















































Co można dostosować w trybie ustawień DELEM DA-66T?
Spis treści
• Wprowadzenie do trybu ustawień systemu sterowania
• Opcje parametrów
• Materiały programistyczne wraz z ich właściwościami
• Funkcje tworzenia kopii zapasowej/przywracania
Kopia zapasowa produktu
Przywrócenie produktu
Kopia zapasowa narzędzia
Przywrócenie narzędzia
Kopia zapasowa i przywracanie tabel i ustawień
• Nawigacja po katalogach
• Ustawienia programu
• Ustawienia wartości domyślnych
• Ustawienia obliczeń
• Ustawienia produkcji
• Obliczanie czasu produkcji
• Ustawienia czasu
• Najczęściej zadawane pytania (FAQ)
• Podsumowanie
Podczas obsługi systemu sterowania DELEM DA-66T dogłębne zrozumienie różnych funkcji dostosowywalnych w trybie ustawień jest kluczowe dla poprawy wydajności i efektywności eksploatacji giętarki. Jeśli interesują Cię indywidualne konfiguracje dostępne w tym trybie ustawień, w niniejszym artykule szczegółowo omówione zostaną podstawowe pozycje dostosowań, aby pomóc Ci precyzyjnie zoptymalizować parametry giętarki i maksymalnie zwiększyć wydajność produkcji.
Wprowadzenie do trybu ustawień systemu sterowania
Naciśnięcie przycisku „Ustawienia” na pasku nawigacyjnym przełącza system sterowania w tryb ustawień. Wszystkie funkcje w tym trybie są logicznie pogrupowane w osobne zakładki, a konkretne ustawienia każdej zakładki zostaną szczegółowo omówione w dalszej części tekstu.
Tryb ustawień DELEM DA-66T stanowi kompleksowy centrum sterowania, umożliwiając operatorom elastyczne konfigurowanie różnych parametrów maszyny w celu dopasowania się do różnorodnych wymagań operacyjnych przy jednoczesnym zapewnieniu zawsze idealnego poziomu dokładności gięcia. Jest to kluczowy moduł funkcjonalny gwarantujący stabilność produkcji.
Opcje parametrów
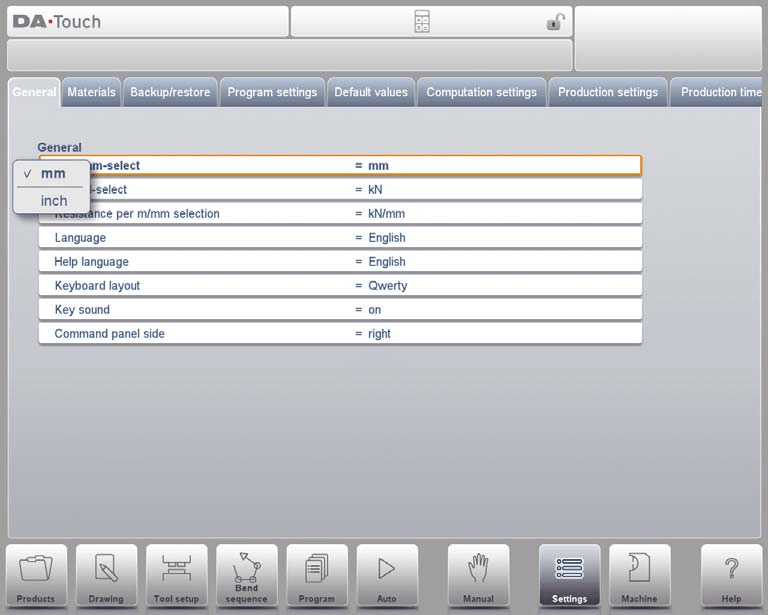
Po wybraniu odpowiedniej karty kliknij parametr, który chcesz zmodyfikować, aby dokonać odpowiednich dostosowań. Jeśli parametr jest typu liczbowego lub alfanumerycznego, system automatycznie wyświetli klawiaturę, za pomocą której można wprowadzić docelową wartość. Konkretnie dostępne opcje do regulacji są następujące:
• Wybór cali/mm: Łatwe przełączanie się między systemami miar w celu spełnienia wymagań projektowych.
• Wybór ton/kN: Wybór jednostki miary siły najlepiej odpowiadającej specyfikacji operacyjnej, zapewniający dokładność danych.
• Wybór oporu na metr/mm: Dostosowanie parametrów oporu zgodnie z charakterystyką materiałów obrabianych oraz wymaganiami technologicznymi.
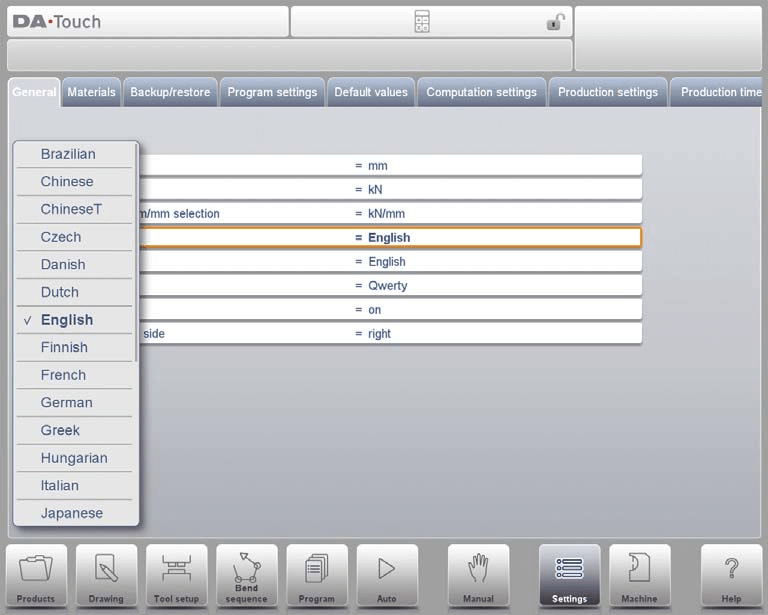
• Język: Wybierz preferowany język interfejsu operacyjnego, aby zwiększyć wygodę obsługi.
