















































Ghidul de funcționare optimă pentru controllerul axei Z DELEM DA53T/DA58T
Ghidul de funcționare optimă pentru controllerul axei Z DELEM DA53T/DA58T
Configurarea incorectă a controllerului axei Z DELEM DA53T/DA58T poate compromite grav eficiența operațională a preselor de îndoit. Acest ghid complet detaliază configurarea corectă și metodele de funcționare ale controllerului axei Z, având ca scop ajutarea operatorilor să obțină o funcționare lină și de înaltă precizie a preselor de îndoit, prin stăpânirea funcțiilor și proceselor sale esențiale de configurare.
Controllerul pe axa Z DELEM DA53T/DA58T este un component de comandă specializat dezvoltat pentru sistemul CNC DELEM DA53T/DA58T. Acesta este integrat cu ecranul tactil Schneider Easy Harmony și cu PLC-ul Schneider TM200, o integrare care ridică la un nivel superior sistemul DA53T/DA58T, permițând controlul a 6+1 axe și îmbunătățind în mod semnificativ flexibilitatea operațională și precizia sistemului. Modelul de ecran tactil utilizat este HMIET6401, dotat cu un ecran de 7 inch, o rezoluție de 800×480 pixeli și un ecran LCD TFT cu 16 milioane de culori, asigurând o interacțiune clară și intuitivă.

1. Prezentare generală a operațiunilor de bază ale controllerului pe axa Z
Pentru sistemele seriei DELEM DA5XT (inclusiv DA53T/DA58T), axa Z poate fi controlată atât în modul de programare pas cu pas, cât și în modul de programare multi-pas — la fel ca axele X și R, modul de control al axei Z poate fi personalizat liber în cadrul sistemului DA5XT.
Pașii operaționali de bază ai programării axei Z sunt următorii:
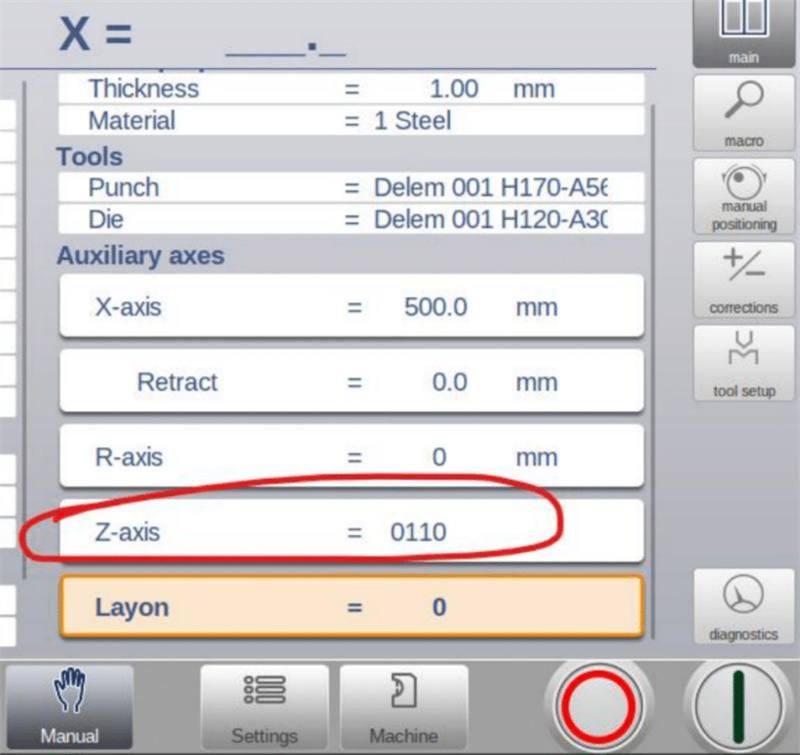
1. Pe baza lungimii reale a tablei de oțel și a poziției perforării, introduceți coordonatele exacte de programare pe axa Z pe ecranul tactil JUGAO;
2. Pentru fiecare pas de programare din sistemul DA5XT, atribuiți o identificare unică pe axa Z (valoarea ID este în format binar, cu un domeniu configurabil de la 0000 până la 1111).
Atât modul de operare pe axa Z cu un singur pas, cât și cel cu mai mulți pași permit stabilirea arbitrară a valorilor ID pe axa Z în intervalul binar 0000–1111, iar sistemul oferă exemple vizuale de operare pentru ambele moduri, pentru a facilita înțelegerea și utilizarea de către operator.
2. Operațiunea detaliată pe ecranul tactil JUGAO
Ecranul tactil JUGAO este interfața om-mașină principală pentru operațiunile manuale și automate pe axa Z, cu o logică de operare clară și diferențiată pentru modurile de lucru distincte, precum și metode dedicate de gestionare a situațiilor excepționale și a calibrărilor zilnice.
2.1 Metoda de operare manuală
Funcționarea manuală a axei Z este disponibilă doar atunci când este afișat pe ecranul tactil iconul specific pentru funcționarea manuală; dacă iconul nu este afișat, controlul manual este dezactivat.
