















































Практическое руководство по работе с пресс-ножницами E21
Практическое руководство по работе с пресс-ножницами E21
Для работы на гибочном прессе E21 начните с ввода необходимых параметров гибки в систему управления. Как только материал будет правильно установлен и закреплен, можно запускать цикл гибки, соблюдая все стандартные меры безопасности. Для стабильных результатов высокого качества необходимо регулярное техническое обслуживание и периодический осмотр инструментов.
Подробное пошаговое описание всего процесса приведено в полном руководстве по эксплуатации ниже.

Система E21: Введение
E21 — это специализированная система управления, разработанная специально для пресс-тормозных станков. Она обеспечивает оптимальный баланс производительности и экономической эффективности, значительно снижая общие затраты на оборудование при сохранении точности в пределах требуемых промышленных стандартов.
Основные особенности системы E21 включают:
Экран ЖК высокой четкости поддерживает два языка — китайский и английский — и отображает параметры программирования на одной странице, что ускоряет и упрощает процесс программирования.
Интеллектуальная позиционировка по осям X и Y поддерживает ручную регулировку, устраняя необходимость использования механических ручных позиционирующих устройств.
Встроенные функции установки времени удержания давления и задержки разгрузки упрощают эксплуатацию и снижают затраты.
функция резервного копирования и восстановления параметров одним нажатием кнопки, позволяющая восстановить параметры в любое время по мере необходимости, что снижает затраты на техническое обслуживание. Поддержка многоступенчатого программирования повышает эффективность производства и точность обработки.
Все кнопки на панели представляют собой микропереключатели и прошли строгую проверку на ЭМС, высокие и низкие температуры, вибрацию и т.д. для обеспечения стабильности и срока службы продукта.
Сертификация CE поддерживает зарубежные рынки.
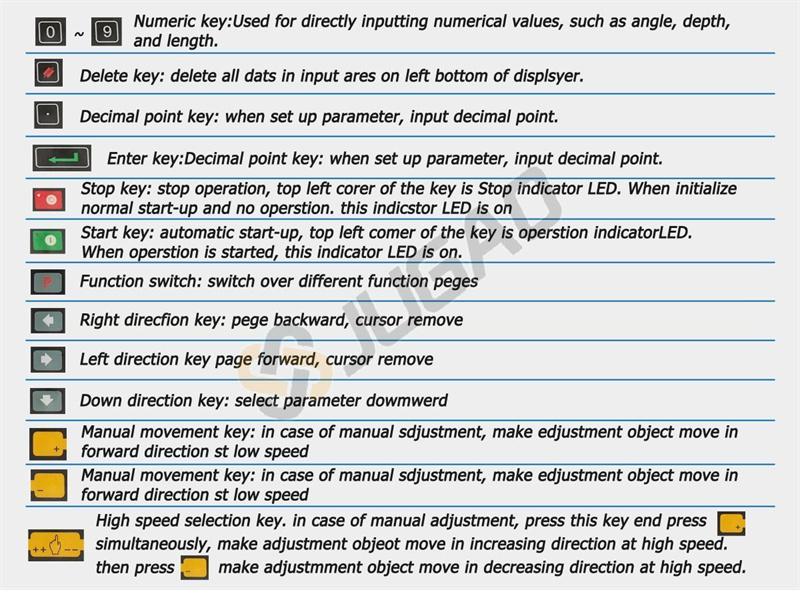
Функции клавиш панели описаны в таблице.
Один интерфейс
Контроллер E21 использует дисплей LCD с матрицей 160*160 точек. Область отображения показана ниже.
