















































Etapele cheie pentru configurarea sculelor DELEM DA-66S
Cuprins
1. Introducere
2. Pașii de configurare de bază
2.1 Accesarea interfeței de configurare a sculelor DELEM DA-66S
2.2 Activarea funcției de configurare a sculelor
2.3 Selectarea și adăugarea unor scule noi
3. Setarea parametrilor de poziționare și lungime a sculelor
3.1 Programarea lungimii și poziției de amplasare a sculei
3.2 Valorificarea la maximum a funcției de selecție automată
4. Configurare avansată și gestionarea segmentării sculelor
4.1 Gestionarea segmentării sculelor
4.2 Selectarea și reproiectarea stațiilor de scule
5. Întrebări frecvente (FAQ)
6. Concluzie
Configurarea cu precizie a sculelor sistemului de comandă DELEM DA-66S, în conformitate cu pașii standard, este esențială pentru creșterea eficienței operaționale și a preciziei prelucrării la mașinile de îndoit prin presare. Indiferent dacă modernizați o configurație existentă de scule sau creați una complet nouă, fiecare etapă a procesului de configurare trebuie executată cu mare atenție pentru a asigura rezultate optime în producție.
Nucleul configurării sculelor constă în programarea precisă a matricelor, a poanselor și a tuturor adaptoarelor necesare pentru mașină. Accesând biblioteca de produse și selectând schema adecvată de configurare a sculelor, puteți realiza o configurare extrem de precisă a acestor componente esențiale. Acest ghid vă va conduce pas cu pas prin toate etapele esențiale ale configurării sculelor DELEM DA-66S, optimizând fluxul de lucru de configurare și ridicând în mod semnificativ eficiența operațională generală a mașinii de îndoit prin presare.
Introducere

Sistemul de comandă numerică DELEM DA-66S este un sistem de ultimă generație, utilizat pe scară largă în producția modernă, în special în industria prelucrării metalelor. Configurarea precisă a sculelor reprezintă garanția fundamentală pentru ca presa de îndoit să realizeze îndoirea cu înaltă precizie și să asigure o performanță stabilă. O configurare incorectă nu va afecta doar precizia prelucrării pieselor, ci va reduce și eficiența producției, iar în unele cazuri poate provoca uzură inutilă a mașinii și a sculelor. Învățarea pașilor științifici de configurare este, prin urmare, esențială pentru fiecare operator.
1 Accesarea interfeței de configurare a sculelor DELEM DA-66S
