















































Quais são algumas precauções para a manutenção de uma máquina de dobragem de tubos?
1. Manutenção do sistema hidráulico
Gestão do Óleo: Verifique regularmente o nível do óleo hidráulico e reponha com a mesma marca e tipo de óleo, se necessário. Substitua o óleo hidráulico após as primeiras 500 horas de operação e, posteriormente, a cada 2000–3000 horas ou anualmente. A contaminação ou emulsificação do óleo é uma causa comum de emperramento das válvulas hidráulicas e funcionamento anormal dos cilindros.
Monitoramento da Temperatura do Óleo: A temperatura ideal de operação do óleo hidráulico é de 35 ℃ a 55 ℃. A operação prolongada acima de 60 ℃ acelerará a oxidação do óleo e o envelhecimento das vedações. Verifique se o ventilador do radiador está funcionando normalmente e limpe regularmente o óleo e a poeira das aletas do radiador.

Substituição dos Filtros: Substitua regularmente o filtro de retorno de óleo e o filtro de sucção de óleo conforme indicado no manual do equipamento, para evitar que impurezas entrem no sistema hidráulico e danifiquem as bombas e válvulas.
2. Manutenção do Molde e do Mandril
Limpeza e Prevenção de Ferrugem: Após cada troca de tubo ou turno, limpe as superfícies do molde de dobramento, do molde de fixação, do molde anti-rugas e do mandril para remover aparas de metal e lodo. Aplique óleo anticorrosivo nos moldes que não forem utilizados por períodos prolongados.
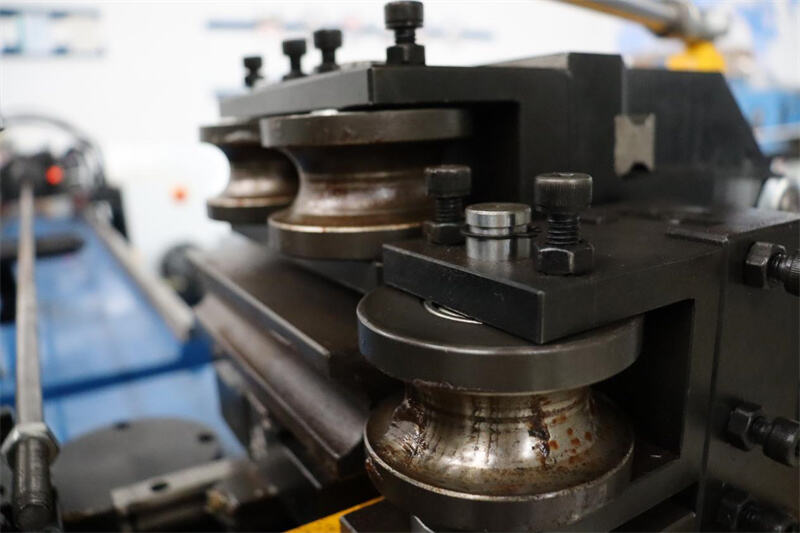
Inspeção de Desgaste: Inspecione regularmente a superfície de trabalho do molde quanto a reentrâncias, arranhões ou desgaste localizado. O desgaste excessivo pode causar enrugamento e ovalização excessiva em tubos curvados; é necessário realizar reparo ou substituição oportunos.
Condição do Mandril: As juntas do mandril de cabeça esférica devem girar livremente. Verifique regularmente a haste do mandril quanto a deformações e arranhões. O posicionamento impreciso ou o desgaste do mandril são causas principais de colapso interno e curvatura em tubos de parede fina.
3. Manutenção Elétrica e do Motor
Limpeza e Dissipação de Calor: Limpe regularmente a poeira do painel de controle elétrico e verifique o funcionamento do ventilador de refrigeração. Componentes de precisão, como inversores de frequência e acionamentos servo, são sensíveis à poeira; recomenda-se instalar filtros ou ar-condicionado no painel de controle elétrico em ambientes adversos.
Inspeção da Fiação: Verifique trimestralmente os terminais do motor e os contatos do contactor quanto a folga, oxidação ou marcas de queima. A operação monofásica pode causar superaquecimento do motor e sua queima rápida.
