















































Как определить первопричину износа направляющих рельсов станка для гибки труб?
Как определить первопричину износа направляющих рельсов станка для гибки труб?

Когда направляющие рельсы трубогибочного станка изнашиваются и начинают влиять на точность станка, вызывать вибрацию или увеличивать сопротивление перемещения гибочной каретки, качество обработки изделий и общая производственная эффективность снижаются. Если вы исследуете причины преждевременного износа направляющих рельсов и стремитесь выявить их коренную причину до того, как проблема приведёт к серьёзным потерям, данная статья предоставит вам практические рекомендации. В дальнейшем тексте я систематически рассмотрю типичные проявления износа направляющих рельсов, методы диагностики и способы устранения неисправностей, чтобы помочь службам технического обслуживания и операторам точно определить коренную причину повреждения направляющих рельсов. Своевременное выявление проблем позволяет избежать ненужной замены компонентов, сократить простои оборудования и обеспечить стабильность процесса гибки.
Как определить, что направляющие рельсы трубогибочного станка изнашиваются во время эксплуатации
1. Наблюдайте за изменениями точности при многократных процессах гибки
Одним из первых типичных проявлений износа направляющей рейки в трубогибочных станках является нестабильность результатов обработки. Когда при одинаковой управляющей программе и одинаковых технологических параметрах угловые отклонения обработанных труб становятся значительными, это часто свидетельствует о том, что износ поверхности направляющей рейки повлиял на устойчивость перемещения каретки. Рекомендуется использовать цифровой угломер для сравнения результатов нескольких операций гибки. Если отклонения демонстрируют постепенно возрастающую тенденцию, это обычно указывает на механический износ, а не на погрешности системы управления или программного обеспечения.
2. Обращайте внимание на аномальные вибрации и шум.
Вибрация — это не только помеха во время работы, но и предвестник механической неисправности. Когда поверхность направляющей рейки изношена или недостаточно смазана, каретка при перемещении движется неравномерно, что увеличивает трение и может привести к возникновению шума, следов вибрации на поверхности трубы, а также даже к локальному перегреву. Если вибрация становится более выраженной при работе под высокой нагрузкой, это может быть связано с неправильной установкой направляющей рейки или отказом системы смазки.
3. Вручную переместите каретку и проверьте усилие, необходимое для её перемещения.
Переведите станок в ручной режим и медленно протолкните каретку, чтобы оценить плавность её движения. Если вы ощущаете заклинивание, неравномерное сопротивление или локальные паузы, это обычно указывает на повреждение поверхности направляющей рейки или загрязнение её посторонними частицами. В нормальных условиях каретка должна свободно перемещаться под действием небольшого внешнего усилия.
Как диагностировать механические причины износа направляющей рейки в трубогибочном станке

