















































Guia de Operação Ideal para o Controlador do Eixo Z DELEM DA53T/DA58T
Guia de Operação Ideal para o Controlador do Eixo Z DELEM DA53T/DA58T
Uma configuração inadequada do controlador do eixo Z DELEM DA53T/DA58T pode comprometer gravemente a eficiência operacional das dobradeiras mecânicas. Este guia abrangente detalha a configuração correta e os métodos operacionais do controlador do eixo Z, com o objetivo de ajudar os operadores a alcançarem uma operação suave e de alta precisão nas dobradeiras mecânicas, dominando suas funções principais e processos de configuração.
O controlador do eixo Z DELEM DA53T/DA58T é um componente de controle dedicado desenvolvido para o sistema CNC DELEM DA53T/DA58T. Ele é integrado à tela sensível ao toque Schneider Easy Harmony e à CLP Schneider TM200, uma integração que atualiza o sistema DA53T/DA58T para suportar controle de 6+1 eixos, melhorando significativamente a flexibilidade operacional e a precisão do sistema. O modelo de tela sensível ao toque adotado é o HMIET6401, com tela de 7 polegadas, resolução de 800×480 pixels e tela LCD TFT de 16 milhões de cores, garantindo operação clara e intuitiva.

1. Visão Geral da Operação Básica do Controlador do Eixo Z
Para os sistemas da série DELEM DA5XT (incluindo DA53T/DA58T), o eixo Z pode ser controlado tanto em modo de programação por passo único quanto em modo de programação por múltiplos passos — assim como os eixos X e R, o modo de controle do eixo Z pode ser livremente personalizado no sistema DA5XT.
As etapas operacionais principais para a programação do eixo Z são as seguintes:
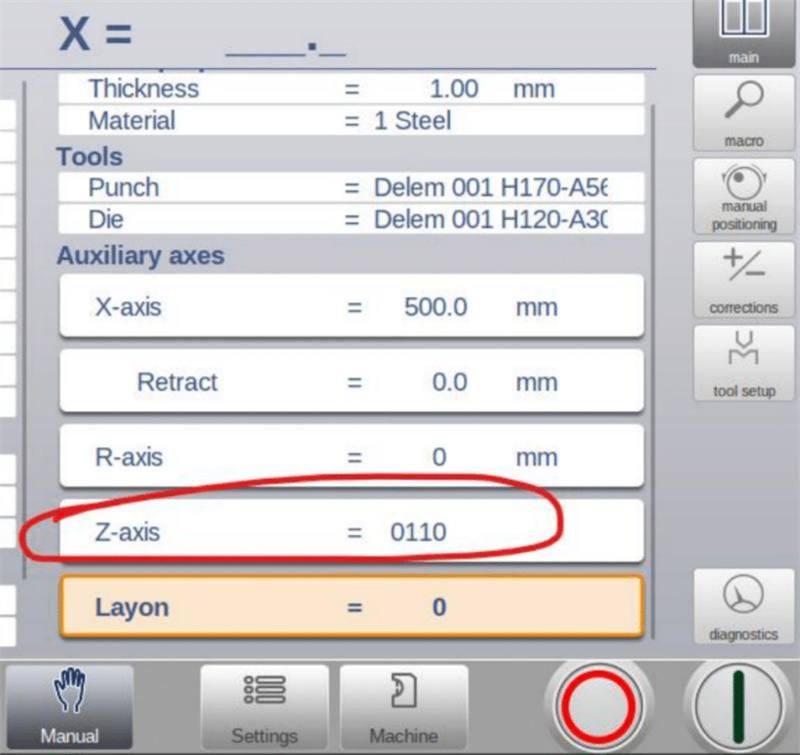
1. Com base no comprimento real da chapa metálica e na posição do punção, insira as coordenadas de programação precisas do eixo Z na tela sensível ao toque JUGAO;
2. Para cada etapa de programação no sistema DA5XT, atribua um ID exclusivo para o eixo Z (o valor do ID está em formato binário, com faixa configurável de 0000 a 1111).
Tanto o modo de operação do eixo Z de passo único quanto o de múltiplos passos permitem a configuração arbitrária de valores de ID do eixo Z dentro da faixa binária 0000–1111, e o sistema fornece exemplos visuais de operação para ambos os modos, facilitando a compreensão e a operação pelo usuário.
2. Operação detalhada na tela sensível ao toque JUGAO
A tela sensível ao toque JUGAO é a interface homem-máquina central para a operação manual e automática do eixo Z, com lógica operacional clara e diferenciada para os diversos modos de trabalho, além de métodos específicos para lidar com situações anormais e com a calibração diária.
2.1 Método de operação manual
A operação manual do eixo Z está disponível apenas quando o ícone específico de operação manual é exibido na tela de toque; se o ícone não for exibido, o controle manual fica desativado.
