















































Um Guia Prático para Operar a Dobradeira E21
Um Guia Prático para Operar a Dobradeira E21
Para operar a Dobradeira E21, comece inserindo os parâmetros de dobragem necessários no sistema de controle. Uma vez que o material esteja corretamente posicionado e fixado, você pode iniciar o ciclo de dobragem, respeitando todos os protocolos padrão de segurança. Para resultados consistentes e de alta qualidade, é essencial realizar manutenção periódica e inspeções regulares das ferramentas.
Para uma explicação detalhada, passo a passo, de todo o processo, prossiga para o manual operacional completo abaixo.

Sistema E21: Uma Introdução
O E21 é um sistema de controle especializado projetado especificamente para máquinas dobradeiras. Oferece um equilíbrio ideal entre desempenho e eficiência de custos, reduzindo significativamente as despesas totais da máquina, ao mesmo tempo que mantém a precisão dentro dos padrões industriais exigidos.
As principais características do sistema E21 incluem:
A tela LCD de alta definição suporta os idiomas chinês e inglês, exibindo os parâmetros de programação em uma única página, tornando a programação mais rápida e conveniente.
O posicionamento inteligente dos eixos X e Y permite ajuste manual, eliminando a necessidade de dispositivos mecânicos de posicionamento operados manualmente.
Funções integradas de temporização de retenção de pressão e atraso na descarga facilitam a operação e reduzem custos.
função de backup e recuperação de parâmetros com um clique, que pode restaurar os parâmetros a qualquer momento conforme necessário, reduzindo custos de manutenção. Suporta programação multi-etapa para melhorar a eficiência da produção e a precisão do processamento.
Todos os botões no painel são microinterruptores e foram rigorosamente testados quanto à compatibilidade eletromagnética, alta e baixa temperatura, vibração, etc., para garantir a estabilidade e vida útil do produto.
Certificação CE que apoia mercados internacionais.
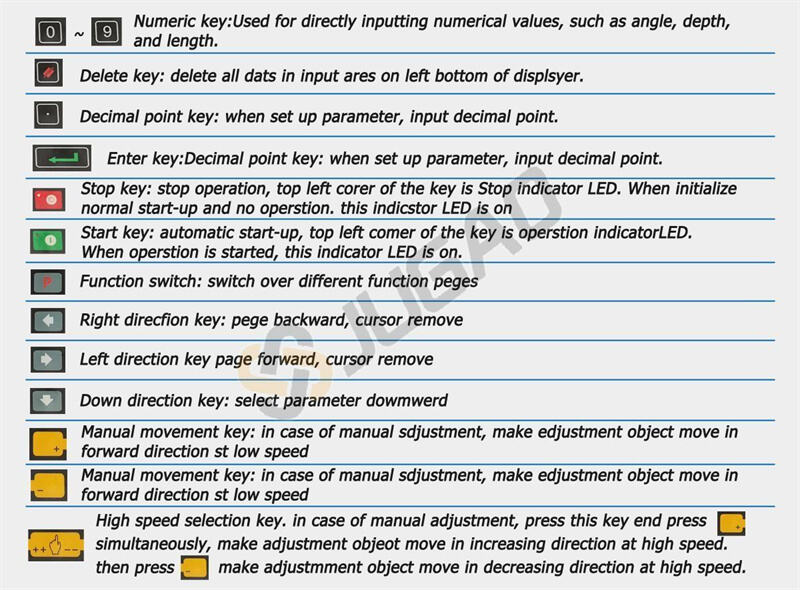
As funções das teclas do painel são descritas na Tabela.
Interface única
O controlador E21 adota um visor LCD de matriz de pontos 160*160. A área de exibição é mostrada abaixo.

Barra de título: exibe informações relevantes sobre a página atual, como seu nome, etc.
Área de exibição de parâmetros: exibe o nome do parâmetro, valor do parâmetro e informações do sistema.
Barra de status: área de exibição de informações de entrada e mensagens de aviso, etc.
Os significados das abreviações nesta página são mostrados na Tabela.
X: A posição atual do plano de fundo
Y: A posição atual do cursor
XP: A posição desejada da régua traseira
YP: A posição desejada do cursor
DX: Distância de recuo da régua traseira
HT: Atraso na retenção
DLY: Atraso no recuo
PP: Peça pré-ajustada
CP: Peça atual
Programação em um Único Passo
O E21 possui dois métodos de programação, que são a programação em um único passo e a programação multi-etapa. Os usuários podem configurar a programação conforme a demanda real.
A programação em um único passo é geralmente usada para processar uma única etapa até a conclusão do processamento da peça. Quando o controlador é ligado, ele entrará automaticamente na página de programa de um único passo.
Passos de operação
Passo 1 Após a inicialização, o dispositivo entrará automaticamente na página de configuração do programa de um único passo.
