Conhecimentos básicos de moldes de dobra
1. Ferramenta superior de dobra
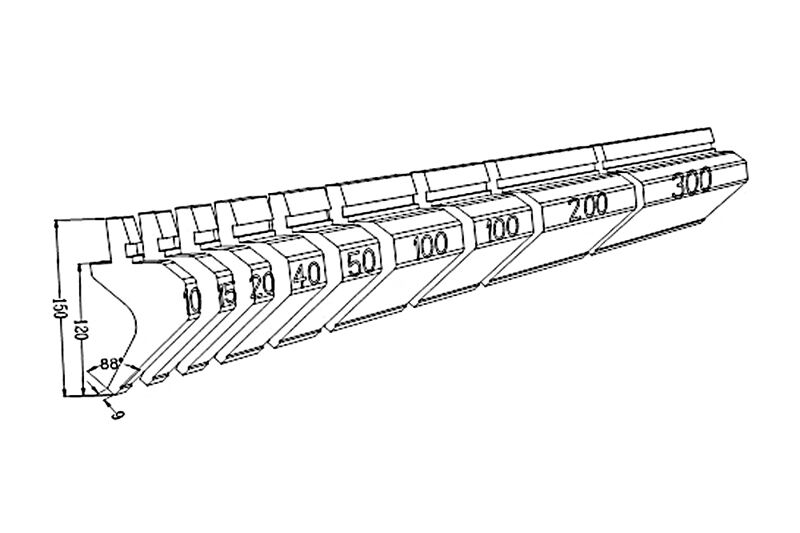
A ferramenta superior também é chamada de faca de dobra. Ela é dividida em dois tipos: integral e dividida. O comprimento da ferramenta superior integral é de 415mm e 835mm. O comprimento do tipo dividido é de 10, 15, 20, 40, 50, 100 (orelha esquerda), 100 (orelha direita), 200, 300 (mm); a ferramenta dividida pode ser combinada em diferentes comprimentos de dobra.
A ferramenta superior é dividida em quatro tipos: faca reta, faca curvada, faca de arco e faca especial.
(1) Tipos e características de processamento de facas retas
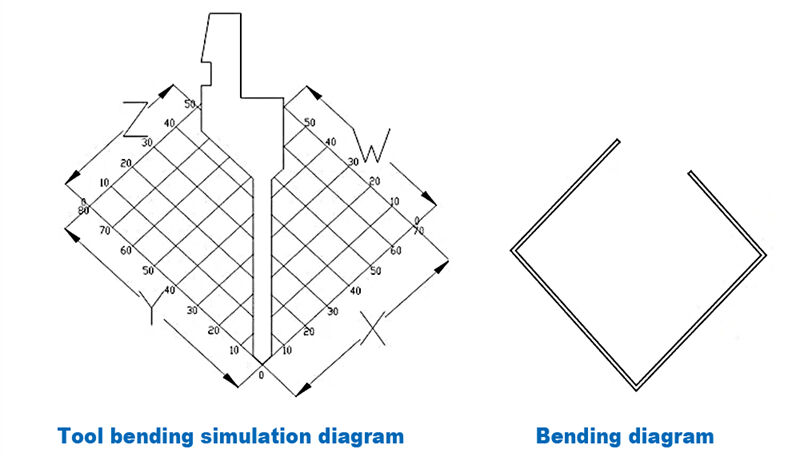
Adequado para dobrar produtos simétricos, as direções frontal e traseira podem ser evitadas, a espessura da ferramenta é de 6 mm, portanto, a abertura de dobra pode ser tão pequena quanto 6 mm.
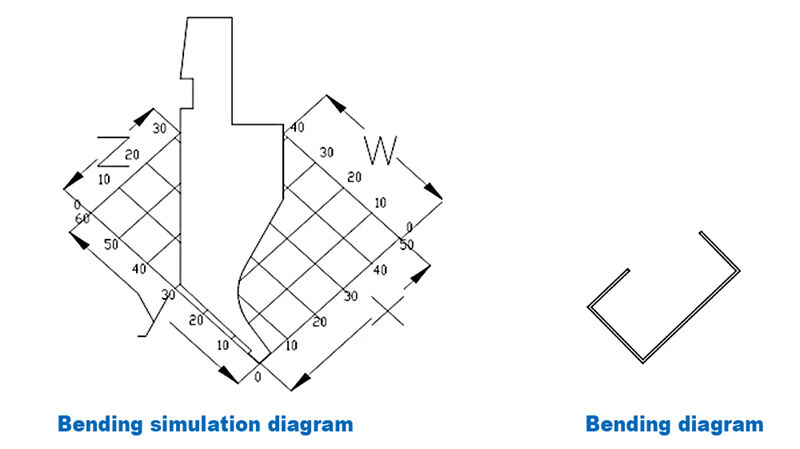
A partir do diagrama de simulação de dobra da ferramenta, pode-se ver que as direções frontal e traseira da ferramenta podem ser evitadas, mas o comprimento de Z e W é menor do que o comprimento de X e Y. O ângulo da ponta desta ferramenta é de 88 graus e o raio R da ponta é 0,2. Além disso, ferramentas com ângulos de ponta de 30 graus e 45 graus são comumente usadas.
