















































Dlaczego automatyczny tryb DELEM DA-69S jest przyjazny dla użytkownika?
W dziedzinie zaawansowanych operacji giętarek, automatyczny tryb DELEM DA-69S wyróżnia się przyjaznym dla użytkownika designem. Niezależnie od tego, czy jesteś doświadczonym technikiem, czy nowicjuszem w obsłudze giętarek, ten artykuł przeprowadzi Cię przez kluczowe zalety tego trybu i wyjaśni, jak upraszcza procesy obróbki metalu oraz poprawia efektywność pracy.
I. Intuicyjny projekt interfejsu automatycznego trybu DELEM DA-69S
Projekt interfejsu ma kluczowe znaczenie dla poprawy użyteczności. Automatyczny tryb DA-69S upraszcza logikę operacyjną i optymalizuje prezentację informacji, czyniąc złożone operacje gięcia bardziej dostępne.
1. Uproszczone menu nawigacyjne
Menu nawigacyjne trybu automatycznego urządzenia DA-69S zostało zoptymalizowane i charakteryzuje się przejrzystą logiką działania:
• Naciśnij przycisk „Auto”, aby przełączyć system sterowania w tryb automatycznej produkcji.
• Naciśnij klawisz „Start”, a program wykona kolejne kroki gięcia sekwencyjnie, bez konieczności ingerencji ręcznej, znacznie zwiększając wydajność.
• Podczas przełączania między różnymi produktami w bibliotece produktów tryb automatyczny może bezpośrednio przejść do stanu produkcyjnego bez konieczności powtarzania ustawień.
• Podczas wybierania nowego programu gięcia system wyświetli ostrzeżenie „sprawdź narzędzia”, aby zapewnić dokładność modelu i położenia narzędzi, unikając tym samym błędów operacyjnych.

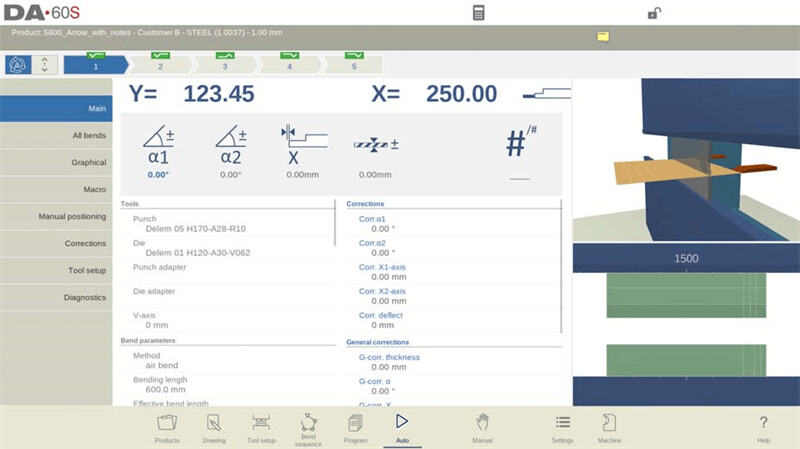
Dodatkowo górna część ekranu w trybie automatycznym wyraźnie wyświetla aktualnie wybrany produkt oraz jego opis, umożliwiając szybką weryfikację. Selektor gięcia u góry pokazuje wszystkie oczekujące etapy gięcia; dotknięcie etapu wybiera docelową operację, a naciśnięcie przycisku start uruchamia produkcję od tego etapu, zapewniając większą elastyczność. Duże ikony (przyciski w stylu kafelków) powyżej menu ułatwiają szybką modyfikację często używanych parametrów, zmniejszając liczbę czynności operacyjnych.
2. Szczegółowe ustawienia parametrów
Ten tryb umożliwia dokładne dostosowanie parametrów, pozwalając na dostosowanie do różnych wymagań gięcia w celu zapewnienia dokładności obróbki:
• Korekty kąta (osie Y1/Y2): Korekty można wykonywać oddzielnie dla lewej i prawej strony maszyny. Na przykład, jeśli zaprogramowany kąt 90° skutkuje zgięciem o kącie 92°, wystarczy ustawić wartość korekty -2°. Wartość ta jest automatycznie zapisywana, aby zapewnić spójność w kolejnych operacjach.
