Cunoștințe de bază despre forme de cindere
1. Stâlpul superior de încovoiere
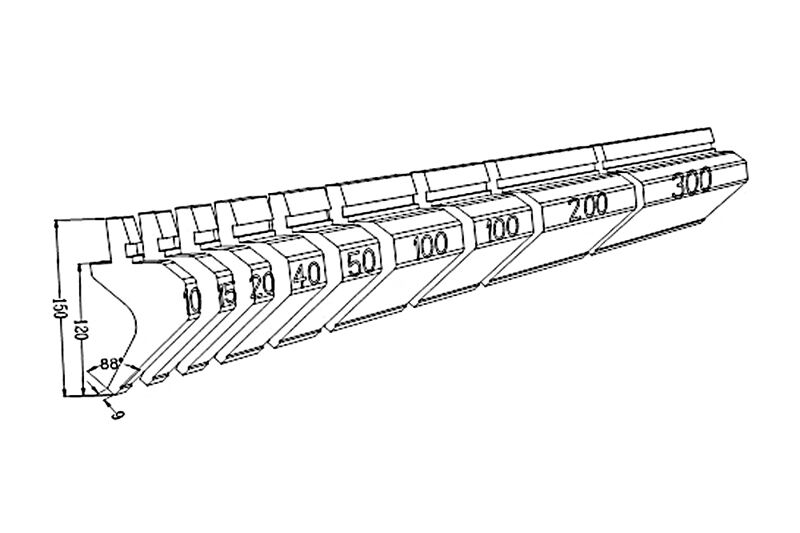
Stâlpul superior se numește, de asemenea, cuțit de încovoiere. Este împărțit în două tipuri: integral și separat. Lungimea stâlpului superior integral este de 415mm și 835mm. Lungimea tipului separat este de 10, 15, 20, 40, 50, 100 (ureche stângă), 100 (ureche dreaptă), 200, 300 (mm); stâlpul separat poate fi combinat în diferite lungimi de încovoiere.
Stâlpul superior este împărțit în patru tipuri: cuțit linear, cuțit curbat, cuțit cu arc și cuțit special.
(1) Tipuri și caracteristici de prelucrare ale cuțitelor drepte
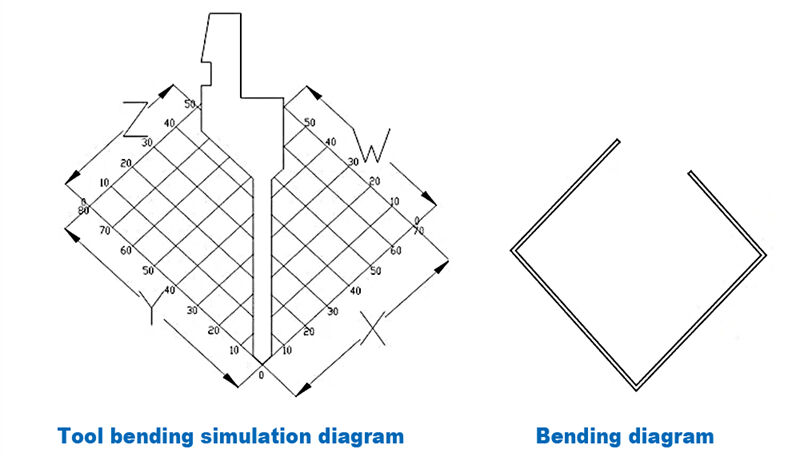
Potrivit pentru încovoierile produselor simetrice, se pot evita direcțiile frontale și posterioare, grosimea uneltei este de 6 mm, astfel că deschiderea de încovoiere poate fi măcar de 6 mm.
Din diagrama de simulare a încovoiării cu unelte se poate vedea că se pot evita direcțiile frontale și posterioare ale uneltei, dar lungimea Z și W este mai mică decât cea a lui X și Y. Unghiul vârfului acestei unelte este de 88 de grade, iar unghiul R al vârfului este de 0,2. În plus, uneltele cu unghiuri de vârf de 30 de grade și 45 de grade sunt folosite frecvent.