Pentru a edita sau modifica configurarea sculelor pentru un produs specific, localizați mai întâi și selectați produsul corespunzător din biblioteca de produse a sistemului, apoi accesați modulul de configurare a sculelor pentru a începe lucrul ulterior de configurare. Aceasta este prima etapă de accesare a interfeței profesionale de configurare a sculelor și constituie baza tuturor operațiunilor ulterioare.
2 Activarea funcției de configurare a sculelor
Activarea funcției de configurare a sculelor este o condiție prealabilă pentru efectuarea configurării sculelor pe DELEM DA-66S. Odată activată, interfața sistemului va afișa o schemă vizuală detaliată a configurației actuale a sculelor mașinii, care este indispensabilă pentru programarea poziționării exacte a pieselor de perforare, a matrițelor, a adaptoarelor și a altor scule.
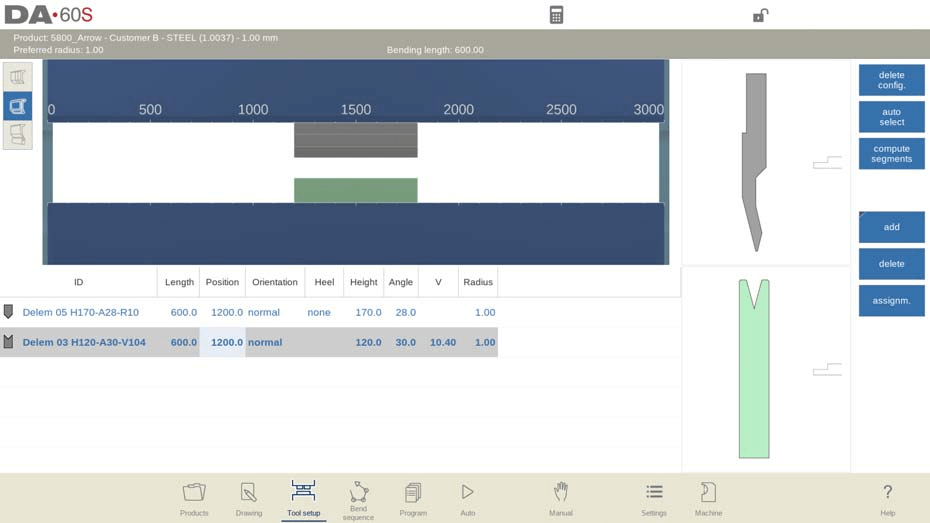
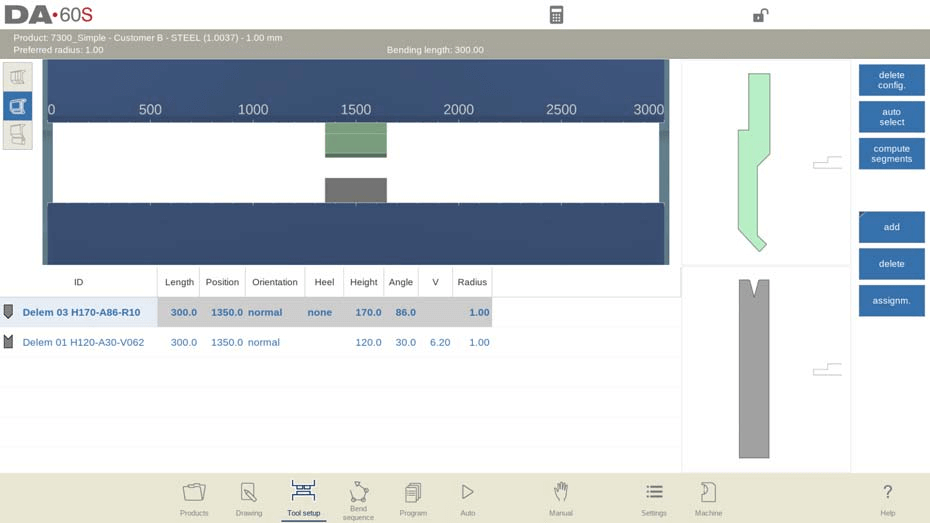
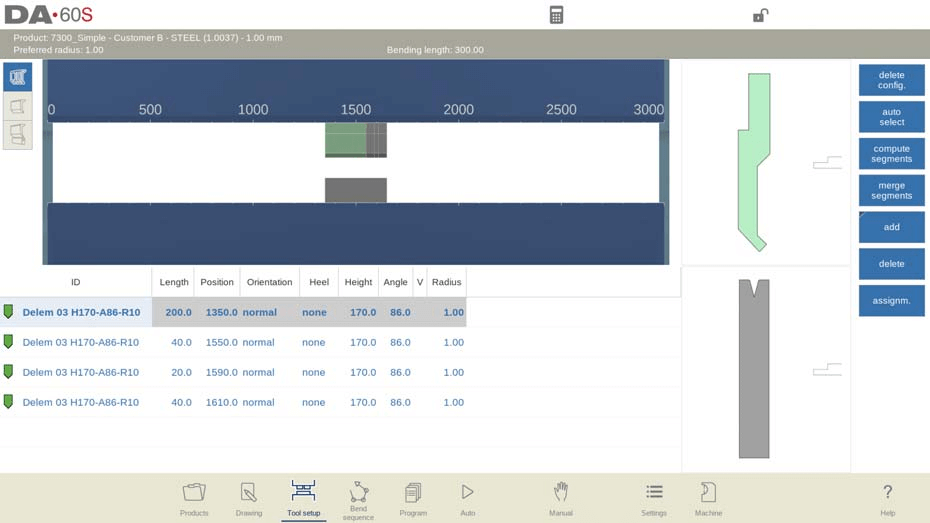
După activarea funcției de configurare a sculelor, jumătatea superioară a ecranului prezintă o vedere frontală a configurației actuale a mașinii, în timp ce jumătatea inferioară afișează datele detaliate ale tuturor sculelor configurate. Este pe această interfață integrată că operatorii pot programa poziția de amplasare a diverselor scule pe presa de îndoit.
Vederea frontală a mașinii afișează elementele structurale principale, de sus în jos, în următoarea ordine: grinda de presare, adaptorul pentru matrice (dacă este preprogramat), matricea, matrița, adaptorul pentru matriță (dacă este preprogramat) și masa de lucru. Aceste componente ale mașinii sunt preselectate în modul „Mașină” al sistemului și, în general, nu necesită ajustări în timpul configurării zilnice. Posibilitatea de a programa și adăuga un adaptor în configurație depinde de setările parametrilor adaptorului din același mod „Mașină”.
3 Selectarea și adăugarea unor unelte noi
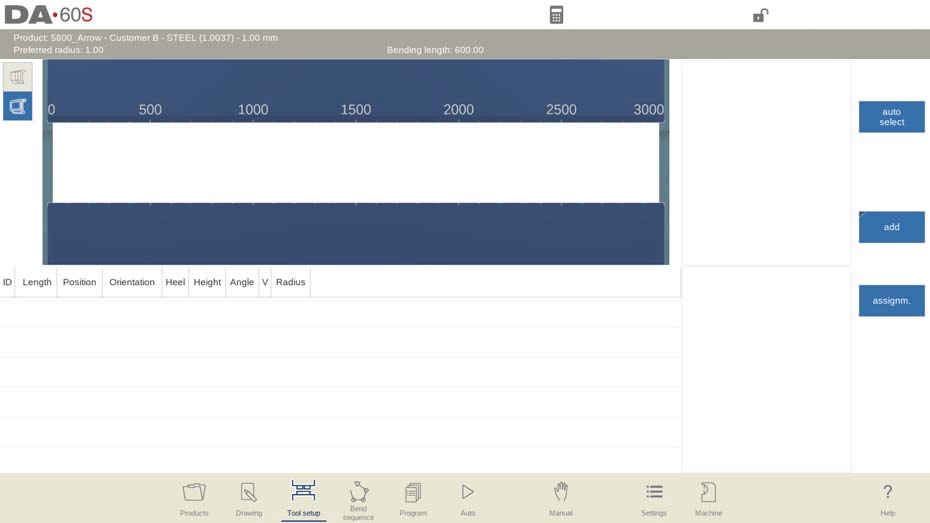
La crearea unei noi scheme de configurare a uneltelor, zona de instalare a uneltelor mașinii se află, implicit, în stare vidă. Operatorii trebuie să adauge manual uneltele necesare, care pot fi matrice, matrițe sau adaptoare (dacă funcția de adaptor este activată în sistem). După adăugarea unei unelte, aceasta este plasată în mașină cu lungimea maximă disponibilă, prin implicit, iar operatorul poate apoi modifica ID-ul uneltei prin intermediul vizualizării în listă, pentru o potrivire și gestionare precisă a uneltelor.