Passo 2 Pressione para selecionar o parâmetro que precisa ser configurado, pressione a tecla numérica para inserir o valor do programa, pressione para concluir a entrada.
Passo 3 Pressione e o sistema executará de acordo com este programa.
Programação em várias etapas
O programa multi-etapa é usado para processar uma única peça com diferentes etapas de usinagem, permitindo a execução consecutiva de múltiplas etapas e melhorando a eficiência do processo.
Passos de operação
Passo 1 Ligue o equipamento; o dispositivo exibirá automaticamente a página de parâmetros de um único passo.
Passo 2 Pressione para alternar para a página de gerenciamento de programas, mudando assim para a página de gerenciamento de programas.
Passo 3 Pressione para selecionar o número de série do programa, ou insira diretamente o número do programa, por exemplo, digite “1”.
Passo 4 Pressione para entrar na página de configuração do programa multi-etapa.
Passo 5 Pressione para selecionar o parâmetro de programação multi-etapa que necessita ser configurado, insira o valor desejado, pressione e a configuração será aplicada.
Passo 6 Ao concluir a configuração, pressione para entrar na página de definição de parâmetros por etapa.
Etapa 7 Pressione para selecionar o parâmetro da etapa que precisa ser configurado, insira o valor do programa, pressione e a configuração surtirá efeito.
Etapa 8 Pressione para alternar entre as etapas. Se a etapa atual for a primeira, pressione para acessar a última página da configuração de parâmetros da etapa; se a etapa atual for a última, pressione para acessar a primeira página da configuração de parâmetros da etapa.
Etapa 9 Pressione, o sistema operará de acordo com este programa.
Configuração de parâmetros
Os usuários podem configurar todos os parâmetros necessários para o funcionamento normal do sistema, incluindo parâmetro do sistema, parâmetro do eixo X e parâmetro do eixo Y.
Etapa 1 Na página de gerenciamento de programas, pressione para acessar a página de constantes de programação, onde essas constantes podem ser definidas.
Etapa 2 A faixa de configuração das constantes de programação é mostrada na Tabela
Etapa 3 Insira a senha "1212", pressione para acessar a Página de Ensino.
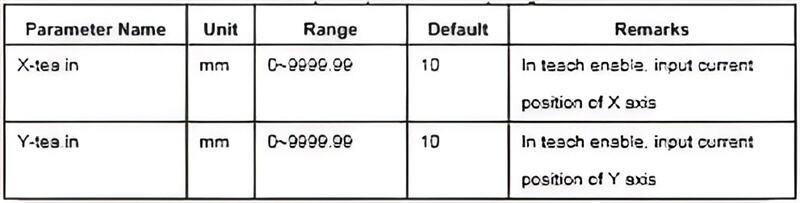
Etapa 4 Configure o parâmetro, o intervalo de configuração do parâmetro é mostrado na Tabela.
Etapa 5 Pressione, retorne à página de constantes de programação,
Alarme
O dispositivo pode detectar anormalidades internas ou externas automaticamente e enviar um aviso de alarme. A mensagem de alarme está disponível na lista de alarmes.
Passo 1 Na página de gerenciamento de programação, pressione para entrar na página de constantes de programação.
Passo 2 Na página de constantes de programação, pressione para entrar na página "Histórico de alarmes" e visualizar todo o histórico de alarmes. Os últimos 6 alarmes, número do alarme e causas podem ser visualizados nesta página.
Falhas comuns e solução de problemas
1. O Controlador Não Liga / Sem Exibição
Sintomas da falha:
A tela está em branco.
Nenhum indicador luminoso está aceso.
Causas Possíveis & Solução de Problemas:
C1: Problema na Alimentação Principal.
Verifique: Certifique-se de que a chave desconectadora principal da máquina esteja ligada.
Verifique: Confirme se o cabo de alimentação principal está conectado e se a tensão está correta.
C2: Porta da Máquina/Protetor de Segurança Aberta.
Verifique: Certifique-se de que todas as portas do painel elétrico e proteções de segurança estejam adequadamente fechadas. Muitas máquinas possuem travas de segurança que impedem a inicialização.
C3: Fusível Queimado.
Verifique: Inspeccione os fusíveis principais no painel elétrico da máquina.
C4: Unidade de Alimentação com Falha.
Verifique: A fonte de alimentação DC interna (por exemplo, 24 V CC) para o controlador pode ter falhado. Isso requer um eletricista qualificado.
2. Eixos (Y1, Y2, X, R) Não Se Movem ou Exibem "Erro de Acompanhamento" / "Falha no Eixo"
Sintomas da falha:
O eixo não responde aos comandos manuais.
O controlador exibe uma mensagem de erro sobre acionamento do eixo ou erro de acompanhamento.
Um lado (Y1 ou Y2) está mais baixo/mais alto que o outro (fora de sincronia).
Causas Possíveis & Solução de Problemas:
C1: Falha no Servoacionador / Amplificador.
Verifique: Procure um código de erro na própria unidade do servoacionador (geralmente localizada no painel elétrico). Consulte o manual do fabricante do acionador.