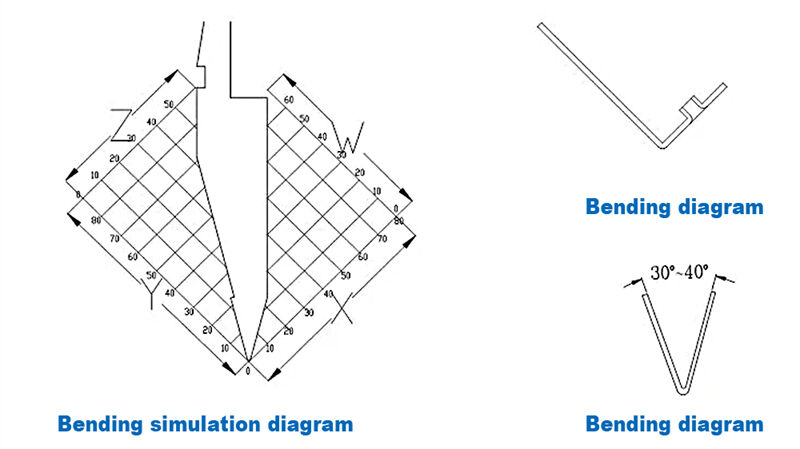
Unghiul vârfului este de 30 de grade, iar unghiul R al vârfului este de 0,67, astfel că unghiul de încovoiere poate fi între 30 și 180 de grade. Unghiul mic al vârfului uneltei poate fi folosit pentru a evita gaurile de germene sau nuci, etc. Poate fi folosit și ca un model de inserare profundă, iar uneltea poate evita fața frontală și cea posterioră.
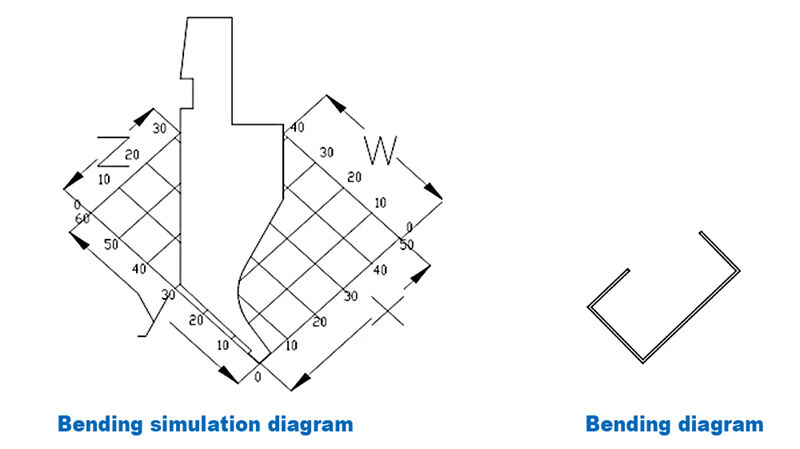
(2) Tipuri și caracteristici de prelucrare ale cuțitelor curbe
Pentru procesul de încovoiere, instrumentul utilizează în principal evitarea în direcția W. Când X>15MM, efectul de evitare devine din ce în ce mai slab. Când Y>30, se îndeplinește condiția de încovoiere, altfel va lovi spatele cuțitului. Acest tip de instrument este cunoscut obișnuit sub numele de mic cuțit curbat.