Procesul specific de operare este următorul:
1. După intrarea în modul de configurare a uneltelor noi, confirmați că deschiderea uneltei mașinii se află în stare vidă;
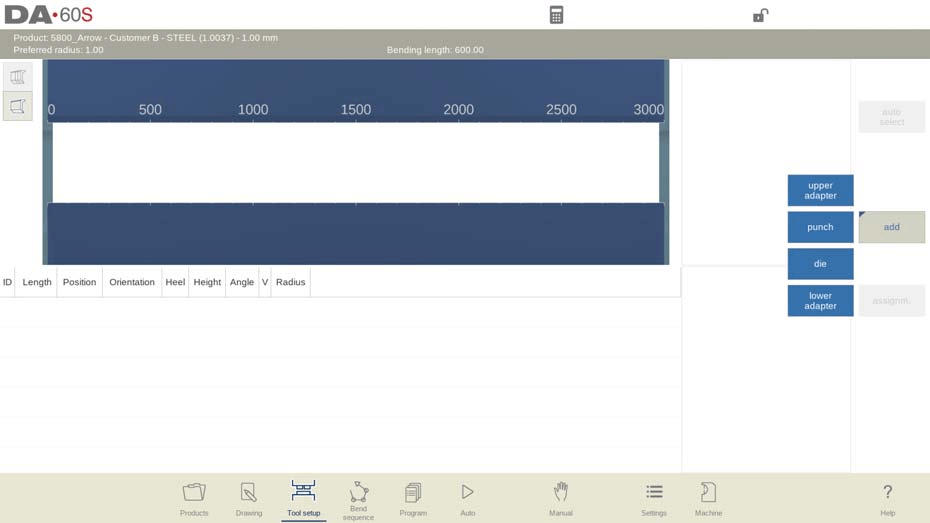
2. Faceți clic pe butonul „Adăugare” pentru a selecta tipul de unealtă care va fi adăugat (matrice de perforare, matriță sau adaptor activat);
3. După selectarea unei unelte (de exemplu, o matrice de perforare), sistemul va plasa automat această unealtă în poziția desemnată a mașinii, cu lungimea maximă disponibilă;
4. Selectați ID-ul matricei de perforare din interfață și faceți clic pe vizualizarea Listă pentru a modifica ID-ul unic al uneltei, necesar pentru identificarea și gestionarea ulterioară.
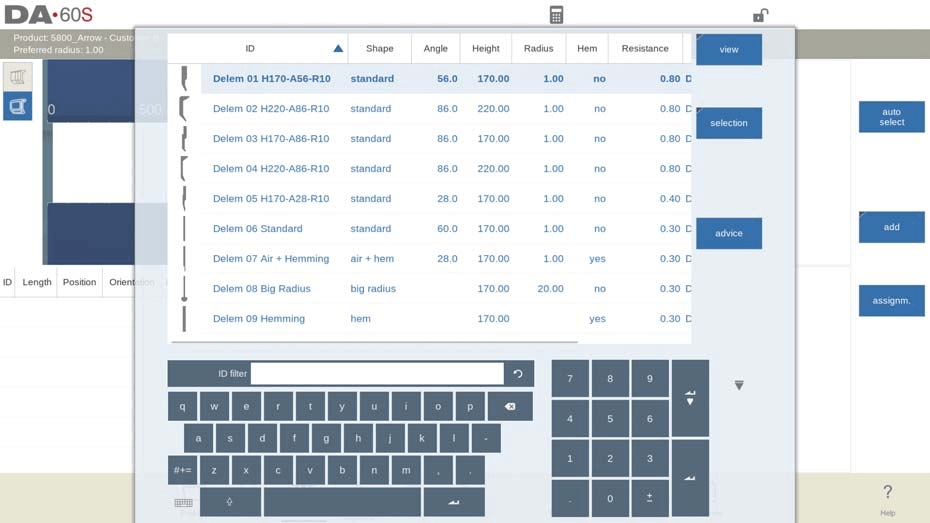
Sistemul este echipat cu o funcție inteligentă de filtrare a ID-urilor uneltelor: atunci când se introduce doar o parte a ID-ului unei unelte, sistemul de comandă va potrivi automat și va afișa o listă cu uneltele care conțin caracterele introduse, accelerând în mod semnificativ procesul de selecție a uneltelor.
Apăsarea butonului „Consiliu” de pe interfață va declanșa sistemul să filtreze și să afișeze un număr limitat de unelte potrivite din întreaga bibliotecă de unelte, în funcție de anumite criterii specifice, ajutând operatorii să identifice rapid opțiunile optime. Criteriile de filtrare sunt următoarele:
• Potrivirea razei produsului: scula selectată trebuie să asigure o rază a produsului prelucrat cât mai apropiată de raza preferată presetată, iar raza rezultată efectivă trebuie să se încadreze în intervalul ±50 % față de raza preferată;
• Conformitatea cu forța de îndoire: forța de îndoire necesară pentru prelucrare nu trebuie să depășească rezistența la încărcare a sculei selectate;
• Adaptarea unghiului sculei: unghiul sculei selectate trebuie să fie mai mic sau egal cu unghiul necesar pentru prelucrarea produsului;
• Potrivirea metodei de îndoire: de exemplu, sculele pentru pliere (hemming) sunt recomandate automat atunci când produsul necesită procese de îndoire tip hemming.