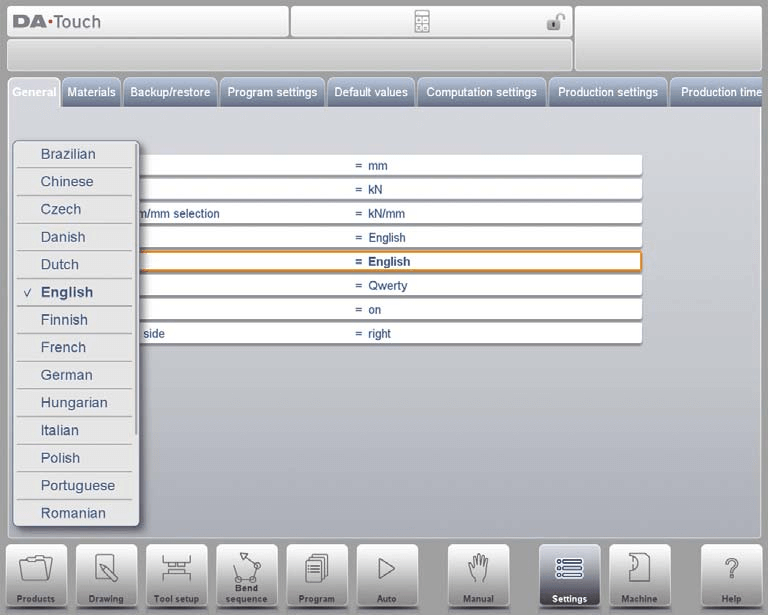
• Język pomocy: Ustaw język wyświetlania dokumentacji pomocy, aby wspierać współpracę międzynarodowych zespołów.
• Układ klawiatury: Dostosuj układ klawiatury do swoich nawyków operacyjnych, aby zwiększyć wydajność wprowadzania danych.
• Dźwięk klawiszy: Włącz lub wyłącz dźwięki klawiszy, aby uzyskać informację zwrotną dźwiękową podczas obsługi.
• Strona panelu poleceń: Dostosuj ustawienia wyświetlania, aby zoptymalizować dostępność panelu sterowania.
Materiały programowe wraz z ich właściwościami
Na tej karcie można programować materiały oraz ich właściwości. Można edytować istniejące materiały, dodawać nowe materiały lub usuwać nadmiarowe materiały. System sterowania może zapamiętać parametry maksymalnie 99 materiałów.
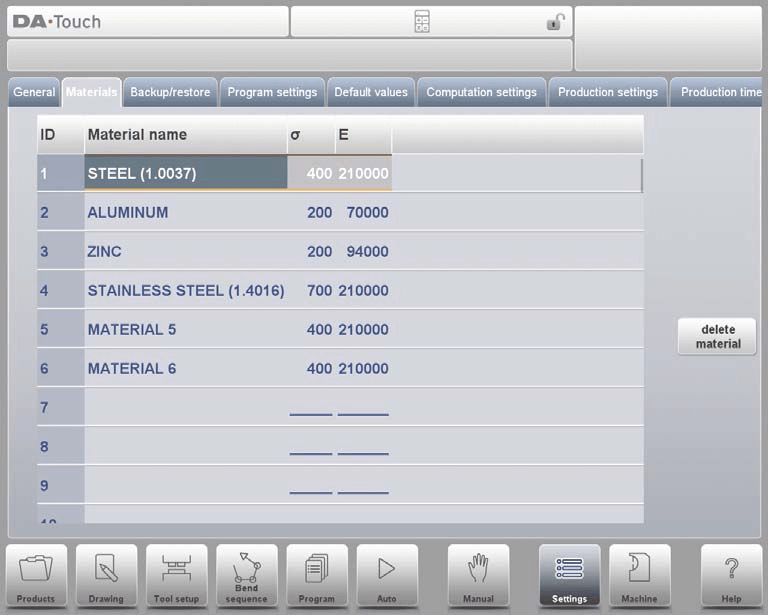
Każdy materiał zawiera trzy podstawowe właściwości, które można przeglądać i modyfikować:
• Nazwa materiału: Jednoznaczne określenie typu materiału, zapewniające czytelny opis przepływu procesowego.
• Wytrzymałość na rozciąganie: Wprowadź dokładne wartości wytrzymałości na rozciąganie, które są kluczowymi parametrami zapewniającymi dokładność operacji gięcia.
• Moduł sprężystości (moduł E): Określ moduł sprężystości materiału, aby zapewnić, że obsługa materiału przez maszynę jest zgodna z wymaganiami wynikającymi z jego właściwości fizycznych.
Materiały są początkowo wyświetlane w kolejności rosnącej według numeru materiału (ID). Kliknięcie nagłówka kolumny umożliwia sortowanie według dowolnej właściwości w porządku rosnącym lub malejącym. Aby zmodyfikować istniejący materiał, wystarczy wybrać odpowiedni materiał i bezpośrednio edytować jego parametry; aby usunąć materiał, należy zaznaczyć odpowiedni wiersz i skorzystać z funkcji „Usuń materiał”; aby dodać nowy materiał, należy wybrać pusty wiersz i wprowadzić odpowiednie parametry właściwości, aby ukończyć programowanie.
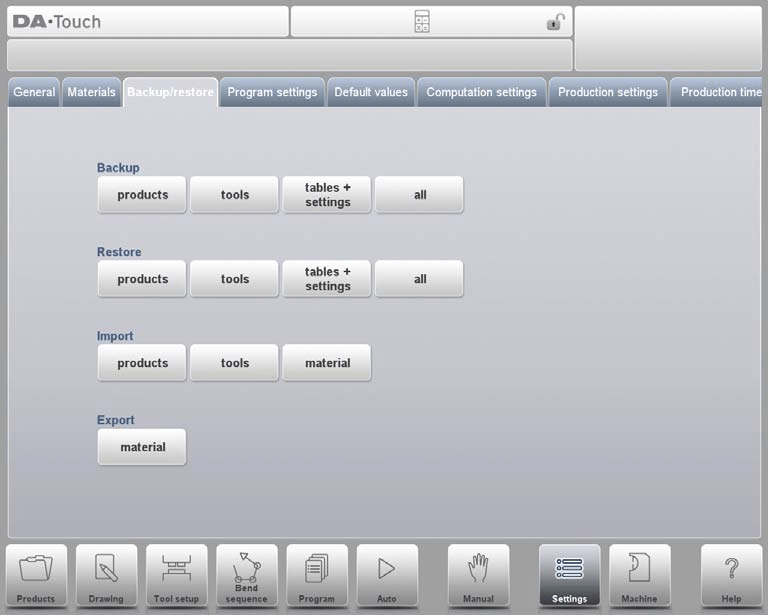
Funkcje tworzenia kopii zapasowej / przywracania
Tryb ustawień DELEM DA-66T oferuje obszerne funkcje tworzenia kopii zapasowych i przywracania, umożliwiając tworzenie kopii zapasowych oraz przywracanie danych dotyczących produktów, narzędzi, ustawień i tabel. Jest również zgodny z importowaniem danych produktów i narzędzi z starszych modeli sterowników.