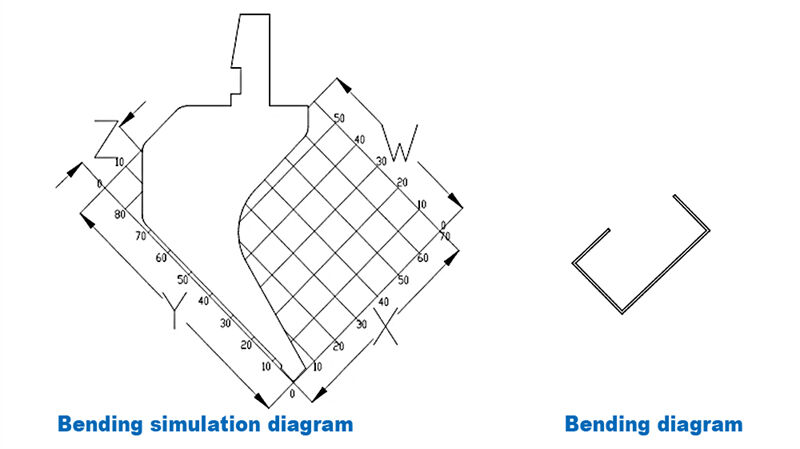
Pentru procesul de încovoiere, instrumentul utilizează în principal evitarea în direcția W. Când X>25MM, efectul de evitare devine din ce în ce mai slab. Când Y>75, se îndeplinește condiția de încovoiere, altfel va lovi spatele cuțitului. Acest tip de instrument este cunoscut obișnuit sub numele de mare cuțit curbat.
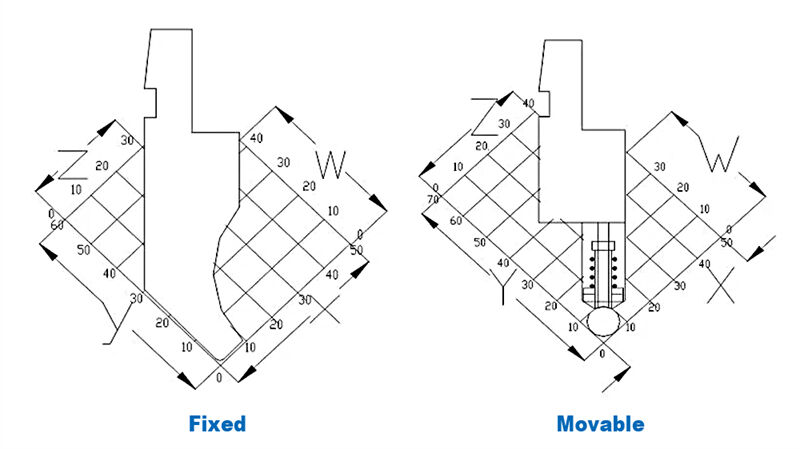
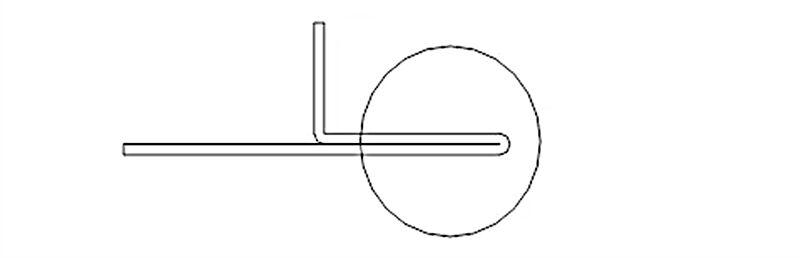
(3) Tipuri și caracteristici de prelucrare ale tăierilor cu arc
Decupatoarele de arc sunt împărțite în tipuri fixe și mobile. Decupatoarele de arc îndeplinesc diferite condiții de prelucrare a curburii arcurilor prin înlocuirea barelor rotunde. Când dimensiunea X a unei decupatoare de arc fix este >10MM, efectul său de evitare este același ca al unui decupator cu curbă mică. Standardul general de selecție pentru masivul inferior cu groara V este diametrul arcului plus două Grosimi de placă.