Apăsarea butonului „Afișare completă” va anula filtrarea și va afișa lista completă a tuturor sculelor din bibliotecă, pentru ca operatorii să aleagă din această listă.
3.1 Pre-selecția matrițelor Multi-V
Pentru o matriță Multi-V (o matriță cu mai mult de o deschidere în formă de V sau U), operatorii pot selecta fie o deschidere specifică în formă de V/U, fie întreaga matriță Multi-V (marcată ca V = *). Dacă se selectează o deschidere specifică, sistemul va folosi această deschidere pentru întreaga secvență de îndoire în calcul; dacă se selectează întreaga matriță Multi-V, sistemul de comandă va alege automat deschiderea care permite obținerea unui rază a piesei cât mai apropiată de valoarea pre-programată.
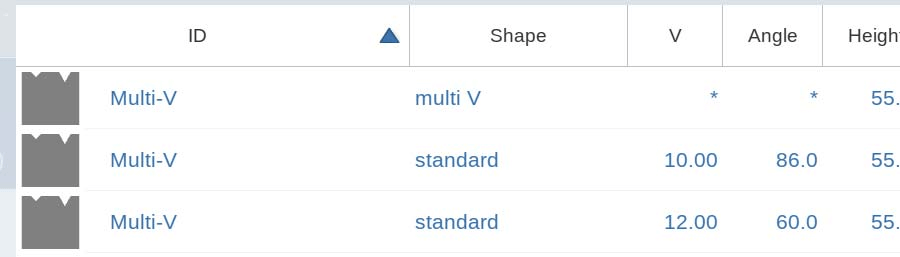
Dacă sistemul selectează o altă deschidere în formă de V/U în timpul calculului secvenței de îndoire, această nouă deschidere va fi aplicată tuturor proceselor ulterioare de îndoire care nu au fost încă incluse în secvența inițială.
3.2 Selecția matriței Vario-V și setarea parametrilor
Procesul inițial de selecție al unei matrițe Vario-V (o matriță cu deschidere reglabilă în formă de V/U) pe DELEM DA-66S este identic cu cel al matrițelor obișnuite. După selectarea unei matrițe Vario-V, valoarea V nu este stabilită implicit. Operatorii pot trece direct la crearea secvenței de îndoire, iar sistemul va alege automat valoarea V cea mai potrivită, în funcție de pozițiile disponibile de reglare ale matriței Vario-V.

Dacă operatorul stabilește în prealabil o anumită valoare V, sistemul va utiliza această valoare pentru toate calculele ulterioare de îndoire. Pentru matrițele Vario-V cu poziții discrete de reglare, pot fi selectate doar valorile fixe stabilite în prealabil; dacă se introduce o valoare V care nu este predefinită, sistemul va trece automat la valoarea fixă disponibilă cea mai apropiată.
În modul Secvență de îndoire, operatorii pot modifica deschiderea V a matrițelor Multi-V sau valoarea V a matrițelor Vario-V prin funcțiile Modificare sau Deplasare matriță de pe interfață. Funcția Poziționare matriță din modul Program oferă, de asemenea, aceeași capacitate de ajustare a parametrilor.
Setarea parametrilor de poziționare și lungime a sculelor
1 Programarea lungimii și poziției de plasare a sculelor
Ajustarea lungimii și poziției de plasare a sculelor pe DELEM DA-66S este simplă și intuitivă. Operatorii pot selecta fie scula țintă și introduce direct noi valori numerice pentru lungime și poziție, fie pot trage scula pe interfața vizuală pentru a o re-poziționa. Funcția de tragere a sistemului este optimizată cu o caracteristică de reglare a vitezei: cu cât distanța de tragere în jos este mai mare, cu atât viteza de deplasare a sculei scade, ceea ce permite o plasare extrem de precisă a sculelor și îmbunătățește în mod semnificativ acuratețea configurării.
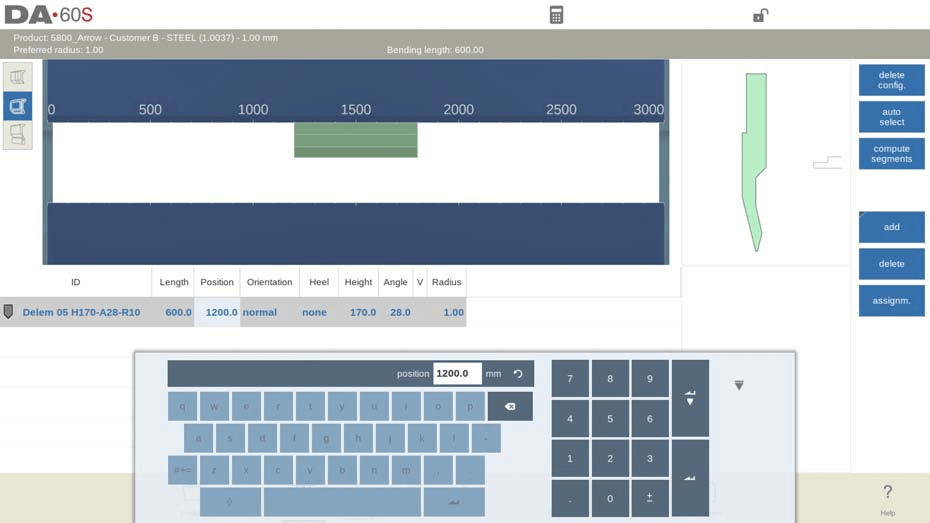
Funcția de aliniere automată este o caracteristică proeminentă și esențială pentru alinierea precisă a sculelor în configurația sculelor DELEM DA-66S. Când trageți sculele sau stațiile de scule pe interfață, funcția de aliniere automată va alinia automat ținta cu centrul mașinii, fie pe verticală, fie pe orizontală. Când scula este mutată în zona de aliniere automată, pe ecran va apărea o linie roșie de ghidare, indicând poziția optimă de eliberare pentru o aliniere precisă — această funcție este cheia asigurării acurateței plasării sculelor și a stabilității prelucrărilor ulterioare.