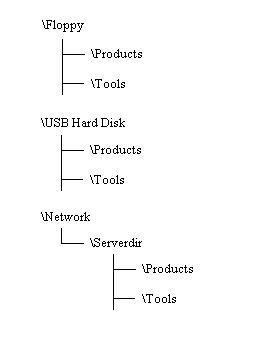
Procesy tworzenia kopii zapasowych i przywracania narzędzi oraz produktów są spójne i stosowalne do wszystkich nośników kopii zapasowych (np. pamięć sieciowa, pendrive’y USB itp.). Katalog kopii zapasowej składa się z urządzenia przechowywania (pendrive USB, sieć) oraz określonego folderu. Możesz elastycznie wybrać odpowiedni katalog w zależności od podłączonych urządzeń. W razie potrzeby możesz utworzyć lub określić docelowy folder, a ścieżki przechowywania kopii zapasowych dla produktów i narzędzi można ustawić niezależnie.
Kopia zapasowa produktu
Wybierz opcję „Produkty” z głównego menu „Kopia zapasowa”, aby rozpocząć proces tworzenia kopii zapasowej programu produktu.

Po ustawieniu początkowego katalogu kopii zapasowej przejdziesz do interfejsu tworzenia kopii zapasowej produktów. Główne funkcje są następujące:
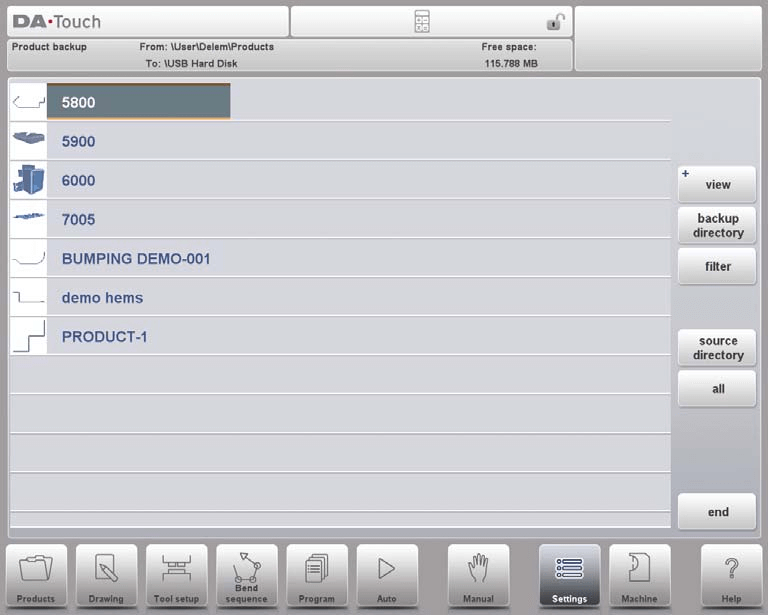
• Wyświetlanie bieżącej lokalizacji: Bieżąca ścieżka pliku źródłowego oraz ścieżka docelowa kopii zapasowej są wyraźnie wyświetlane u góry interfejsu.
• Kopia zapasowa pojedynczego produktu: Kliknij, aby wybrać docelowy produkt; system wyświetli znacznik kopii zapasowej w celu potwierdzenia operacji. Jeśli w ścieżce kopii zapasowej istnieje już plik o tej samej nazwie, pojawi się okno z pytaniem, czy zastąpić go nowym plikiem.
• Masowa kopia zapasowa wszystkich produktów: Użyj opcji „Wszystkie”, aby w jednym kliknięciu wykonać masową kopię zapasową wszystkich produktów.
• Modyfikacja katalogów: Dostosuj ścieżkę pliku źródłowego, w której znajduje się produkt, za pomocą opcji „Katalog źródłowy”, a lokalizację przechowywania pliku kopii zapasowej wybierz za pomocą opcji „Katalog kopii zapasowej”, co ułatwia szybkie nawigowanie do docelowego folderu.
Przywrócenie produktu
Wybierz opcję „Produkty” z głównego menu „Przywróć”.

Po ustawieniu początkowego katalogu przywracania przejdziesz do interfejsu przywracania produktów. Proces operacji wygląda następująco:
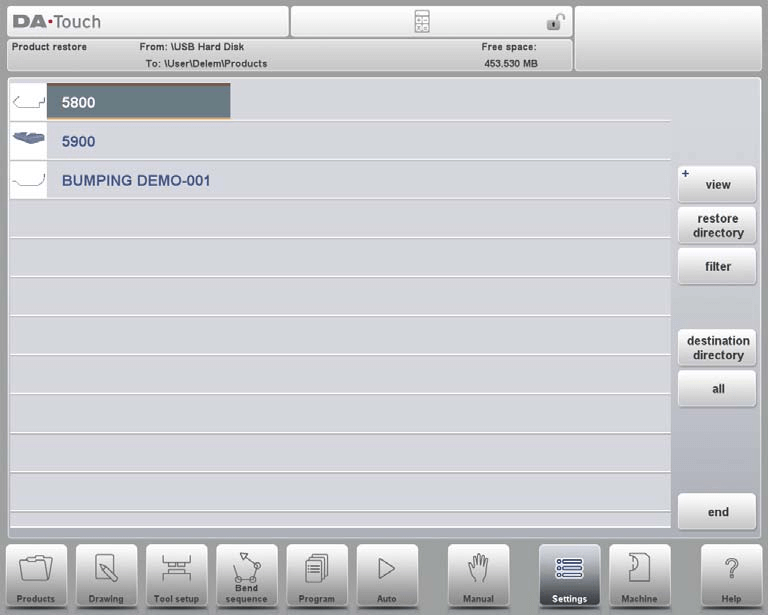
• Przeglądanie i wybieranie produktów: Zgodnie z logiką działania trybu Produkt można wygodnie przeglądać produkty w wybranym katalogu oraz wybierać pliki do przywrócenia. Bieżąca ścieżka źródłowa i docelowa przywracania są wyświetlane u góry interfejsu.
