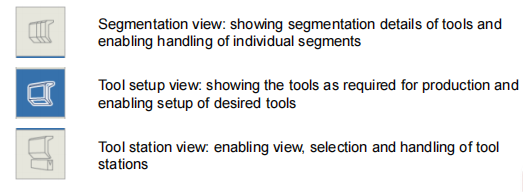
Интерфейс настройки инструментов DELEM DA-66S оснащён тремя различными режимами отображения, каждый из которых предоставляет уникальную операционную перспективу для помощи операторам при настройке инструментов и управлении сегментацией. Переключение между этими режимами осуществляется нажатием соответствующих кнопок выбора на левой стороне фронтального вида станка, что делает работу с сегментированными инструментами простой и интуитивно понятной.
1.1 Основные операции по сегментации отдельных инструментов
• Расчёт последовательности гибки: после завершения базовой настройки инструментов переключитесь в режим «Последовательность гибки», и система автоматически рассчитает наиболее эффективную последовательность гибки для настроенных инструментов, значительно упростив весь производственный процесс;
• Ручная сегментация инструментов: если стандартная длина инструмента не соответствует требованиям обработки, операторы могут вручную выполнить сегментацию инструментов для точной подстройки под требуемую длину, что дополнительно повышает гибкость конфигурации;
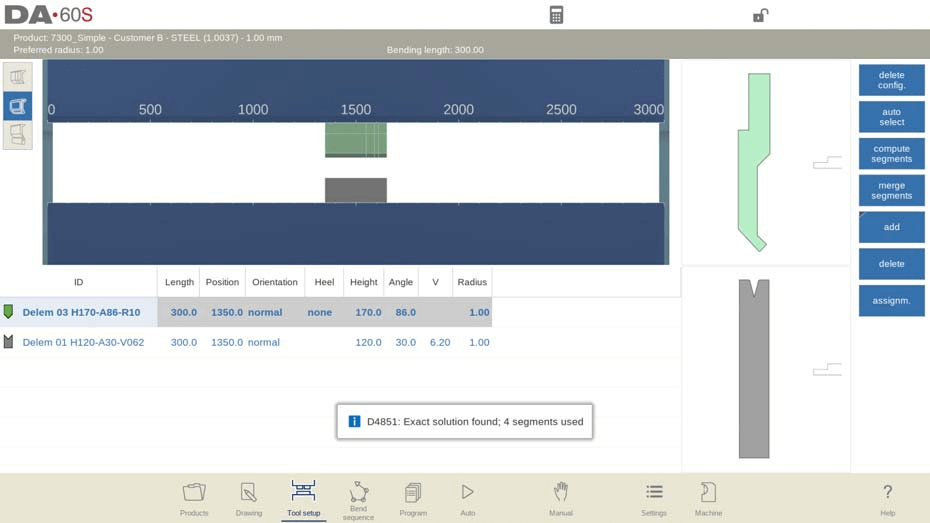
• Автоматический расчет сегментации: встроенная функция сегментации системы может автоматически определить оптимальную схему сегментации на основе реальных параметров производства. В качестве основы для расчета используются ключевые параметры, такие как «максимальное расстояние между инструментами» и необязательный параметр «допуск по длине инструмента», что делает сегментацию более научно обоснованной и работу — более удобной для пользователя.
Для операторов, которым требуется углубленная настройка сегментации инструментов, контроллер DELEM DA-66S поддерживает прямое программирование параметров сегментов в режиме Machine («Станок»). В этом режиме операторы могут изменять параметры сегментов пробойников и матриц в библиотеке инструментов, чтобы настройка инструментов полностью соответствовала точным требованиям специальных производственных процессов. Освоение метода программирования сегментов в библиотеке инструментов является ключевым условием для полного раскрытия потенциала функции конфигурации инструментов DELEM DA-66S.