Ação: Reinicie a falha desligando e ligando a máquina. Se persistir, anote o código de erro para o suporte técnico.
C2: Problema no Codificador / Cabo de Retorno.
Verifique: Inspeccione os cabos do codificador conectados na parte traseira dos motores servo quanto a danos ou conexões soltas.
C3: Obstrução Mecânica.
Verifique: Verifique manualmente se o cabeçote (eixo Y) ou o batente (eixo X) podem se mover livremente. Pode haver uma obstrução física.
C4: Freio do Motor Acionado.
Verifique: O freio do motor servo (especialmente no eixo Y) pode não estar sendo liberado. Você pode ouvir um zumbido no motor, mas sem movimento.
3. Erro "Eixo Não Referenciado" ou "Por Favor Defina Referência"
Sintomas da falha:
A máquina não pode iniciar um ciclo.
O controlador solicita um procedimento de referência.
Causas Possíveis & Solução de Problemas:
C1: A Máquina foi Desligada.
Ação: Este é um procedimento padrão. Você deve executar a operação de "Referência" ou "Retorno ao Zero" após a máquina ser ligada. Navegue até a tela manual e execute o ciclo de referência para todos os eixos.
C2: Falha no Interruptor de Referência / Sensor de Proximidade.
Verifique: O sensor que detecta a posição inicial pode estar sujo, desalinhado ou com defeito. Isso geralmente requer um técnico.
4. Alarme de "Sobrecarga" ou "Alta Pressão"
Sintomas da falha:
O alarme ocorre durante o ciclo de dobragem, frequentemente próximo ao ponto inferior.
Causas Possíveis & Solução de Problemas:
C1: Configuração Incorreta de Tonelagem (Pressão).
Verifique: A pressão de dobragem programada é muito alta para o material ou para a capacidade da máquina. Revise e reduza a configuração de pressão no programa.
C2: Seleção incorreta de matriz.
Verifique: Usar uma matriz em V muito pequena para a espessura do material exige força excessiva. Verifique se a abertura da matriz em V está correta para o material (normalmente, abertura V = 8 x Espessura do material).
C3: Dobragem fora da capacidade da máquina.
Verifique: Pode estar a tentar dobrar um material demasiado espesso ou demasiado longo para a capacidade nominal da máquina.
5. Ângulo de dobragem inconsistente
Sintomas da falha:
O ângulo de dobragem varia de peça para peça, mesmo com o mesmo programa.
Causas Possíveis & Solução de Problemas:
C1: Variações do material.
Verifique: Variações na espessura, dureza ou direção da granulação do material podem causar variação do ângulo. Consulte os certificados do material.
C2: Ferramentas desgastadas ou incorretas.
Verifique: Inspecione o punção e a matriz quanto a desgaste ou danos. Certifique-se de que as ferramentas corretas estão sendo usadas para o ângulo especificado.
C3: Falta de compensação de curvatura.
Ação: Se dobrar chapas longas, a mesa da máquina pode sofrer flexão. Use a função "Crowning" (manual ou automática) para compensar essa deflexão. Re-calibre se necessário.
C4: Sistema hidráulico instável.
Verifique: Nível baixo de óleo hidráulico, óleo sujo ou válvula defeituosa podem causar instabilidade de pressão. Verifique o nível e a temperatura do óleo.
6. O contra-encosto (X, R, Z) não atinge a posição ou é impreciso
Sintomas da falha:
O contra-encosto para em posição incorreta ou vibra ao parar.
Causas Possíveis & Solução de Problemas:
C1: Obstrução mecânica ou desalinhamento.
Verifique: Procure rebarbas, detritos ou cavacos nos trilhos e parafusos do contra-encosto. Limpe e lubrifique os guias.
C2: Acoplamento solto ou correia de transmissão folgada.
Verifique: O acoplamento entre o motor servo e o fuso de esferas, ou a correia de transmissão (se aplicável), pode estar solto.
C3: Folga.
Ação: Com o tempo, o desgaste mecânico pode causar folga. O controlador geralmente possui um ajuste de "Compensação de Folga" que pode ser configurado por um técnico.
Fluxograma Geral de Solução de Problemas
1. Anote a Mensagem de Erro Exata no display E21.
2. Consulte o Manual do Fabricante da Máquina. Ele contém os códigos de erro e procedimentos mais específicos.
3. Realize uma Reinicialização Simples: Desligue completamente a máquina, aguarde 10 segundos e ligue-a novamente.
4. Verifique Problemas Obvios: Cabos soltos, disjuntores desarmados, nível baixo de óleo hidráulico, ruídos incomuns.
5. Isole o Problema: Determine se é um problema de controle (controlador, programação), elétrico (motor, inversor, sensor) ou mecânico (eixo travado, ferramenta desgastada).
6. Entre em Contato com o Suporte Técnico: Se o problema não for resolvido com verificações básicas, forneça a mensagem de erro exata e as etapas que você já realizou.
Lembre-se: Apenas pessoal qualificado deve realizar reparos elétricos internos.