• Potwierdzenie przywracania: Kliknij, aby wybrać produkt do przywrócenia. Jeśli plik o tej samej nazwie już istnieje w ścieżce docelowej, system wyświetli monit z prośbą o potwierdzenie zastąpienia.
• Dostosowanie katalogów: Zmień ścieżkę źródłową pliku do przywrócenia za pomocą opcji „Katalog przywracania”, a lokalizację przechowywania po przywróceniu pliku określ za pomocą opcji „Katalog docelowy”.
Podsumowując, tryb ustawień DELEM DA-66T zapewnia wydajne i wygodne narzędzia do zarządzania danymi produktu i ich przywracania, gwarantując bezpieczeństwo danych produkcyjnych.
Kopia zapasowa narzędzia
Wybierz opcję „Narzędzia” z głównego menu „Kopia zapasowa”.
Po ustawieniu początkowego katalogu kopii zapasowej przejdzie się do interfejsu tworzenia kopii zapasowej narzędzi. Funkcja ta pozwala na tworzenie kopii zapasowych narzędzi w systemie sterowania (w tym matryc, stempli lub parametrów kształtu maszyny), a proces operacyjny jest taki sam jak przy tworzeniu kopii zapasowych produktów.

Przywrócenie narzędzia
Proces przywracania narzędzi jest identyczny z procesem przywracania produktów i opiera się na tym samym ustawieniu katalogu, wyborze pliku oraz logice potwierdzenia, co zapewnia szybkie przywrócenie danych dotyczących narzędzi.
Kopia zapasowa i przywracanie tabel i ustawień
Za pomocą karty „Kopia zapasowa/przywracanie” można zarządzać ustawieniami użytkownika oraz danymi tabelarycznymi, stosując tę samą logikę operacyjną co przy tworzeniu kopii zapasowych i przywracaniu produktów oraz narzędzi. Funkcja „Wszystko” umożliwia automatyczne wykonanie pełnego zestawu operacji tworzenia kopii zapasowych lub przywracania produktów, narzędzi, tabel i ustawień w określonej kolejności, co upraszcza proces zbiorczego zarządzania danymi.
Nawigacja katalogiem
Podczas korzystania z funkcji „Katalog zapasowy” system wyświetli listę dostępnych katalogów zapasowych. W interfejsie nawigacji po katalogach można wykonać następujące operacje:
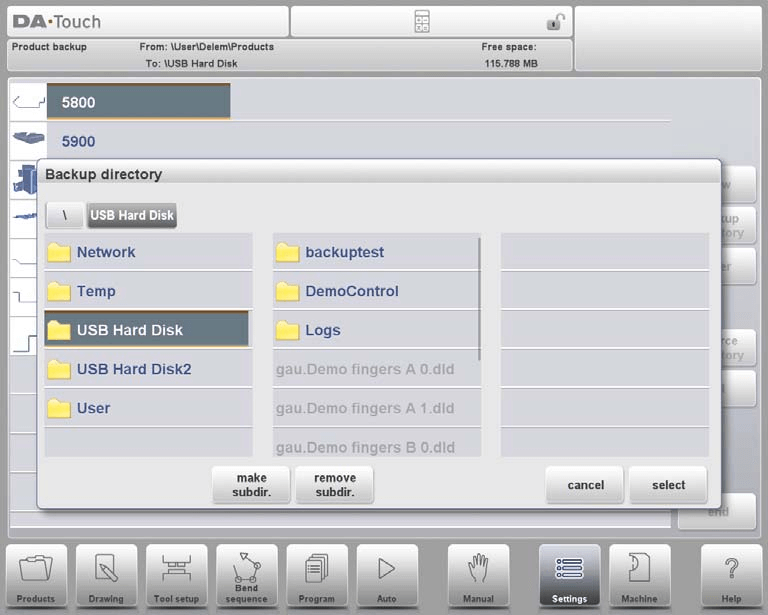
• Nawigacja hierarchiczna: kliknij ikonę kropki, aby rozwinąć podkatalogi, a opcję „NADKATALOG”, aby wrócić do katalogu wyższego poziomu; kliknij „Wybierz”, aby potwierdzić bieżący katalog.
• Przełączanie urządzeń: klikaj wielokrotnie opcję „NADKATALOG”, aż do osiągnięcia katalogu najwyższego poziomu, aby wybrać inne urządzenia pamięciowe oraz odpowiadające im podkatalogi; w przypadku urządzeń połączonych sieciowo należy najpierw wybrać opcję „Sieć”, a następnie docelowy wolumin sieciowy – stosując tę samą logikę działania co w przypadku innych urządzeń.
• Zarządzanie katalogami: utwórz nowy folder za pomocą opcji „Utwórz podkatalog”, a niepotrzebne foldery usuń za pomocą opcji „Usuń podkatalog”; kliknij nazwę podkatalogu, aby wejść do niego, a na końcu potwierdź wybrany katalog za pomocą opcji „Wybierz”.