1.2 Вид инструмента: настройка параметров назначения
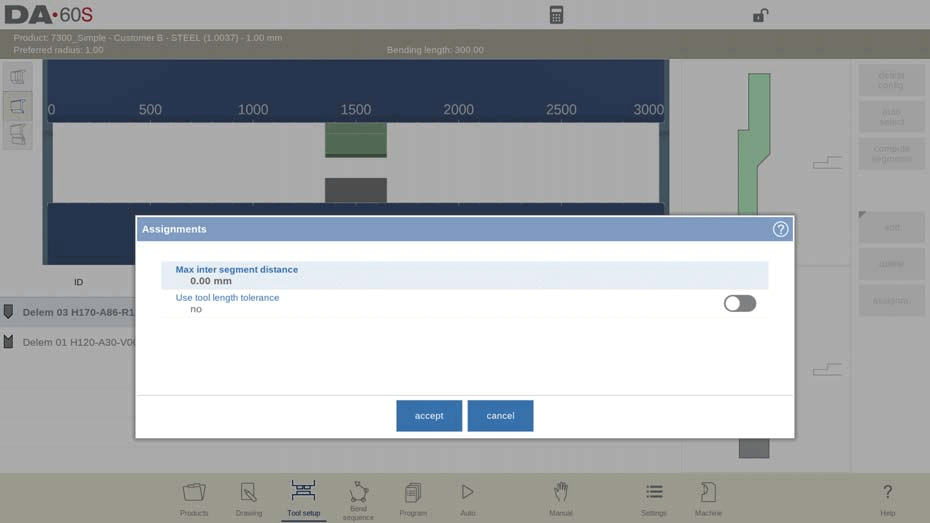
Нажмите кнопку «Назначения» на интерфейсе, чтобы просмотреть и задать основные параметры, используемые для расчёта сегментации. Настраиваемые параметры назначения включают:
• Максимальное расстояние между соседними сегментами инструмента: задаёт максимальное допустимое расстояние между смежными сегментами инструмента;
• Использовать допуск по длине инструмента: включить или отключить параметр допуска для контроля диапазона допустимых отклонений при сегментации инструмента.
1.3 Вид «Сегментация»: корректировка и управление сегментами
При переключении в вид «Сегментация» интерфейс отображает подробную информацию о сегментах инструментов как в графической, так и в табличной форме; при этом отображается только информация о сегментах текущего выбранного инструмента. Операторы могут перетаскивать и изменять положение и размер отдельных сегментов непосредственно на графическом интерфейсе, а в списке чётко отображается состав и параметрические детали всех сегментов текущего инструмента.
Следует отметить, что при корректировке сегментов в режиме сегментации система не учитывает фактический запас сегментов на складе; согласованность скорректированной схемы с фактическим запасом можно проверить путём повторного выполнения расчёта сегментации. Кроме того, изменение длины инструмента или типа инструмента приведёт к очистке существующей схемы сегментации, и оператору потребуется заново задать параметры сегментации.
1.4 Настройка параметров сегментов в библиотеке инструментов
Для того чтобы система могла использовать функцию сегментированного инструмента и рассчитывать схему сегментации на основе фактически доступных сегментов, операторам необходимо сначала заполнить информацию о сегментах в библиотеке сегментов. Данную операцию можно выполнить в модуле программирования инструментов, который находится в режиме станка в настройках свойств инструментов для пробивки и штамповки.
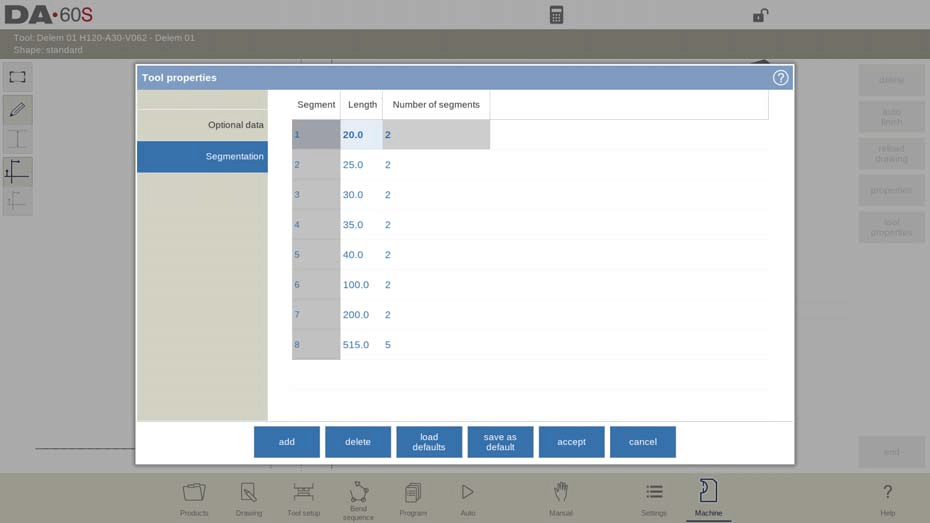
В настройках свойств каждого инструмента перейдите на вкладку «Сегментация», где операторы могут программировать и задавать длину сегмента, необязательную форму пятки, а также доступное количество сегментов для инструмента, заложив тем самым основу для автоматического расчёта сегментации в системе.