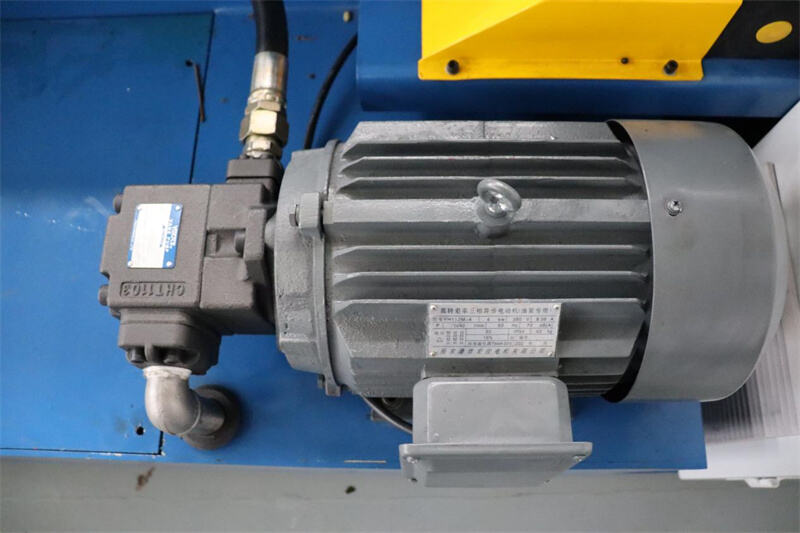
Lubrificação do Motor: Para motores com orifícios de lubrificação nos rolamentos, reponha a graxa periodicamente. Caso ocorram ruídos anormais ou aumento da vibração, verifique imediatamente o desgaste dos rolamentos.
4. Transmissão Mecânica e Lubrificação
Trilhos-Guia e Parafusos de Avanço: Os trilhos-guia lineares e os parafusos de esferas do eixo de avanço e do eixo rotativo exigem limpeza regular e reposição com graxa especial. As capas protetoras danificadas dos trilhos-guia devem ser substituídas imediatamente para evitar que cavacos entrem e danifiquem os elementos rolantes.
Redutor e Engrenagens: Verifique o nível de óleo do redutor e troque o óleo lubrificante das engrenagens regularmente, conforme exigido pelo equipamento. As engrenagens de transmissão do braço dobrador devem permanecer lubrificadas; qualquer desgaste severo ou pitting nos dentes das engrenagens exige atenção imediata.
Inspeção de Fixadores: A vibração prolongada do equipamento pode causar o afrouxamento dos parafusos de ancoragem e dos parafusos de fixação do molde; uma inspeção rápida deve ser realizada antes do início de cada turno.
5. Sistema de Refrigeração e Filtragem
Resfriador de Óleo/Resfriador de Água: Se o equipamento estiver equipado com um resfriador independente, as aletas do condensador devem ser limpas regularmente, e a pressão do refrigerante e vazamentos nas tubulações devem ser verificados.
Filtro de Ar: O filtro de ar no tanque de óleo hidráulico deve ser mantido limpo para evitar que poeira entre no tanque com as variações do nível de óleo.
6. Procedimentos Operacionais e Inspeções Diárias
Pré-aquecimento: Especialmente em ambientes de baixa temperatura, faça a máquina operar em vazio por 5–10 minutos após a inicialização, para permitir que o óleo hidráulico circule e aqueça antes de iniciar a produção.
Inspeção Diária: Estabeleça um registro de inspeção diária, incluindo nível de óleo, ruídos anormais, vazamentos de óleo, desgaste do molde e pressão de ar (caso seja utilizado fechamento pneumático).
Desligamento Anormal: Se forem detectados ruídos anormais, vibrações, movimento lento ou mudanças súbitas na qualidade da dobra, pare imediatamente a máquina para diagnóstico de falhas, a fim de evitar que o problema se agrave.
7. Calibração Periódica e Testes de Precisão
Calibração do Ângulo de Dobragem: A cada seis meses ou após a troca do molde, utilize um medidor de ângulos para calibrar a consistência entre o ângulo de dobragem do equipamento e a leitura do codificador.
Precisão de Repetição de Posicionamento: Verifique a repetibilidade do comprimento de alimentação e do ângulo de rotação. Se a repetibilidade exceder a tolerância especificada, ajuste os parâmetros do servo ou verifique a folga mecânica.
Manter uma máquina de dobrar tubos não se trata de "repará-la apenas quando apresenta falhas", mas sim de uma tarefa sistemática que ocorre ao longo de todo o dia. Um ciclo de quatro etapas — limpeza, lubrificação, aperto e inspeção — combinado com a gestão padronizada de óleo e a manutenção de matrizes é essencial para garantir que o equipamento opere sempre com alta precisão e eficiência.