Ustawienia programu
Racjonalna konfiguracja różnych parametrów w ustawieniach programu może znacznie poprawić dokładność gięcia. Konkretnie dostępne opcje dostosowania są następujące:
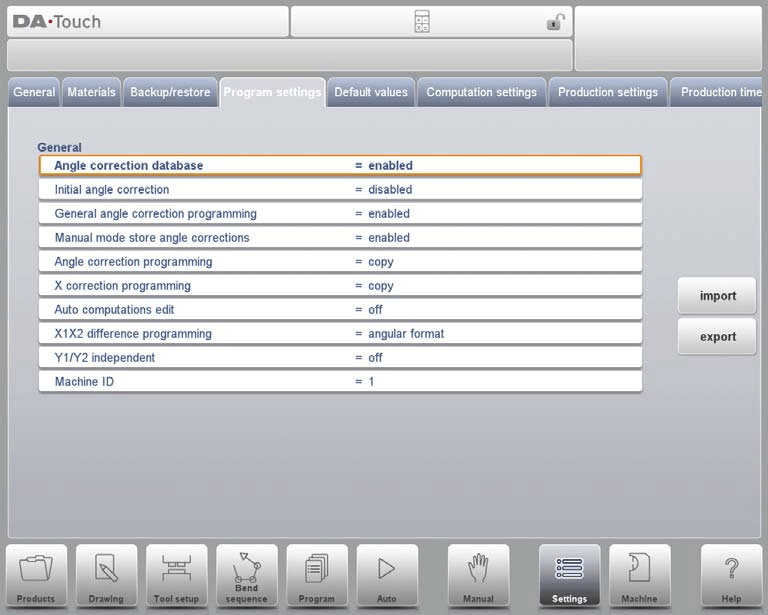
• Baza danych korekcji kąta: Po włączeniu można utworzyć dedykowaną bazę danych korekcji kąta, umożliwiającą ciągłą optymalizację dokładności gięcia.
• Korekcja początkowa kąta: Ustawienie parametrów korekcji początkowej kąta zgodnie z wymaganiami projektu.
Wyłączone: Korekcja początkowa kąta nie może być programowana.
Włączone: Korekcja początkowa kąta może być programowana we wszystkich przeglądach korekcji.
• Programowanie ogólnej korekcji kąta: Dostosowanie globalnych parametrów korekcji kąta w celu zapewnienia spójności działania.
Wyłączone: Brak funkcji ogólnej korekcji kąta.
Włączone: Tylko G-korr. α1 (ustawienie domyślne).
α1 i α2: Obsługa korekcji dwuparametrowej – G-korr. α1 oraz G-korr. α2.
• Zapis korekcji kąta w trybie ręcznym: Zapisywanie danych korekcji kąta podczas operacji ręcznych w celu wykorzystania ich jako odniesienia w kolejnych operacjach.
• Programowanie korekcji kąta: Programowanie dopasowanych parametrów korekcji kąta dla złożonych wymagań projektowych.
• Programowanie korekcji osi X: Precyzyjne dostosowanie parametrów korekcji osi X w celu zapewnienia dokładności gięcia.
Kopiuj: Automatyczna synchronizacja z CX2 podczas modyfikowania CX1 (ustawienie domyślne).
Delta: Zachowanie niezmienionej różnicy między CX1 a CX2 podczas modyfikowania CX1.
Niepodziale: Parametry CX1 i CX2 można modyfikować niezależnie od siebie.
• Edycja automatycznych obliczeń: Zautomatyzowanie procesu obliczeniowego w celu zmniejszenia błędów wynikających z ręcznej obsługi, co może również wpływać na wartości innych powiązanych parametrów.
• Programowanie różnicy X1/X2: Określenie żądanej różnicy programowej między X1 a X2. Jeśli maszyna jest wyposażona w dwie niezależne osie X (X1 i X2) oraz zainstalowano opcję OP-W-X@, wartości X1 i X2 można programować zgodnie z zależnością kątową.
• Niezależne osie Y1/Y2: Skonfigurowanie parametrów niezależnej pracy osi Y w celu zwiększenia elastyczności obsługi.
Wyłączone: Tryb programowania pojedynczej osi Y (ustawienie domyślne).
Włączone: Parametry Y1 i Y2 można programować niezależnie.
• Identyfikator maszyny: Wartość domyślna to 1; można ją dostosować zgodnie z rzeczywistą konfiguracją urządzenia.
Ustawienia wartości domyślnych
Ustawienia wartości domyślnych zapewniają, że maszyna może szybko przejść do stanu roboczego po uruchomieniu, co zmniejsza konieczność powtarzania ręcznych regulacji. Poniżej wymieniono konkretne parametry, które można konfigurować:
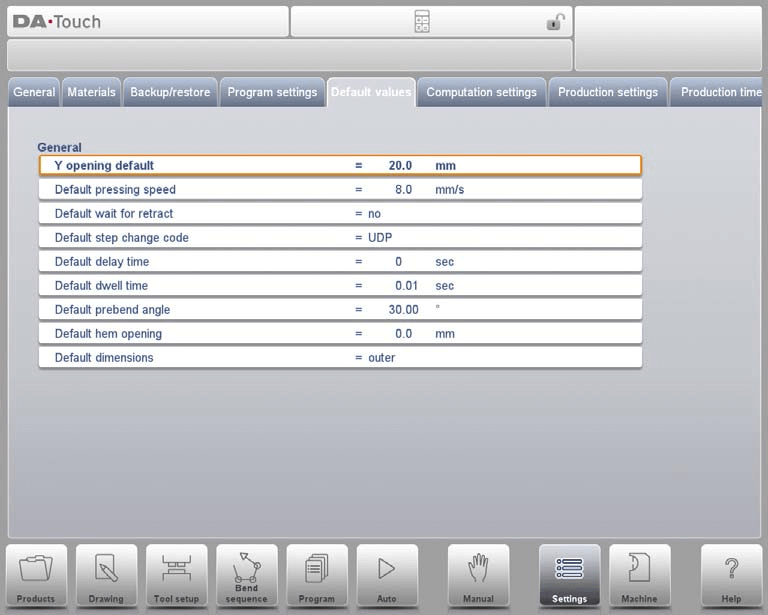
1. Domyślny otwór osi Y: Ustawia rozmiar otworu osi Y podczas inicjalizacji programu.
2. Domyślna prędkość docisku: Z góry określa początkową prędkość docisku dla nowych programów.
3. Domyślna opcja „Odczekaj przed wycofaniem”: Konfiguruje początkowy stan parametru „Odczekaj przed wycofaniem”, który wpływa na logikę działania programu gięcia. Domyślną wartością jest „Tak”.