2 Выбор и перемещение станций инструментов
Освоение использования вида «Станция» является ключевым элементом расширенной настройки инструментов на станке DELEM DA-66S, который в основном применяется для общего управления инструментальными станциями; его основные функции и особенности работы приведены ниже:
1. Выделение и перемещение: в виде «Станции» вся станция инструмента отображается как единый выделяемый элемент, что обеспечивает быстрый выбор оператором. Перемещение станции инструмента может быть выполнено двумя способами: непосредственным программированием новой координатной позиции или перетаскиванием станции на целевую позицию на визуальном интерфейсе, что значительно повышает гибкость общей настройки инструментов;
2. Автоматическое определение станций инструментов: Система автоматически идентифицирует и определяет станцию инструмента при наличии перекрывающейся области между пуансоном и матрицей. Такое перекрытие может быть как точным положением совмещения, так и слегка смещённым положением — оба варианта распознаются как допустимая станция инструмента. Даже специальная конфигурация с двумя пуансонами, соответствующими одной матрице, может быть определена как станция инструмента, что особенно полезно при выполнении гибочных операций в условиях пространственных ограничений;
3. Управление станциями инструментов: В представлении «Станции» операторы могут скопировать существующую станцию инструмента с помощью кнопки «Добавить» или удалить ненужную станцию с помощью кнопки «Удалить». Наиболее важной особенностью данного представления является то, что оно управляет станцией инструмента в целом и не изменяет детальные параметры отдельных инструментов в станции, что делает корректировку общей настройки более эффективной без влияния на точную конфигурацию отдельного инструмента.
Часто задаваемые вопросы (FAQ)
Вопрос 1: Как реализовать эффективную настройку инструмента в конфигурации инструментов DELEM DA-66S?
Ответ 1: Чтобы максимально повысить эффективность настройки инструмента, сначала переключитесь в режим последовательности гибки, чтобы система рассчитала наиболее эффективную последовательность гибки для конкретной производственной задачи. Затем воспользуйтесь функцией сегментации инструмента системы для корректировки сегментов инструмента и создания точной требуемой длины инструмента для обработки. Комбинирование этих двух функций позволяет значительно сократить время настройки и повысить эффективность конфигурирования.
Вопрос 2: Как определить станции инструмента в конфигурации инструментов DELEM DA-66S?
Ответ 2: В системе DELEM DA-66S станция инструмента определяется автоматически при наличии зоны перекрытия между пуансоном и матрицей. Такое определение включает как точные позиции перекрытия, так и смещённые позиции перекрытия, что позволяет эффективно адаптироваться к требованиям сложных процессов гибки и разнообразным конфигурациям инструментов.
Вопрос 3: Можно ли изменить подробные параметры отдельного инструмента в представлении «Станция» во время настройки?
Ответ 3: Нет. Представление «Станция» используется только для общего управления станциями инструментов и поддерживает такие операции, как копирование, удаление и перемещение станций, но не позволяет изменять подробные параметры отдельных инструментов. Такой подход обеспечивает, что общая корректировка станции инструментов не повлияет на точную настройку отдельного инструмента.
Заключение
Точная конфигурация инструментов ЧПУ в системе DELEM DA-66S является ключевой гарантией достижения высокой точности и высокой эффективности работы листогибочного пресса. Строгое соблюдение вышеуказанных ключевых этапов настройки обеспечивает полную адаптацию инструментальной оснастки к конкретным требованиям обработки изделия и позволяет эффективно повысить точность обработки и производительность станка. В повседневном производстве операторы должны регулярно проверять и корректировать параметры конфигурации инструментов в соответствии с реальными условиями обработки и требованиями к заготовке, чтобы поддерживать листогибочный пресс в оптимальном рабочем состоянии.
Для получения более глубоких профессиональных рекомендаций и технической поддержки по конфигурации инструментов DELEM DA-66S свяжитесь, пожалуйста, со специализированной технической командой компании JUGAO. Мы стремимся обеспечить всестороннюю поддержку при настройке вашего оборудования и в ходе его повседневной эксплуатации, гарантируя бесперебойное протекание всего производственного процесса.