• Korekty osi Y1/Y2: Stosowane do programowania absolutnego lub procesów kątowania. Parametry korekcyjne są przechowywane w aktualnie aktywnym programie, co eliminuje konieczność ich ponownego wprowadzania.
• Korekty osi pomocniczych: Aktywowane na podstawie odchylenia gięcia osi X, te korekty optymalizują dokładność gięcia i upraszczają przepływ pracy.
• Korekty ogólne: Uniwersalne parametry, takie jak grubość, kąt oraz korekty osi X, są stosowane we wszystkich etapach gięcia w programie, dostosowując się do różnic w materiałach i błędach maszyny, aby zapewnić jednolitą jakość wyrobu.
• Korekty specjalistyczne: Obsługuje korektę ugięcia i korektę osi podparcia detalu (PST), spełniając wymagania dotyczące precyzji złożonych zadań gięciowych.
• Parametry materiału i powtórzeń: Operatorzy mogą skutecznie zarządzać licznikiem materiału i ustawiać powtarzane kroki obróbki, aby zoptymalizować rytm produkcji.
• Opcja trybu krokowego: W przeciwieństwie do ciągłego trybu automatycznego, tryb krokowy wstrzymuje się po każdym cyklu gięcia, umożliwiając operatorom sprawdzenie stanu przedmiotu obrabianego i wprowadzenie odpowiednich korekt.
3. Intuicyjne tryby wyświetlania dla płynnej obsługi
Tryby wyświetlania charakteryzują się przyjaznym układem, który pozwala operatorom szybko przełączać funkcje bez konieczności nauki skomplikowanych operacji, co skraca czas przygotowania. Podczas pierwszego wejścia w tryb automatyczny system domyślnie uruchamia widok główny, a inne tryby wyświetlania można wybrać z prawej strony ekranu. Przełączanie widoków nie zmienia danych gięcia ani nie przerywa statusu uruchomienia. Funkcje poszczególnych widoków są następujące:
• Widok główny (Main): Wyświetla dane liczbowe oraz informacje graficzne (jeśli dostępne) dotyczące gięcia. Obsługuje bezpośrednie programowanie parametrów korekcyjnych i przełączanie między widokiem graficznym a numerycznym. Pozycję gięcia można sprawdzić za pomocą funkcji powiększenia, przesuwania i obracania. Widok narzędzia automatycznie koncentruje się na aktualnie używanym narzędziu, wskazując odpowiednią stację narzędzia.
• Widok wszystkich gięć (All Bends): Pokazuje wszystkie dane gięcia w formie tabelarycznej z możliwością wyświetlenia lub ukrycia panelu graficznego. Parametry są ułożone w wierszach, co ułatwia przegląd partii.
• Widok graficzny (Graphical): Zapewnia pełnoekranowy interfejs graficzny procesu gięcia, z możliwością przełączenia na widok 3D w celu szczegółowej obserwacji. Umożliwia również dostosowanie kąta widoku, skali powiększenia oraz sprawdzenie zdjęć poszczególnych kroków.
• Widok makro (Macro): Wyświetla wartości osi w postaci listy z dużą czcionką, odpowiednią do sytuacji, gdy operacje są wykonywane w oddaleniu od pulpitu sterowniczego. Umożliwia jednoczesne monitorowanie pozycji zadanej i rzeczywistej wszystkich osi.
• Widok ręcznego pozycjonowania (Ręczne pozycjonowanie): Wyświetla wartości osi w dużym rozmiarze, umożliwiając kontrolę i regulację pozycji osi za pomocą pokrętła ręcznego. Naciśnięcie strzałki wskaźnika programowania (położonej pomiędzy wartością rzeczywistą a zaprogramowaną) powoduje zapisanie bieżącej wartości osi do kroku programu. Jeśli podłączono opcjonalny zewnętrzny terminal ręczny, możliwe jest również zdalne sterowanie pokrętłem ręcznym w celu programowania osi i pozycji gięcia.