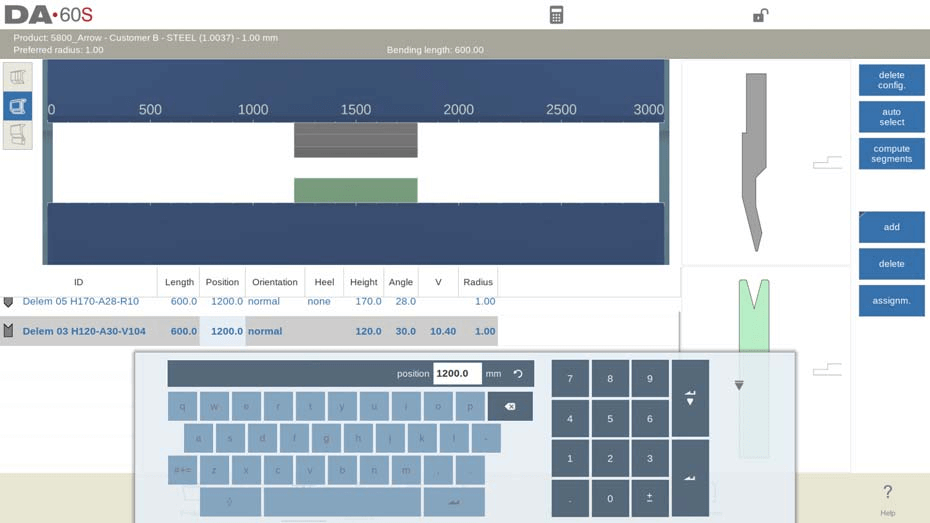
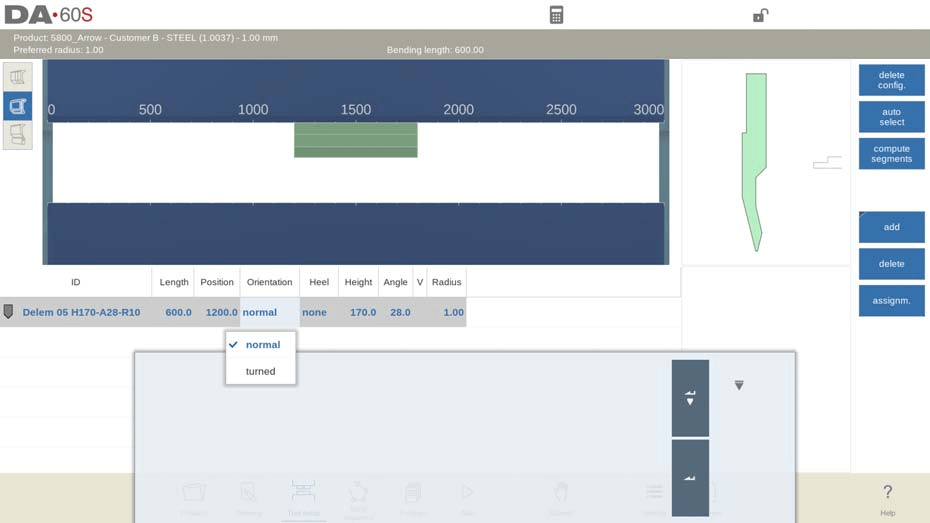
În plus, sistemul DELEM DA-66S dispune de o funcție inteligentă de potrivire: după plasarea unei piese de perforare, sistemul va plasa automat o matriță direct sub aceasta, iar lungimea și poziția de plasare a matriței vor fi complet potrivite cu piesa de perforare. Pe această bază, operatorii pot efectua personalizări conform necesităților de producție, cum ar fi adăugarea sau eliminarea pieselor de perforare și a matrițelor, deplasarea pozițiilor sculelor, ajustarea lungimilor sculelor, modificarea unghiurilor de orientare ale sculelor sau schimbarea tipurilor de tocuri. Aceste funcții flexibile de reglare permit configurării sculelor să se adapteze unei varietăți de cerințe complexe de producție și prelucrare.
Tastele principale de operare pentru această etapă:
• Șterge configurația: Șterge întreaga schemă existentă de configurare a sculelor și începe o nouă configurare de la zero;
• Adaugă: Adaugă o nouă sculă în configurația curentă și faceți clic pentru a selecta tipul de sculă (adaptor superior (dacă este activat), piesă de perforare, matriță, adaptor inferior (dacă este activat));
• Ștergere: Elimină din configurație unelța selectată în prezent.