4. Domyślny kod zmiany kroku: Ustawia początkowy kod zmiany kroku w programie gięcia; domyślnie używany jest kod „UDP”.
5. Domyślny czas opóźnienia: Dostosuj czas oczekiwania osi X podczas zmian kroków. Wartość domyślna wynosi 0 i może być wydłużona zgodnie z wymaganiami przetwarzania materiału.
6. Domyślny czas postoju: Ustal wstępnie początkowy czas postoju w trakcie procesu gięcia.
7. Domyślny kąt wstępnego gięcia: Zdefiniuj początkowy kąt wstępnego gięcia produktów graficznych.
8. Domyślna szerokość otwarcia zgrzebka: Ustaw początkową odległość otwarcia belki do pozycjonowania w operacjach zgrzebkowania. Wartość domyślna wynosi 0,00 mm (czyli brak szczeliny między płaszczyznami krawędzi).
9. Domyślne wymiary: Ustal wstępnie odniesienie wymiarowe (wymiary zewnętrzne lub wewnętrzne) rysunku produktu graficznego, co bezpośrednio wpływa na logikę obliczeń parametru „Wymiary (D1)".
Dzięki dostosowaniu powyższych parametrów domyślnych konfigurację uruchomieniową maszyny można spersonalizować zgodnie ze specyficznymi wymaganiami produkcyjnymi, co poprawia efektywność pracy.
Ustawienia obliczeniowe
W trybie ustawień DELEM DA-66T można dostosować następujące parametry, aby zmodyfikować logikę obliczeń dotyczącą dopasowania zgięcia (bend allowance), co dodatkowo zapewnia dokładność gięcia:
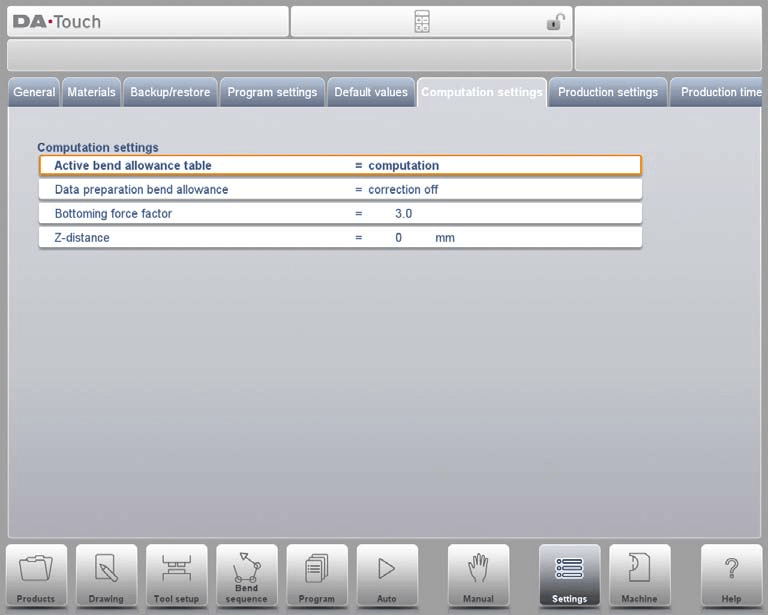
Aktywna tabela dopasowania zgięcia (bend allowance)
• Tryb obliczeniowy: Używanie standardowego wzoru systemu sterowania do automatycznego obliczania dopasowania zgięcia.
• Tryb tabeli: Jeśli zaimportowano tabelę dopasowania zgięcia, możliwe są korekty na podstawie wstępnie zdefiniowanych wartości.
Korekcja dopasowania zgięcia (bend allowance)
• Korekcja wyłączona: Podczas programowania numerycznego nie jest dodawane żadne dopasowanie zgięcia.
• Korekcja włączona: Dopasowanie zgięcia będzie uwzględniane w obliczeniach podczas programowania wyrobu (w trybie Program Mode). System automatycznie obliczy i zapisze parametry korekcji osi, które można wyświetlić i dostosować w trybie Produkcji (Auto Mode).
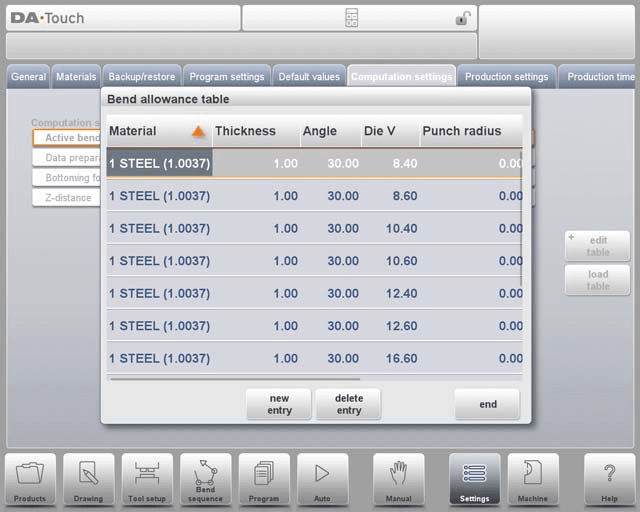
W interfejsie ustawień obliczeń różne parametry można dostosować w formie tabeli: wybierz docelowe pole, wprowadź nową wartość i naciśnij klawisz Enter, aby zakończyć modyfikację. Należy zauważyć, że tabelę można edytować wyłącznie po jej załadowaniu do systemu sterowania; tworzenie nowych tabel przez to menu nie jest obecnie możliwe.
Aby załadować istniejącą tabelę współczynnika wygięcia, można przejść do odpowiedniego ścieżki pliku za pomocą funkcji „Załaduj tabelę”. Szczegółowe opisy tabeli współczynnika wygięcia znajdują się w oficjalnym podręczniku użytkownika DELEM.
Podstawowe parametry regulowane
1. Współczynnik siły docisku: Dostosowuje mnożnik siły wymaganej do gięcia powietrznego, aby osiągnąć docelową siłę docisku.
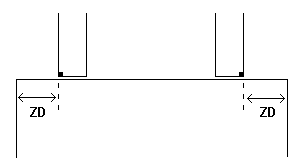
2. Odległość Z: Ustala odległość między krawędzią palca a narożem blachy. W przypadku wyposażenia w automatyczną oś Z system automatycznie oblicza pozycję palca na podstawie położenia końca blachy.