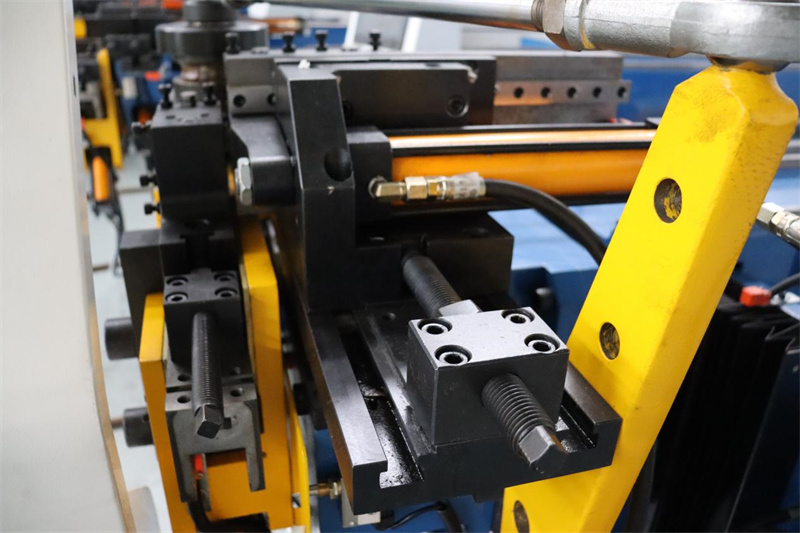
1. Отклонение от соосности между рамой и направляющей рейкой.
Плохая соосность является распространённой причиной аномального износа направляющей рейки. Когда каретка и направляющая рейка не расположены строго перпендикулярно друг к другу в направлении движения, нагрузка концентрируется на одной стороне или локальном участке направляющей рейки, что приводит к неравномерному износу, проявляющемуся в виде односторонних вмятин, царапин или скошенных следов износа.
Решение: используйте индикаторную головку для проверки соосности направляющей рейки и каретки, постепенно подтягивайте крепёжные болты направляющей рейки и постоянно контролируйте величину отклонения. Обратите внимание: ни в коем случае не пытайтесь добиться соосности при приложенной нагрузке — это может вызвать структурные напряжения и усилить износ.
2. Неисправность системы смазки или её неправильное использование
Нормальная работа направляющей рейки зависит от непрерывной и достаточной смазки. Засорение маслопроводов, нестабильная подача масла или применение неподходящих смазочных материалов приводят к прямому контакту металлических поверхностей и резкому ускорению износа.
Решение: Рекомендуется еженедельно проверять систему смазки, чтобы обеспечить беспрепятственный поток масла. Используйте специализированную смазку, подходящую для компонентов линейного перемещения, избегая применения обычной смазки. При необходимости проведите испытания на расход смазки, чтобы проверить равномерность подачи масла ко всем точкам смазки.
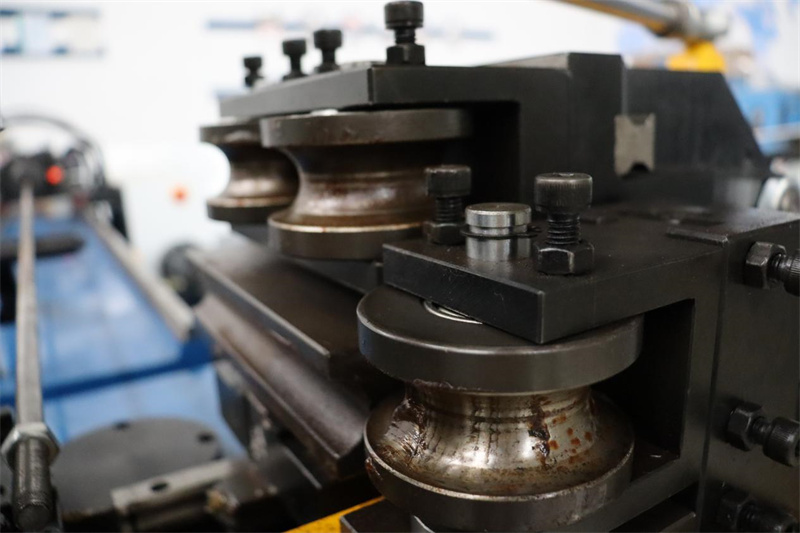
3. Проникновение металлической пыли или примесей
В процессе гибки труб трение между трубой и матрицей может приводить к образованию металлических стружек или других частиц. Если такие примеси оседают на поверхности направляющей рейки и вовремя не удаляются, они действуют как абразив, ускоряя износ направляющей.
Решение: Рекомендуется установить защитные кожухи на направляющие рейки и организовать регулярную очистку. Для очистки используйте сухую ткань, избегая воды во избежание коррозии. При обработке ферромагнитных материалов рассмотрите возможность установки магнитного сборника для снижения распространения металлической пыли.
4. Неравномерное распределение нагрузки
Если операторы не обеспечивают горизонтальное положение труб при монтаже или не поддерживают длинные трубы с достаточной надёжностью, направляющие рельсы будут испытывать дополнительные крутящие нагрузки вместо линейных нагрузок, предусмотренных проектом, что приведёт к неравномерному износу.
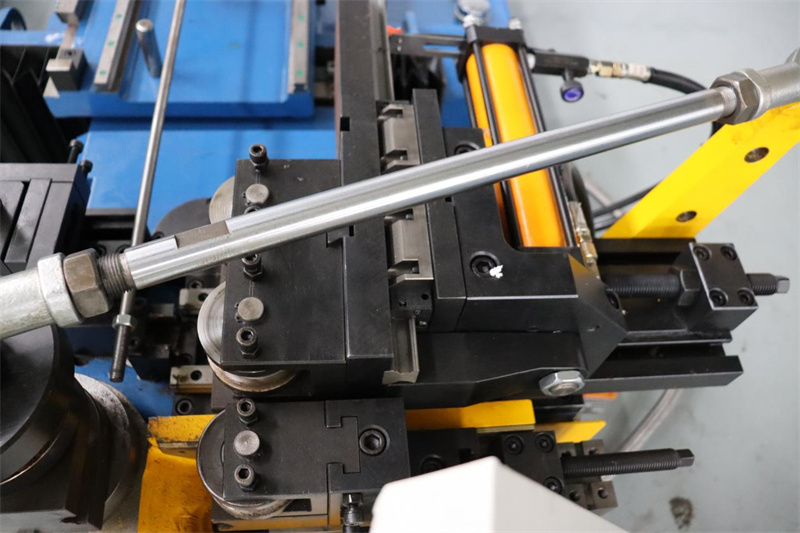
Решение: усилить обучение операторов, чтобы обеспечить устойчивое размещение труб перед их изгибом. Для длинных труб можно установить вспомогательные опорные устройства. Для оборудования, работающего под высокими нагрузками в течение продолжительного времени, рекомендуется повторно оценить грузоподъёмность направляющих рельсов и при необходимости обновить их технические характеристики.
Как замедлить износ направляющих рельсов с помощью регулярного технического обслуживания
Рекомендации по плану осмотров
Еженедельно: визуально осматривать состояние направляющих рельсов и удалять загрязнения с поверхности.
Ежемесячно: проверять работу системы смазки.
Ежеквартально: проводить комплексную проверку выравнивания и точности.
Ежегодно: приглашать специалистов для проведения оценки всей системы.
Рекомендуемая частота смазки
Эксплуатация с лёгкой нагрузкой: каждые две недели
Средняя нагрузка: один раз в неделю
Непрерывное производство при высокой нагрузке: каждые 3–4 дня
Обучение операторов является обязательным
Во многих случаях износ направляющих рельсов обусловлен неправильными привычками эксплуатации или недостаточной коммуникацией между сменами. Рекомендуется разработать чёткие инструкции по эксплуатации, стандартизировать процесс загрузки труб и фиксировать состояние оборудования при смене смен. Новые операторы также должны пройти систематическое обучение, чтобы освоить правильные методы эксплуатации.

Благодаря научно обоснованному контролю, точной диагностике и стандартизированному профилактическому обслуживанию можно эффективно продлить срок службы направляющих рельсов трубогибочного станка, обеспечивая точность обработки и стабильность работы оборудования.