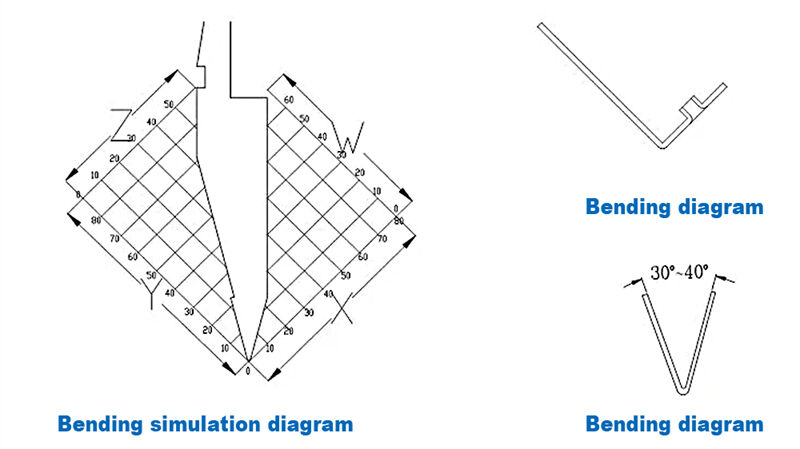
O ângulo da ponta é de 30 graus e o raio R da ponta é 0,67, então o ângulo de dobra pode ser de 30 a 180 graus. O pequeno ângulo na ponta da ferramenta pode ser usado para evitar furos ou porcas, etc. Também pode ser usado como um molde de inserção profunda, e a ferramenta pode evitar a frente e atrás.
(2) Tipos e características de processamento de facas curvas
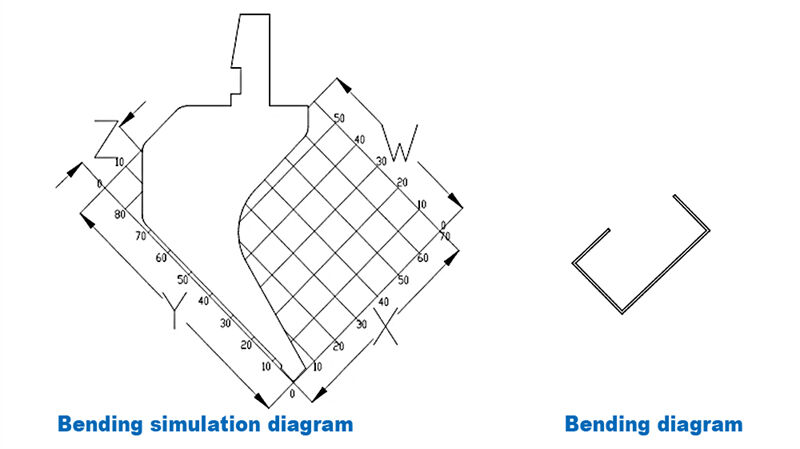
Durante o processo de dobra, a ferramenta utiliza principalmente a evasão na direção W. Quando X>15MM, o efeito de evasão fica cada vez pior. Quando Y>30, a condição de dobra é atendida, caso contrário, irá bater no fundo da faca. Esse tipo de ferramenta é comumente conhecido como pequena faca curvada.
Durante o processo de dobra, a ferramenta utiliza principalmente a evasão na direção W. Quando X>25MM, o efeito de evasão fica cada vez pior. Quando Y>75, a condição de dobra é atendida, caso contrário, irá bater no fundo da faca. Esse tipo de ferramenta é comumente conhecido como grande faca curvada.
(3) Tipos e características de processamento de cortadores de arco
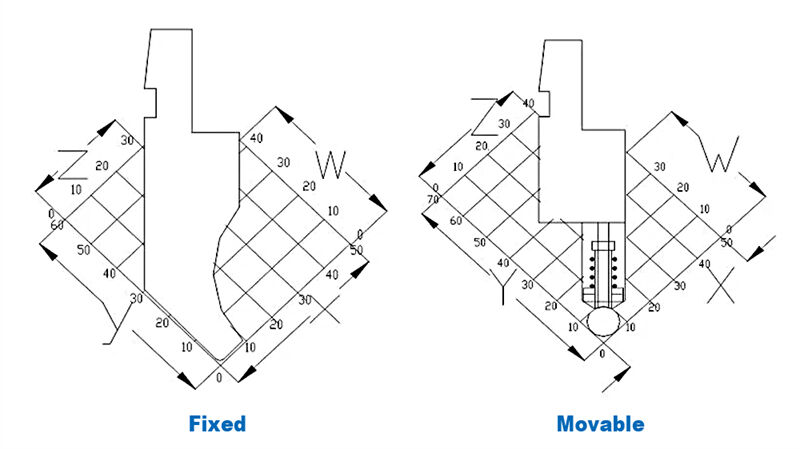
Os cortadores de arco são divididos em tipos fixos e móveis. Os cortadores de arco atendem a diferentes condições de processamento de dobra de arco substituindo barras redondas. Quando a dimensão X de um cortador de arco fixo é >10MM, seu efeito de evitamento é o mesmo que o de uma serra curva pequena. O padrão geral de seleção para a ranhura V do contra-ferramenta é o diâmetro do arco mais duas espessuras de chapa.