Ustawienia produkcji
W trybie ustawień DELEM DA-66T operatorzy mogą elastycznie dostosować następujące parametry w celu zoptymalizowania procesu gięcia, zapewniając równowagę między wydajnością a bezpieczeństwem:
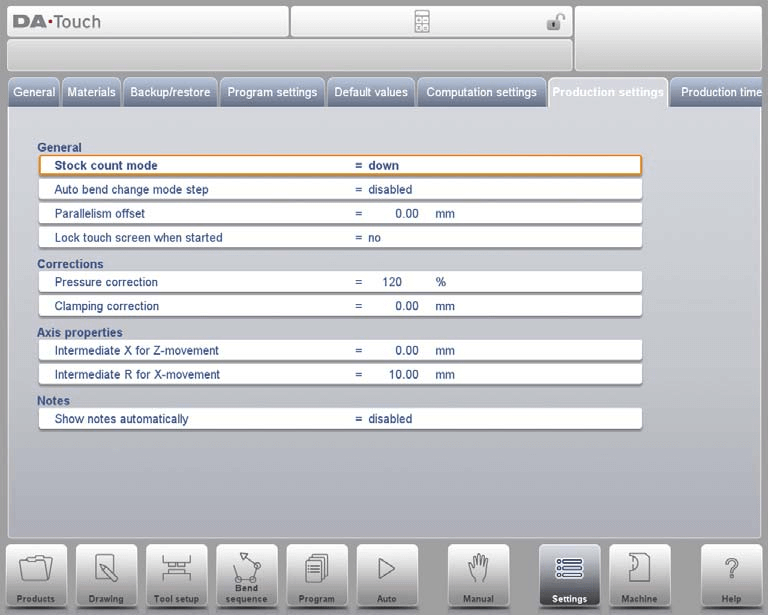
1. Tryb licznika materiału: skonfiguruj kierunek zliczania na liczniku materiału (rosnący lub malejący). Zliczanie malejące jest odpowiednie do realizacji ustalonych kwot produkcyjnych, podczas gdy zliczanie rosnące ułatwia monitorowanie postępów produkcji w czasie rzeczywistym.
2. Krok zmiany automatycznego gięcia: po włączeniu trybu krokowego naciśnij przycisk startu, a system automatycznie załaduje kolejny zestaw parametrów gięcia, umożliwiając pracę ciągłą.
3. Przesunięcie równoległości: ustaw wartość równoległości skoku osi Y. Wartość ta obowiązuje poniżej punktu zaciskania i jest dodawana do parametru Y2, aby zapewnić równoległość gięcia.
4. Blokada ekranu dotykowego po uruchomieniu: po włączeniu tej opcji ekran dotykowy zostanie zablokowany podczas pracy sterownika, co zapobiega nieumyślnym zmianom parametrów.
5. Korekcja ciśnienia: Dostosuj procentową wartość obliczonego ciśnienia zaworu ciśnieniowego, aby zapewnić dokładne zastosowanie ciśnienia.
6. Korekcja docisku: Skalibruj położenie docisku belki, aby zapewnić solidne zamocowanie blachy. Wartość dodatnia oznacza pogłębienie położenia docisku, natomiast wartość ujemna – podniesienie położenia docisku.
7. Domyślna prędkość powrotu podparcia detalu: Ustaw prędkość powrotu podparcia detalu po gięciu (wyrażoną jako procent maksymalnej prędkości); opcja ta jest dostępna wyłącznie w przypadku maszyn wyposażonych w funkcję podparcia detalu.
8. Dodatkowy kąt podparcia detalu: Dodaj dodatkowy kąt do jednostki podparcia detalu podczas dekompresji; funkcja ta dotyczy systemów wyposażonych w funkcję podparcia detalu.
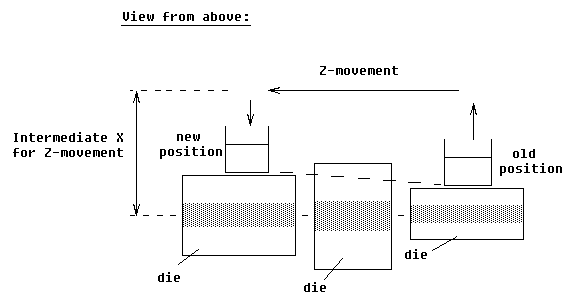
9. Pośrednie położenie X dla ruchu osi Z: Zdefiniuj bezpieczne położenie osi X podczas ruchu osi Z, aby uniknąć kolizji z matrycami o różnych rozmiarach.
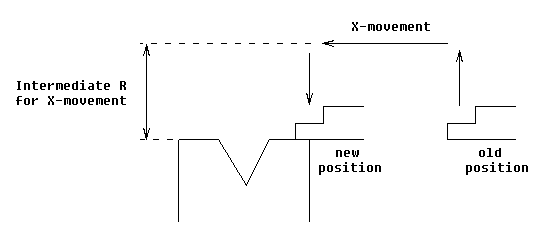
10. Pośrednie ustawienie osi R dla ruchu osi X: Ustawienie położenia pośredniego osi R podczas ruchu osi X w celu zapewnienia poruszania się w strefie bezpiecznej formy i zapobiegania kolizjom.
11. Automatyczne wyświetlanie uwag: W trybie automatycznym po wybraniu nowego kroku gięcia system automatycznie wyświetla uwagi dotyczące tego kroku, co poprawia rozpoznawalność przez operatora oraz zapewnia spójność wykonywania czynności.
Dzięki powyższym ustawieniom urządzenie DELEM DA-66T można lepiej dopasować do konkretnych potrzeb produkcyjnych, osiągając jednoczesną poprawę wydajności i bezpieczeństwa.
Obliczanie czasu produkcji
W trybie ustawień DELEM DA-66T można skonfigurować następujące parametry w celu zoptymalizowania obliczania czasu produkcji sekwencji gięcia, zapewniając, że szacowany czas odpowiada rzeczywistemu przebiegowi operacji:
Logika obliczania czasu produkcji
Obliczanie czasu produkcji zależy głównie od prędkości pozycjonowania osi oraz czasu obsługi produktu. Prędkość pozycjonowania osi jest określana przez ustawienia maszyny, natomiast czas obsługi jest bezpośrednio związany z wymiarami produktu (szczególnie długością i szerokością) — mniejsze produkty charakteryzują się wyższą wydajnością obsługi, podczas gdy operacja obracania dużych, paskowatych produktów wymaga więcej czasu.