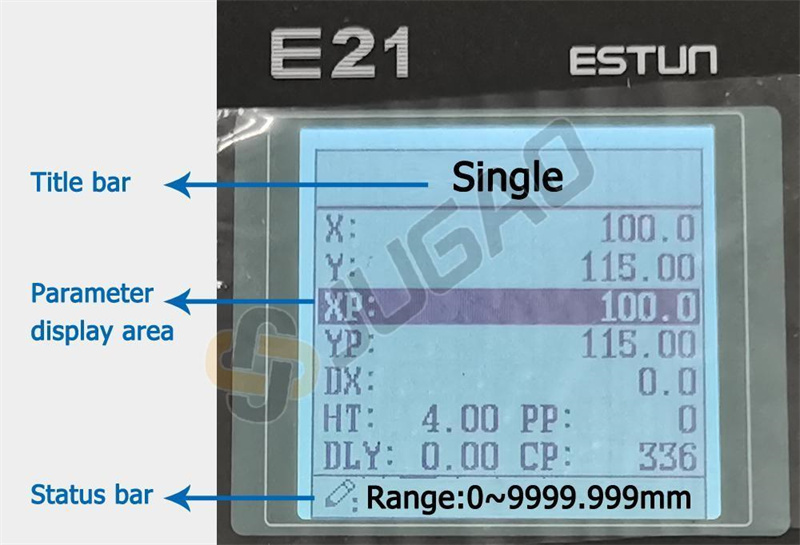
Строка заголовка: отображение соответствующей информации на текущей странице, например, её название и т.д.
Область отображения параметров: отображение имени параметра, значения параметра и системной информации.
Строка состояния: область отображения входной информации и информационных сообщений и т.д.
Расшифровка сокращений на этой странице приведена в таблице.
X: текущее положение фона
Y: Текущее положение ползуна
XP: Желаемое положение заднего упора
YP: Желаемое положение ползуна
DX: Расстояние отвода заднего упора
HT: Задержка удержания
DLY: Задержка отвода
PP: Предустановленная заготовка
CP: Текущая заготовка
Пошаговое программирование
Устройство E21 имеет два метода программирования: пошаговое и многошаговое. Пользователи могут настраивать программирование в зависимости от реальных потребностей.
Одношаговое программирование обычно используется для обработки одного этапа с завершением обработки заготовки. При включении контроллер автоматически переходит на страницу одношаговой программы.
Порядок операций
Шаг 1 После включения устройство автоматически перейдет на страницу настройки одноэтапной программы.
Шаг 2 Нажмите, чтобы выбрать параметр, который необходимо настроить, нажмите цифровую клавишу для ввода значения программы, нажмите для завершения ввода.
Шаг 3 Нажмите, и система выполнит программу в соответствии с заданными параметрами.
Программирование с несколькими шагами
Многоэтапная программа используется для обработки одного изделия с различными этапами обработки, обеспечивает последовательное выполнение нескольких этапов и повышает эффективность обработки.
Порядок операций
Шаг 1 Включите питание, устройство автоматически отобразит страницу параметров одноэтапной программы.
Шаг 2 Нажмите, чтобы перейти на страницу управления программами, переключитесь на страницу управления программами.
Шаг 3 Нажмите, чтобы выбрать серийный номер программы, или введите номер программы напрямую, например, введите «1».
Шаг 4 Нажмите, чтобы войти на страницу настройки многоэтапной программы.
Шаг 5 Нажмите, чтобы выбрать параметр многоэтапной программы, который требуется настроить, введите значение настройки, нажмите, и настройка вступит в силу.
Шаг 6 После завершения настройки нажмите, чтобы войти на страницу установки параметров этапа.
Шаг 7 Нажмите, чтобы выбрать параметр шага, который необходимо настроить, введите значение программы, нажмите, и настройка вступит в силу.
Шаг 8 Нажмите для переключения между шагами. Если текущий шаг является первым, нажмите, чтобы перейти на последнюю страницу настройки параметров шага; если текущий шаг является последним, нажмите, чтобы перейти на первую страницу настройки параметров шага.
Шаг 9 Нажмите, система будет работать в соответствии с этой программой.
Параметр
Пользователи могут настроить все параметры, необходимые для нормальной работы системы, включая системные параметры, параметры оси X и параметры оси Y.