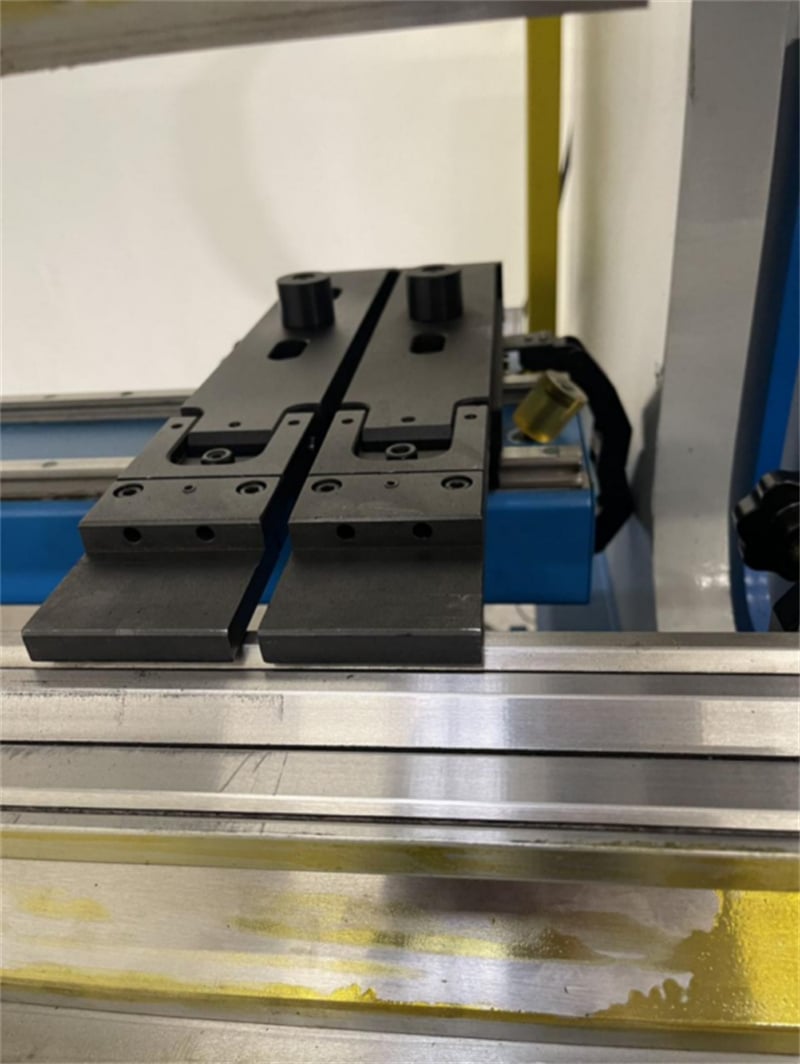
• Pressione a tecla de controle para frente para mover Z1 ou Z2 no sentido de aumento do valor de posição (o lado Y1 corresponde à posição com o valor mínimo do eixo Z, e o lado Y2 corresponde à posição com o valor máximo do eixo Z);
• Pressione a tecla de controle para trás para mover Z1 ou Z2 no sentido de redução do valor de posição, e o movimento para imediatamente ao soltar a tecla;
• Alternância entre Z1 e Z2: pressione a tecla de seleção de eixo; Z2 será exibido em azul, indicando que Z2 está no estado de operação manual; ao pressionar novamente a tecla, Z2 volta para a cor preta e o controle manual passa novamente para Z1.
2.2 Método de Operação Automática
A operação automática do eixo Z é acionada pela tecla dedicada de início automático na tela de toque JUGAO, após uma verificação prévia do estado do equipamento:
• Se a bomba de óleo da dobradeira não estiver ligada, a tela alertará o operador para ligar primeiro a bomba de óleo;
• Se a bomba de óleo estiver em estado normal de funcionamento, pressionar a tecla de início automático fará com que o eixo Z se mova até a posição predefinida correspondente ao Id0000;
• Pressione a tecla de parada dedicada na tela a qualquer momento para interromper imediatamente o movimento automático do eixo Z.
2.3 Tratamento de Anomalias em Acidentes de Colisão
Em caso de colisão entre os dedos limitadores Z1 e Z2 durante a operação, trate a anomalia na seguinte ordem:
1. Verifique inicialmente se o módulo de acionamento do eixo Z apresenta um sinal de alarme; caso o alarme seja acionado, desligue a alimentação do módulo de acionamento e reinicie-o para redefinir o alarme;
2. Execute a operação de calibração "de ensino" para ambos os eixos Z1 e Z2;
3. Insira na tela de toque os valores reais e precisos das posições atuais de Z1 e Z2, e, após confirmação, o sistema poderá retomar normalmente as operações subsequentes.
2.4 Requisitos Principais para a Operação de Ensino (Calibração) no Eixo Z
O ensino (calibração) correto do eixo Z é o pré-requisito fundamental para o funcionamento normal e preciso de todo o Controlador do Eixo Z, e esta operação deve ser realizada nos seguintes cenários:
1. A primeira operação de teste e colocação em serviço de uma nova dobradeira equipada com o Controlador do Eixo Z DA53T/DA58T;
2. Qualquer colisão acidental dos dedos de parada do eixo Z ou outros impactos mecânicos anormais sobre o eixo Z.
É importante observar que o Controlador do Eixo Z possui uma função de memória com desligamento de energia: os parâmetros de posição calibrados do eixo Z serão armazenados automaticamente pelo sistema. Após o desligamento e reinicialização do equipamento, o operador não precisa repetir a operação de ensino (calibração), e o sistema pode chamar diretamente os parâmetros armazenados para operar.