(4) Tipuri și caracteristici de prelucrare ale unor unelte speciale
Uneltele speciale ale pressei de pliere includ masive reduse, masive aplane, precum și unele masive superioare de pliere cu formă specială.
a: Masivele reduse existente sunt împărțite în două tipuri: 415mm și 835mm. Specificațiile dimensiunilor formei segmentate sunt consistente cu specificațiile segmentării uneltei. Forma de pliere a diagramei de formare este formată. Cu toate acestea, când grosimea plăcii este mai mare, cum ar fi T=2.0, având în vedere indentarea severă și limitările proprii ale masivului, va fi dificil să se formeze.

b: Stâlpul superior al presului de aplatizare este un pres ajuns, iar stâlpul inferior poate fi înlocuit cu un stâlp obișnuit de încovoiere, dar se evită groapa V. Este folosit în principal pentru metode de prelucrare cum ar fi aplatizarea marginilor și clipirea cu niște.
2. Stâlpul inferior de încovoiere
Stâlpul inferior al mașinii de pliere include stâlpuri inferioare de încovoiere, stâlpuri inferioare de inserare, stâlpuri inferioare de aplatizare, etc.
(1) Stâlpul inferior de încovoiere
Selectarea stâlpului inferior de încovoiere a mașinii de pliere se bazează în principal pe grosimea plăcii produsului procesat. În prezent, standardul de selecție al stâlpului inferior al companiei Yixin este de 6T, care este folosit drept standard pentru operațiunile teren, cu excepția cazurilor speciale. Atunci când este necesară o prelucrare cu V mare sau cu o groapă V mică din cauza restricțiilor de procesare, coeficientul de încovoiere trebuie ajustat corespunzător.
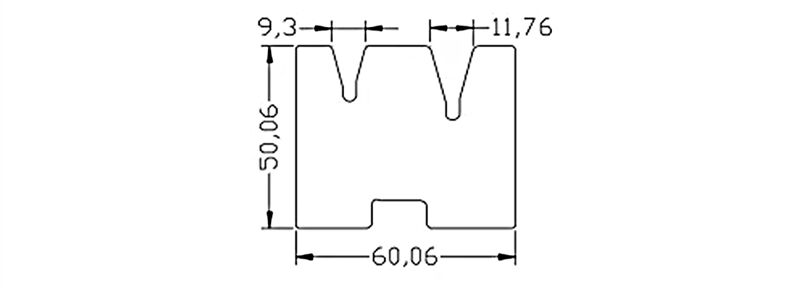
Analiza formei: Figura prezintă un tip de matrice inferioară. Tipurile de groase V includ în principal 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V și unele unelte speciale de încovoiere cu groase V mari. Acest tip de matrice inferioară pentru încovoiere este împărțit în principal în 46 de înălțime și 26 de înălțime, în funcție de înălțime.
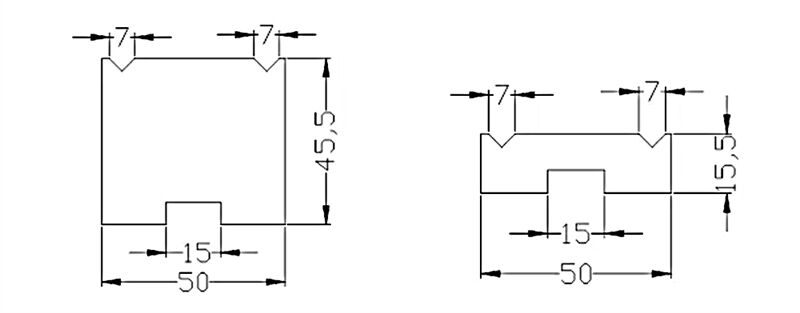
(2) Matrice inferioară cu adâncime de inserare
Analiza formei: Figura prezintă una dintre matricile inferioare cu adâncime de inserare. Tipurile de groase V includ în principal 4V, 6V, 8V, 12 și unele matrici inferioare speciale cu adâncime de inserare. Este adecvată pentru încovoierea și inserarea oricărui unghi între 30-180 de grade.