2. Obținerea maximului de beneficii din funcția Auto Select
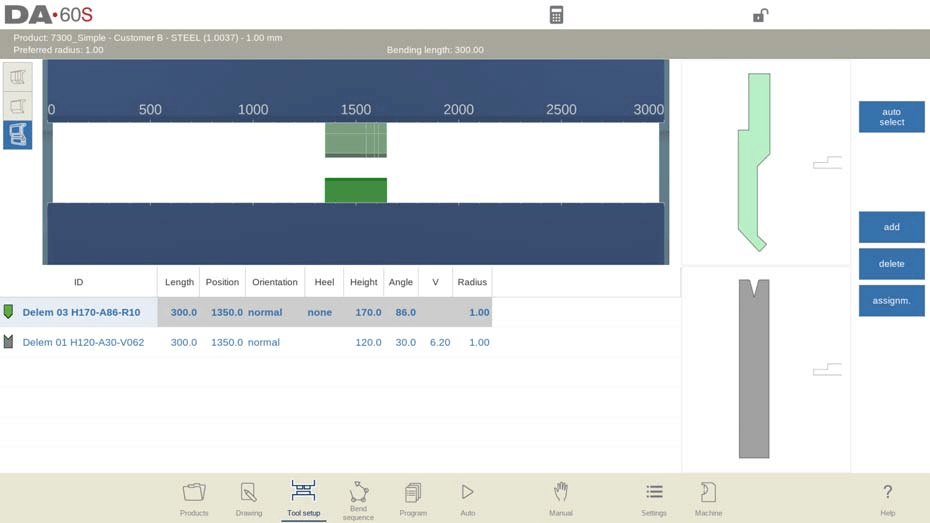
Funcția „Auto select” este disponibilă pe interfața principală a Configurării unelțelor și este concepută pentru a ajuta operatorii să aleagă rapid combinația cea mai potrivită de matrice și poanson pentru procesul de îndoire preprogramat, în funcție de dimensiunea maximă a liniei de îndoire a produsului.
Sistemul va recupera și va potrivi automat setul optim de scule din biblioteca de scule pentru un singur proces de îndoire, având ca scop obținerea celei mai ideale raze a produsului. Se subliniază faptul că această funcție potrivește sculele doar pentru un singur pas de îndoire și nu generează o schemă completă de configurare a sculelor pentru întregul proces de producție — deoarece secvența de îndoire este o constrângere esențială pentru configurarea generală și trebuie stabilită manual de operatori. După activarea funcției de selecție automată, sistemul va înlocui automat configurația existentă de scule cu noua combinație optimă potrivită.
Configurare avansată și gestionare a segmentării sculelor
1. Gestionarea segmentării sculelor
Pentru sculele segmentate, sistemul DELEM DA-66S poate calcula automat schema optimă de segmentare pe baza parametrilor predefiniți ai lungimii segmentelor, asigurând astfel o adaptare perfectă a sculelor segmentate la constrângerile structurale ale preselor de îndoit și îmbunătățind eficient procesul de îndoire.
Suportul sistemului pentru configurarea sculelor segmentate aduce o mare flexibilitate și precizie în producție: operatorii pot combina scule de dimensiunea necesară prin segmentare rațională, ceea ce este deosebit de practic în situațiile în care există cerințe diverse privind sculele pentru diferite piese de prelucrat, făcând astfel configurarea sculelor mai orientată și mai eficientă.
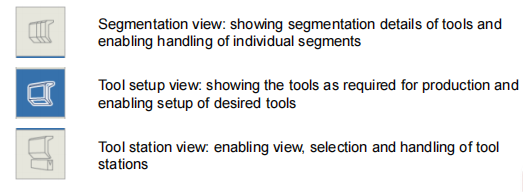
Interfața de configurare a sculelor a sistemului DELEM DA-66S este echipată cu trei moduri distincte de vizualizare, fiecare oferind o perspectivă operațională unică pentru a ajuta operatorii în configurarea sculelor și gestionarea segmentării acestora. Aceste moduri de vizualizare pot fi comutate prin apăsarea butoanelor de selecție din partea stângă a vizualizării frontale a mașinii, făcând astfel operația cu scule segmentate simplă și intuitivă.
1.1 Operații cheie pentru segmentarea individuală a sculelor
• Calculul secvenței de îndoire: După finalizarea configurării de bază a sculelor, comutați în modul Secvență de îndoire, iar sistemul va calcula automat secvența de îndoire cea mai eficientă pentru sculele configurate, optimizând în mare măsură întregul proces de producție;
• Segmentarea manuală a sculelor: Dacă lungimea implicită a sculei nu corespunde cerințelor de prelucrare, operatorii pot segmenta manual sculele pentru a le ajusta la lungimea exactă necesară, sporind astfel flexibilitatea configurării;
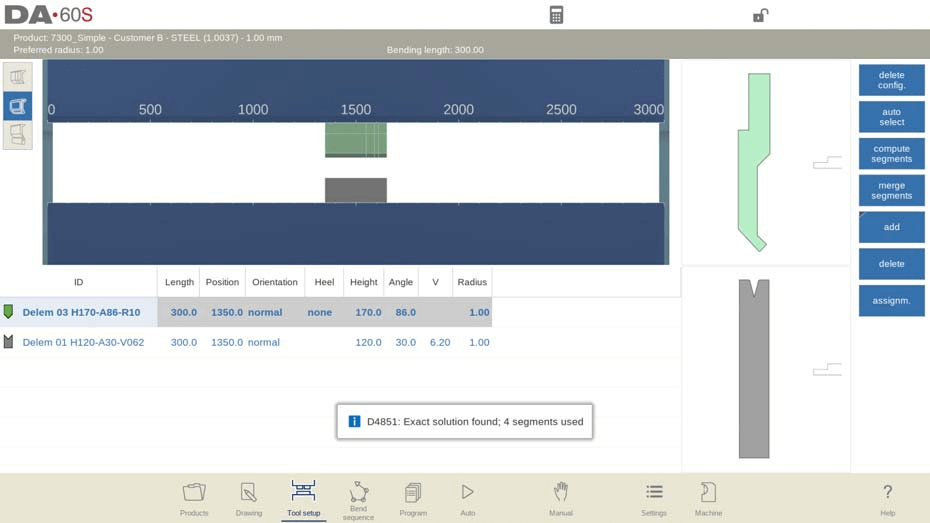
• Calcul automatizat al segmentării: Funcția integrată de segmentare a sistemului poate determina în mod automat schema optimă de segmentare în funcție de parametrii reali de producție. Aceasta ia ca bază de calcul parametri cheie, cum ar fi „distanța maximă între scule” și, opțional, „toleranța la lungimea sculei”, făcând astfel segmentarea mai științifică și utilizarea mai prietenoasă pentru operator.