• Widok korekt (Korekty): Wyświetla wartości korekcyjne dla wszystkich etapów gięcia oraz dostosowuje podpory zgodnie z potrzebami. Po wprowadzeniu wartości korekcyjnej α1 system automatycznie skopiuje ją do α2, zachowa różnicę między nimi lub pozostawi α2 bez zmian, w zależności od parametru "Programowanie korekcji kąta". Kolumna "Zapisana korekta" (wyświetlana po aktywowaniu bazy danych korekcji kątów) oznacza wartość korekcyjną dla każdego gięcia; puste pole oznacza brak wpisu w bazie danych, a znak ">" wskazuje identyczne wartości gięcia. Kliknięcie opcji "Wszystkie z zapisanych" synchronizuje wszystkie wartości korekcyjne gięcia w programie z wartościami z bazy danych. Dodatkowo istnieje możliwość dodawania wpisów do tabeli dopuszczalnych odchyłek poprzez opcję "Dopuszczenie gięcia" oraz obliczania wartości korekcyjnych na podstawie zmierzonych kątów (wprowadzenie pojedynczej zmierzonej wartości powoduje jej jednolite zastosowanie, natomiast wprowadzenie wartości lewej/prawej/środkowej umożliwia korektę wybrzuszenia absolutnego). Opcjonalny kątomierz pozwala bezpośrednio wprowadzać zmierzone wartości, a wartości korekcyjne są aktualizowane po nowym cyklu gięcia.
• Widok ustawień narzędzia (Tool Setup): Wyświetla konfigurację narzędzia wymaganą dla bieżącego programu, umożliwiając sprawdzenie właściwości i położeń narzędzi, ale nie ich modyfikację. Aby dostosować narzędzia, należy opuścić tryb automatyczny i przejść do menu "Ustawienia narzędzia".
• Widok diagnostyki (Diagnostics): Głównie używany w celach konserwacyjnych, monitoruje stan pracy niezależnych osi oraz status wejść/wyjść systemu sterowania, zapewniając dane wspomagające lokalizację usterek.
II. Dodatkowe funkcje zwiększające precyzję i wydajność
Oprócz projektu interfejsu, tryb automatyczny DA-69S wyposażony jest w szereg praktycznych funkcji dalszych zwiększających precyzję obróbki i efektywność produkcji.
1. Funkcja notatek (Notes)
Operatorzy mogą dodawać notatki do produktów lub programów w trybie automatycznym:
• Notatki mogą zawierać ogólne opisy lub szczegóły dotyczące konkretnych etapów gięcia, a także można do nich dołączać dokumenty referencyjne w formacie PDF.
• Wskaźnik "notatki" na ekranie sygnalizuje obecność nowych notatek; dotknięcie go pozwala je wyświetlić, zapewniając dostęp do kluczowych informacji w każdej chwili.
2. Korekcja gięcia pojedynczego/ciągłego
Obsługuje ustawianie ogólnych parametrów korekcji dla etapów gięcia pojedynczego lub ciągłego. Naciśnięcie opcji "Korekcja gięcia pojedynczego" lub "Korekcja gięcia ciągłego" otwiera oddzielne okno do wprowadzania wartości korekcyjnych:
• Podczas modyfikowania ogólnej korekcji kąta wszystkie powiązane indywidualne wartości korekcyjne są automatycznie przeliczane i odwrotnie.
• Osie α1 i α2 mogą mieć niezależne wartości korekcyjne. Po wprowadzeniu wartości korekcyjnej dla α1 system automatycznie zsynchronizuje ją z α2, zachowując różnicę między nimi lub pozostawiając α2 bez zmian, w zależności od parametru "Programowanie korekcji kąta". Aby dostosować α2, należy działać bezpośrednio w oknie korekcji gięcia pojedynczego/ciągłego lub zmodyfikować jego indywidualne wartości korekcyjne.
3. Tryb próbnego gięcia
Ten tryb został zaprojektowany specjalnie do precyzyjnej kalibracji, pomagając operatorom w optymalizacji parametrów przed rozpoczęciem formalnej produkcji:
• Po aktywacji wszystkie osie pozostają w pozycji wycofanej po pierwszym cyklu gięcia. Jeśli funkcja podparcia części jest włączona, oś podparcia utrzymuje aktualny kąt.
• Oś Y zatrzymuje się w górnym martwym punkcie (UDP), co pozwala operatorom na zmierzenie kąta gięcia i wprowadzenie korekt. Po zakończeniu korekt oś podparcia części wznowi działanie, gdy oś Y przekroczy określoną pozycję, zapewniając dokładność w kolejnych operacjach gięcia.