(4) Tipos e características de processamento de ferramentas especiais
As ferramentas especiais da prensa dobradeira incluem contra-ferramentas degrau, contra-ferramentas de aplainamento e algumas ferramentas superiores de dobra de formas especiais.
a: As existentes contra-ferramentas degrau são divididas em dois tipos: 415mm e 835mm. As especificações de tamanho das formas segmentadas são consistentes com as especificações da segmentação da ferramenta. A forma de dobra das especificações do diagrama de formação é formada. No entanto, quando a espessura da chapa é mais grossa, como T=2,0, considerando a indentação severa e as limitações inerentes à ferramenta, será difícil formar.

b: O molde superior do molde de achatamento é um molde plano, e o molde inferior pode ser substituído por um molde inferior de dobra comum, mas evite o sulco em V. É usado principalmente para métodos de processamento como achatamento de borda morta e fixação de porcas.
2. Molde inferior de dobra
O molde inferior da prensa de dobradiça inclui molde inferior de dobra, molde inferior de inserção, molde inferior de achatamento, etc.
(1) Molde inferior de dobra
A seleção do molde inferior de dobra da prensa de dobradiça baseia-se principalmente na espessura da chapa do produto processado. Atualmente, o padrão de seleção do molde inferior da empresa Yixin é 6T, que é usado como padrão para operações no local, a menos que haja circunstâncias especiais. Quando for necessário processar com grande V ou pequeno sulco em V devido a restrições de processamento, o coeficiente de dobra precisa ser ajustado accordingly.
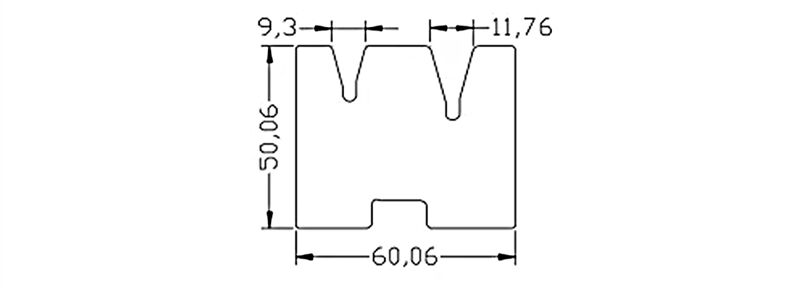
Análise de moldes: A figura mostra um tipo de matriz inferior. Os tipos de ranhuras em V incluem principalmente 4V, 6V, 7V, 8V, 10V, 12, 16V, 25V e algumas ferramentas especiais de dobra com grandes ranhuras em V. Este tipo de matriz inferior de dobra é dividido principalmente em 46 alto e 26 alto de acordo com a altura.
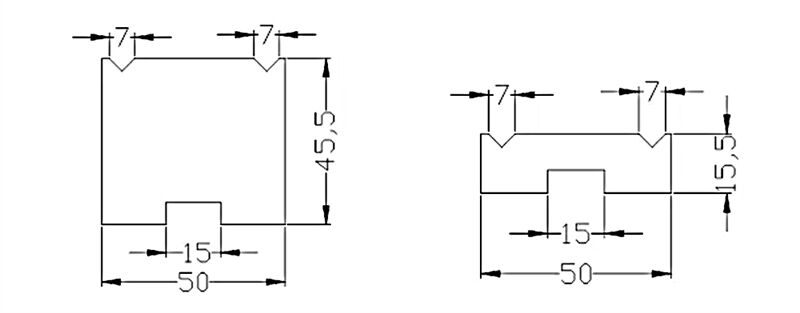
(2) Matriz inferior de profundidade de inserção
Análise de moldes: A figura mostra uma das matrizes inferiores de profundidade de inserção. Os tipos de ranhuras em V incluem principalmente 4V, 6V, 8V, 12 e algumas matrizes inferiores especiais de profundidade de inserção. É adequado para dobrar e inserir qualquer ângulo entre 30-180 graus.