Pentru operatorii care necesită o personalizare detaliată a segmentării sculelor, DELEM DA-66S suportă programarea directă a parametrilor de segmentare în modul Mașină. În acest mod, operatorii pot modifica parametrii de segmentare ai pieselor de perforare și ai matrițelor din biblioteca de scule, astfel încât configurarea sculelor să răspundă în totalitate cerințelor precise ale proceselor speciale de producție. Stăpânirea metodei de programare a segmentelor în cadrul bibliotecii de scule este esențială pentru a exploata în întregime potențialul funcției de configurare a sculelor DELEM DA-66S.
1.2 Vizualizare scule: Setarea parametrilor de atribuire
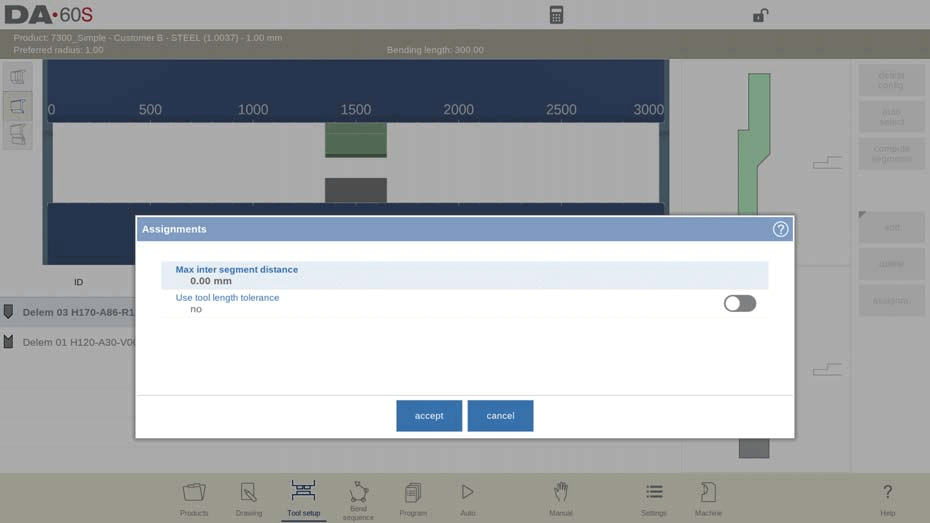
Faceți clic pe butonul „Atribuiri” din interfață pentru a vizualiza și seta parametrii de bază utilizați în calculul segmentării. Parametrii de atribuire configurabili includ:
• Distanța maximă între segmente: Setează distanța maximă permisă între segmentele adiacente ale sculei;
• Utilizarea toleranței lungimii sculei: Activează sau dezactivează parametrul de toleranță pentru a controla intervalul de abatere permis în timpul segmentării sculei.
1.3 Vizualizare segmentare: Ajustarea și gestionarea segmentelor
La trecerea în modul de vizualizare „Segmentare”, interfața va afișa detaliile segmentelor sculelor, atât sub formă grafică, cât și sub formă de listă; vor fi afișate doar informațiile despre segmente ale sculei selectate în acel moment. Operatorii pot trage și modifica poziția și dimensiunea fiecărui segment individual pe interfața grafică, iar lista va afișa clar compoziția și detaliile parametrilor tuturor segmentelor sculei curente.
Trebuie menționat că, atunci când se ajustează segmentele în vederea de segmentare, sistemul nu va lua în considerare stocul real de segmente din depozit; coerenta dintre schema ajustată și stocul real poate fi verificată prin reluarea calculului de segmentare. În plus, modificarea lungimii sau a tipului de sculă va duce la ștergerea schemei de segmentare existente, iar operatorul trebuie să regenereze parametrii de segmentare.
1.4 Setarea parametrilor segmentului în biblioteca de scule
Pentru a permite sistemului să utilizeze funcția de sculă segmentată și să calculeze schema de segmentare pe baza segmentelor disponibile efectiv, operatorii trebuie mai întâi să completeze informațiile din biblioteca de segmente. Această operațiune poate fi efectuată în modulul de programare a sculelor, care se află în modul Mașină, în cadrul setărilor proprietăților sculelor de perforare și de matriță.