Шаг 1 На странице управления программами нажмите, чтобы перейти на страницу установки констант программирования. На этой странице можно задать константы программирования.
Шаг 2 Диапазон настройки констант программирования приведён в таблице
Шаг 3 Введите пароль «1212», нажмите, чтобы войти на страницу обучения.
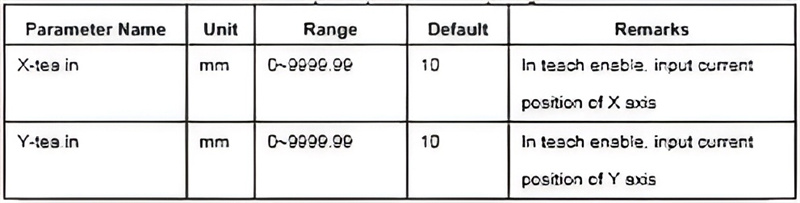
Шаг 4 Настройте параметр, диапазон настройки параметров приведён в таблице.
Шаг 5 Нажмите, вернитесь на страницу констант программирования,
Сигнализация
Устройство может автоматически обнаруживать внутренние или внешние неисправности и отправлять предупреждение. Сообщение тревоги доступно в списке тревог.
Шаг 1 На странице управления программированием нажмите, чтобы перейти на страницу программных констант.
Шаг 2 На странице программных констант нажмите, чтобы перейти на страницу «История тревог» для просмотра всей истории тревог. На этой странице можно просмотреть последние 6 тревог, номера тревог и причины.
Распространённые неисправности и способы устранения
1. Контроллер не включается / нет отображения
Признаки неисправности:
Экран пустой.
Индикаторные лампы не горят.
Возможные причины и способы устранения:
C1: Проблема с основным питанием.
Проверьте: Убедитесь, что главный выключатель машины включен.
Проверка: убедитесь, что основной силовой кабель подключен и напряжение соответствует требуемому.
C2: Открыта дверца машины/ограждение безопасности.
Проверка: убедитесь, что все дверцы электрических шкафов и защитные ограждения полностью закрыты. Во многих станках имеются блокировки безопасности, препятствующие включению питания.
C3: Перегорел предохранитель.
Проверка: проверьте основные предохранители в электрическом шкафу станка.
C4: Неисправен блок питания.
Проверка: внутренний источник питания постоянного тока (например, 24 В постоянного тока) для контроллера может быть неисправен. Требуется квалифицированный электрик.
2. Оси (Y1, Y2, X, R) не двигаются или отображается ошибка "Превышение допустимого отклонения" / "Ошибка оси"
Признаки неисправности:
Ось не реагирует на команды ручного управления.
На контроллере отображается сообщение об ошибке привода оси или ошибке следования.
Одна сторона (Y1 или Y2) ниже/выше другой (рассинхронизация).
Возможные причины и способы устранения:
C1: Неисправность сервопривода / усилителя.
Проверка: Найдите код ошибки на самом блоке сервопривода (обычно расположен в электрическом шкафу). Обратитесь к руководству производителя привода.
Действие: Сбросьте ошибку, выключив и включив питание машины. Если ошибка сохраняется, запишите код ошибки для обращения в техническую поддержку.
C2: Проблема с энкодером / кабелем обратной связи.
Проверка: Осмотрите кабели энкодера, подключенные к задней части серводвигателей, на наличие повреждений или ненадежных соединений.
C3: Механическое препятствие.
Проверка: Вручную проверьте, могут ли ползун (ось Y) или упор (ось X) свободно двигаться. Возможно, произошла механическая блокировка.
C4: Тормоз двигателя включен.
Проверка: Тормоз серводвигателя (особенно по оси Y) может не отпускаться. Вы можете слышать гудящий звук двигателя, но движения нет.
3. Ошибка «Ось не откалибрована» или «Установите точку отсчета»
Признаки неисправности:
Машина не может начать цикл.
Контроллер запрашивает процедуру калибровки.