4. Sterowanie Produkcją na Halii i Funkcja Listy Zadań
Upraszcza procesy zarządzania produkcją oraz wspiera monitorowanie wielu partii i śledzenie postępów:
• Gdy system znajduje się w trybie realizacji zadań, wskaźnik zadania pokazuje bieżący stan; naciśnięcie go umożliwia przeglądanie i zarządzanie zadaniami.
• Gdy konieczne jest przełączenie partii produktu na liście zadań, naciśnij klawisz funkcji „Aktywuj produkt”, a system automatycznie przełączy się na docelowy produkt.
• Podczas produkcji operatorzy mogą aktualizować "liczbę uszkodzonych produktów"; system automatycznie dostosowuje "liczbę wyprodukowanych sztuk", którą można również ręcznie modyfikować. Zarówno operatorzy, jak i menedżerowie zadań mogą dodawać rekordy produkcyjne lub notatki w polu "komentarz".
• Status zadania dzieli się na cztery kategorie:
◦ Nowe: Żaden produkt z tej partii nie został jeszcze wyprodukowany;
◦ Niekompletne: Celowy nakład tej partii nie został osiągnięty;
◦ W toku: Ta partia została załadowana do maszyny i jest w trakcie produkcji;
◦ Zakończone: Produkcja tej partii została potwierdzona jako ukończona.
• Zadanie pozostaje aktywne, aż nowy produkt lub zadanie zostanie wybrane w trybie "Produkty". Po załadowaniu nowego produktu oryginalne zadanie jest automatycznie dezaktywowane i musi zostać ponownie wybrane i uruchomione, jeśli będzie potrzebne.
III. Często zadawane pytania (FAQ)
1. W jaki sposób funkcja kontroli stanowiska pracy wspiera tryb automatyczny DELEM DA-69S?
Funkcja kontroli stanowiska produkcyjnego pozwala operatorom na jednoczesne monitorowanie wielu partii produkcyjnych, aktualizację liczby produktów w czasie rzeczywistym oraz dokładne śledzenie postępu produkcji. to zmniejsza pracochłonność ręcznej pracy statystycznej i dalsze poprawia efektywność operacyjną oraz dokładność danych w trybie automatycznym.
2. Jak dokładnie skalibrować giętarkę podczas korzystania z trybu automatycznego DA-69S?
Najpierw upewnij się, że giętarka jest wyregulowana poziomo. Następnie użyj cyfrowego czujnika do zmierzenia kąta matrycy gięcia i dostosuj parametry zgodnie z wytycznymi kalibracji podanymi przez producenta. Po dokonaniu regulacji sprawdź wynik kalibracji, aby upewnić się, że spełnia wymagania dotyczące dokładności obróbki.
3. Jaka jest częstotliwość konserwacji giętarki, gdy włączony jest tryb automatyczny DA-69S?
Zaleca się przeprowadzanie przeglądów konserwacyjnych co 500 godzin pracy. Obejmuje to sprawdzanie zużycia kluczowych komponentów (takich jak osie i matryce), czyszczenie maszyny z pozostałości oraz smarowanie ruchomych elementów w celu utrzymania optymalnych warunków pracy w trybie automatycznym.
IV. wniosek
Wysoka użyteczność trybu automatycznego DELEM DA-69S wynika z jego podwójnych zalet: „intuicyjnego projektowania interfejsu + funkcji zwiększonej precyzji”. Interfejs upraszcza logikę operacyjną i skraca czas nauki, podczas gdy dodatkowe funkcje zapewniają dokładność i wydajność. Zarówno nowi, jak i doświadczeni operatorzy mogą szybko go opanować, co ułatwia proces gięcia w warsztacie.
Jeśli potrzebujesz dodatkowych informacji na temat szczegółowej obsługi trybu automatycznego DA-69S lub masz pytania spersonalizowane, skontaktuj się z naszym zespołem w celu uzyskania wsparcia. Możesz również zapoznać się z większą liczbą powiązanych materiałów, aby zoptymalizować swój plan obróbki metali.
Czy chcesz, abym przygotował Tabela szybkiego odniesienia do podstawowych operacji dla trybu automatycznego DELEM DA-69S ? Upraszcza kluczowe kroki nawigacji w menu, ustawień parametrów oraz trybów wyświetlania do zwięzłej tabeli, ułatwiając szybkie odwoływanie się do niej i korzystanie podczas pracy na miejscu.