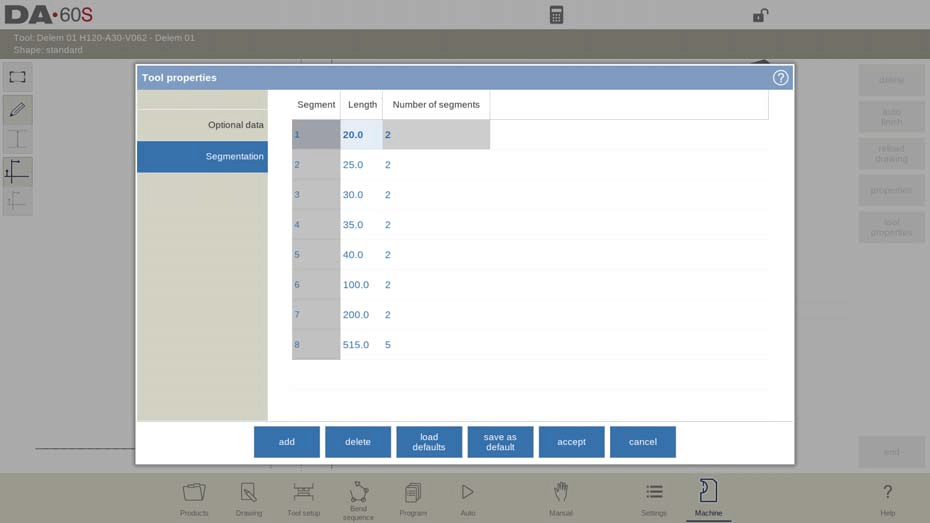
În setările proprietăților fiecărei scule, comutați la fila Segmentare, unde operatorii pot programa și seta lungimea segmentului, forma opțională a călcâiului și cantitatea disponibilă de segmente pentru sculă, punând astfel bazele calculului automat de segmentare al sistemului.
2. Selectarea și reposiționarea stațiilor de scule
Stăpânirea utilizării vizualizării Stație este o componentă esențială a configurării avansate a sculelor pe DELEM DA-66S, fiind utilizată în principal pentru gestionarea generală a stațiilor de scule; funcțiile principale și punctele de operare sunt următoarele:
1. Evidențierea și reposiționarea: În vizualizarea Stație, întreaga stație de scule este afișată ca o unitate care poate fi evidențiată, permițând o selecție rapidă de către operatori. Reposiționarea stației de scule poate fi realizată în două moduri: programarea directă a noii poziții coordonate sau tragerea stației către poziția țintă pe interfața vizuală, ceea ce îmbunătățește în mod semnificativ flexibilitatea configurației generale a sculelor;
2. Definirea automată a stațiilor de scule: Sistemul va identifica și va defini automat o stație de scule atunci când există o zonă de suprapunere între piesa de perforare și matriță. Această suprapunere poate fi o poziție de aliniere precisă sau o poziție ușor deplasată, ambele fiind recunoscute ca fiind stații valide de scule. Chiar și o configurație specială cu două piese de perforare corespunzătoare unei singure matrițe poate fi definită ca stație de scule, ceea ce este foarte util pentru prelucrarea proceselor de îndoire în condiții de constrângeri spațiale;
3. Gestionarea stațiilor de scule: În vederea Stații, operatorii pot copia o stație de scule existentă folosind butonul „Adăugare” sau pot șterge o stație inutilă folosind butonul „Ștergere”. Caracteristica cea mai importantă a acestei vederi este faptul că gestionează stația de scule ca un întreg și nu modifică parametrii detaliați ai sculelor individuale din stație, ceea ce face ajustarea setărilor generale mai eficientă, fără a afecta configurarea precisă a unei singure scule.
Întrebări frecvente (FAQ)
Întrebare 1: Cum se realizează o configurare eficientă a sculelor în configurația de scule DELEM DA-66S?
Răspuns 1: Pentru a maximiza eficiența configurării sculelor, comutați mai întâi în modul Secvență de îndoire, astfel încât sistemul să calculeze secvența de îndoire cea mai eficientă pentru sarcina de producție actuală. Apoi, utilizați funcția de segmentare a sculelor a sistemului pentru a ajusta segmentele sculelor și a crea lungimea exactă a sculei necesară prelucrării. Combinarea acestor două funcții poate reduce semnificativ timpul de configurare și poate îmbunătăți eficiența configurării.
Întrebare 2: Cum se definesc stațiile de scule în configurația de scule DELEM DA-66S?
Răspuns 2: Pe DELEM DA-66S, o stație de scule este definită automat de sistem atunci când există o zonă de suprapunere între matrice și poanson. Această definire include atât pozițiile precise de suprapunere, cât și cele de suprapunere deplasate, ceea ce permite adaptarea eficientă la nevoile de prelucrare ale proceselor complexe de îndoire și ale diverselor configurații de scule.
Întrebarea 3: Pot fi modificați parametrii detaliați ai unui singur instrument în vizualizarea Stație în timpul configurării?
Răspunsul 3: Nu. Vizualizarea Stație este utilizată doar pentru gestionarea generală a stațiilor de instrumente și susține operațiuni precum copierea, ștergerea și reproiectarea poziției stațiilor, dar nu permite modificarea parametrilor detaliați ai instrumentelor individuale. Această concepție asigură faptul că ajustarea generală a stației de instrumente nu va afecta configurarea precisă a unui singur instrument.
Concluzie
Configurarea precisă a sculelor CNC a sistemului DELEM DA-66S reprezintă garanția fundamentală pentru obținerea unei funcționări de înaltă precizie și eficiență a preselor de îndoire. Respectarea riguroasă a etapelor cheie menționate mai sus privind configurarea sculelor asigură adaptarea completă a montării sculelor la cerințele specifice de prelucrare ale produsului, îmbunătățind eficient acuratețea prelucrării și eficiența producției mașinii. În producția zilnică, operatorii trebuie să revizuiască și să ajusteze periodic parametrii de configurare ai sculelor, în funcție de situația reală de prelucrare și de cerințele pieselor de prelucrat, pentru a menține starea optimă de funcționare a preselor de îndoire.
Pentru informații profesionale mai detaliate și asistență tehnică privind configurarea sculelor DELEM DA-66S, vă rugăm să contactați echipa tehnică specializată JUGAO. Ne angajăm să oferim un sprijin cuprinzător pentru configurarea mașinii și pentru funcționarea sa zilnică, asigurând desfășurarea fără probleme a întregului proces de producție.