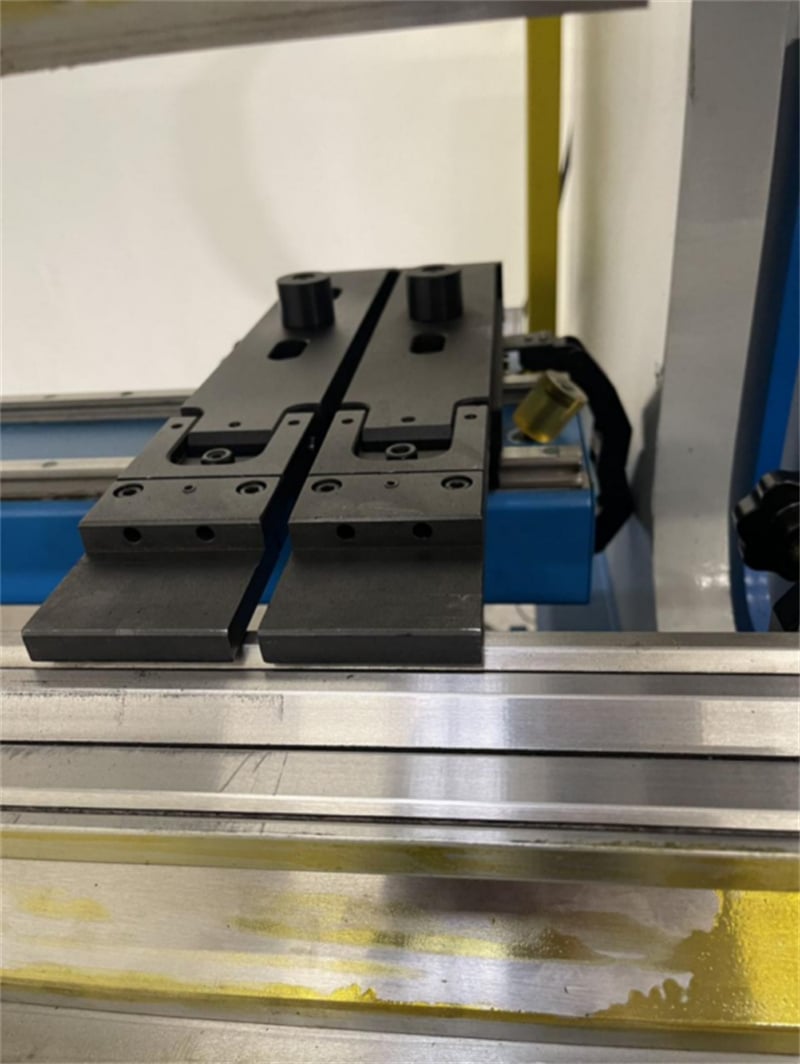
• Apăsați tasta de comandă înainte pentru a deplasa Z1 sau Z2 în sensul creșterii valorii poziției (partea Y1 corespunde poziției cu valoarea minimă a axei Z, iar partea Y2 corespunde poziției cu valoarea maximă a axei Z);
• Apăsați tasta de comandă înapoi pentru a deplasa Z1 sau Z2 în sensul scăderii valorii poziției; deplasarea se oprește imediat la eliberarea tastei;
• Comutarea între Z1 și Z2: apăsați tasta de selecție a axei; Z2 va fi afișat în albastru, indicând că Z2 se află în starea de funcționare manuală; apăsând din nou tasta, Z2 revine la culoarea neagră și dreptul de operare manuală se reîntoarce la Z1.
2.2 Metoda de funcționare automată
Funcționarea automată a axei Z este declanșată de tasta specială de pornire automată de pe ecranul tactil JUGAO, cu o verificare preliminară a stării echipamentului:
• Dacă pompa de ulei a presei de îndoire nu este pornită, ecranul va afișa un mesaj operatorului să pornească mai întâi pompa de ulei;
• Dacă pompa de ulei se află în stare normală de funcționare, apăsarea tastei de pornire automată va determina axa Z să se deplaseze către poziția presetată corespunzătoare identificatorului Id0000;
• Apăsați în orice moment tasta specială de oprire de pe ecran pentru a opri imediat deplasarea automată a axei Z.
2.3 Tratarea situațiilor anormale în cazul accidentelor de coliziune
În cazul unei coliziuni între degetele de oprire Z1 și Z2 în timpul funcționării, tratați situația anormală în următoarea ordine:
1. Verificați mai întâi dacă modulul de acționare al axei Z emite un semnal de alarmă; dacă este declanșată o alarmă, întrerupeți alimentarea modulului de acționare și reporniți-l pentru a reseta alarma;
2. Efectuați operația de calibrare „de învățare” pentru ambele axe Z1 și Z2;
3. Introduceți pe ecranul tactil valorile reale și exacte ale pozițiilor actuale ale axelor Z1 și Z2, iar după confirmare, sistemul poate relua operațiunile ulterioare normale.
2.4 Cerințe cheie pentru operația de învățare (calibrare) pe axa Z
Învățarea corectă (calibrarea) pe axa Z este premisa fundamentală pentru funcționarea normală și precisă a întregului controller al axei Z, iar această operație trebuie efectuată în următoarele situații:
1. Prima rulare de probă și punerea în funcțiune a unei noi prese de îndoit echipate cu controllerul axei Z DA53T/DA58T;
2. Orice coliziune accidentală a degetelor de oprire ale axei Z sau alte impacturi mecanice anormale asupra axei Z.
Este important de menționat că controllerul axei Z dispune de o funcție de memorare la întreruperea alimentării: parametrii poziției calibrate pe axa Z vor fi stocați automat de sistem. După întreruperea alimentării cu energie electrică și repornirea echipamentului, operatorul nu trebuie să efectueze din nou operația de învățare (calibrare), iar sistemul poate apela direct parametrii stocați pentru a funcționa.