Возможные причины и способы устранения:
C1: Машина была выключена.
Действие: Это стандартная процедура. Вы должны выполнить операцию «Калибровка» или «Возврат в ноль» после включения машины. Перейдите на экран ручного управления и запустите цикл калибровки для всех осей.
C2: Неисправность концевого выключателя / датчика приближения.
Проверьте: Датчик, определяющий начальное положение, может быть загрязнён, смещен или неисправен. Часто требуется вызов техника.
4. Сигнал тревоги «Перегрузка» или «Высокое давление»
Признаки неисправности:
Тревога возникает во время цикла гибки, часто в нижней точке.
Возможные причины и способы устранения:
C1: Неправильная установка усилия (давления).
Проверьте: запрограммированное усилие гибки слишком велико для материала или возможностей станка. Проверьте и уменьшите настройку давления в программе.
C2: Неправильный выбор матрицы.
Проверьте: использование V-образной матрицы с недостаточным размером для толщины материала требует чрезмерного усилия. Убедитесь, что ширина V-образного отверстия соответствует материалу (обычно ширина V-отверстия = 8 × толщине материала).
C3: Гибка за пределами возможностей станка.
Проверьте: возможно, вы пытаетесь согнуть материал, который слишком толстый или слишком длинный для номинальной мощности станка.
5. Нестабильный угол гибки
Признаки неисправности:
Угол гибки различается от детали к детали, даже при использовании одной и той же программы.
Возможные причины и способы устранения:
C1: Изменения в материале.
Проверьте: неоднородность толщины, твёрдости или направления волокон материала может вызывать отклонения в угле. Проверьте сертификаты материала.
C2: Изношенная или неподходящая оснастка.
Проверка: Осмотрите пуансон и матрицу на предмет износа или повреждений. Убедитесь, что используются правильные инструменты для заданного угла.
C3: Отсутствие компенсации прогиба.
Действие: При гибке длинных листов станина станка может прогибаться. Используйте функцию "Crowning" (ручную или автоматическую) для компенсации этого прогиба. При необходимости выполните повторную калибровку.
C4: Нестабильная гидравлическая система.
Проверка: Низкий уровень гидравлического масла, загрязнённое масло или неисправный клапан могут вызывать нестабильность давления. Проверьте уровень и температуру масла.
6. Задний упор (X, R, Z) не достигает позиции или работает с неточностью
Признаки неисправности:
Задний упор останавливается в неправильном положении или вибрирует при остановке.
Возможные причины и способы устранения:
C1: Механическое препятствие или неправильное выравнивание.
Проверка: Проверьте наличие стружки, загрязнений или заусенцев на направляющих и винтах заднего упора. Очистите и смажьте направляющие пути.
C2: Ослабленное соединение или приводной ремень.
Проверьте: соединение между сервоприводом и шариковинтовой передачей или приводным ремнем (если имеется) может быть ослаблено.
C3: Люфт.
Действие: со временем механический износ может вызвать люфт. В контроллере часто имеется настройка «Компенсация люфта», которую может скорректировать технический специалист.
Общая схема поиска неисправностей
1. Запишите точное сообщение об ошибке на дисплее E21.
2. Ознакомьтесь с руководством производителя станка. В нём содержатся самые подробные коды ошибок и процедуры их устранения.
3. Выполните простой сброс: полностью отключите питание станка, подождите 10 секунд и включите его снова.
4. Проверьте наличие очевидных проблем: ослабленные провода, сработавшие автоматические выключатели, низкий уровень гидравлического масла, необычные шумы.
5. Локализуйте неисправность: определите, является ли проблема следствием сбоя в системе управления (контроллер, программирование), электрической неисправностью (двигатель, привод, датчик) или механической (заклинивание оси, износ инструмента).
6. Обратитесь в службу технической поддержки: если проблема не устранена после базовых проверок, сообщите им точное сообщение об ошибке и шаги, которые вы уже выполнили.
Помните: внутренние электроремонтные работы должны выполняться только квалифицированным персоналом.