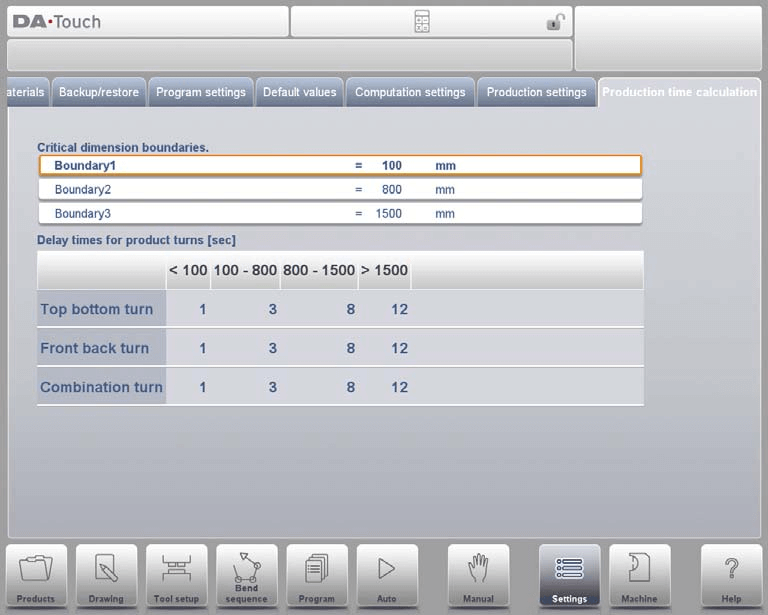
Konfiguracja czasu obrotu
Czas obrotu produktów o różnych rozmiarach można ustawić za pomocą tabeli (jednostka: sekundy). Tabela dzieli długość produktów na cztery przedziały, a każdy przedział odpowiada czasom wstępnie zdefiniowanym dla różnych typów obrotu (obrót górą-dół, obrót przodem-tyłem, obrót kombinowany). Jednocześnie trzy wartości graniczne długości (Granica 1, Granica 2, Granica 3) można dostosować indywidualnie, aby zapewnić dokładne dopasowanie czasów obrotu do produktów o różnych rozmiarach.
Dzięki dostosowaniu tych parametrów obliczanie czasu produkcji może lepiej odzwierciedlać rzeczywiste warunki eksploatacji, zapewniając wiarygodną podstawę do opracowywania planu produkcji.
Ustawienia czasu
Skonfigurowanie dokładnego czasu systemowego pozwala zagwarantować pełną śledzilność wszystkich zapisów działania maszyny oraz utrzymuje je w synchronizacji z harmonogramem projektu. Dostępne opcje konfiguracji to:
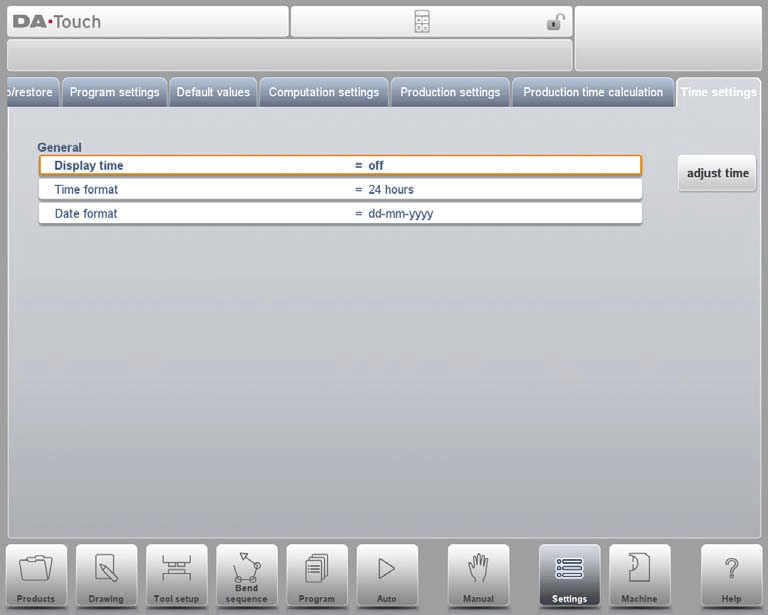
• Wyświetlanie czasu: wybór formatu wyświetlania czasu w pasku tytułu (wyświetlanie daty i godziny, wyświetlanie tylko godziny, brak wyświetlania czasu).
• Format czasu: wybór formatu wyświetlania godziny (format 24-godzinny lub format 12-godzinny).
• Format daty: wybór formatu wyświetlania daty (dd-mm-rrrr, mm-dd-rrrr lub rrrr-mm-dd).
• Korekta czasu: ręczna modyfikacja daty i godziny systemowej. Ta operacja powoduje jednoczesną aktualizację daty i godziny w systemie operacyjnym Windows.
Często Zadawane Pytania (FAQ)
Czy dostosowanie parametrów w trybie ustawień DELEM DA-66T może wpływać na bezpieczeństwo maszyny?
Tak. Wszelkie dostosowania parametrów muszą ściśle przestrzegać norm bezpieczeństwa oraz wytycznych producenta, aby uniknąć wypadków związanych z nieprawidłowymi ustawieniami parametrów i zapewnić, że maszyna zawsze pozostaje w stanie bezpiecznej pracy.
Jaka jest najlepsza metoda dokładnej kalibracji giętarki?
Aby dokonać dokładnej kalibracji giętarki, należy najpierw upewnić się, że maszyna została ustawiona poziomo; następnie za pomocą cyfrowego miernika kąta zmierzyć kąt matrycy gięcia i dostosować go zgodnie ze standardami kalibracji podanymi przez producenta.
Jak często należy wykonywać konserwację giętarki?
Zalecana jest rutynowa konserwacja co 500 godzin pracy maszyny, obejmująca sprawdzenie stanu kluczowych komponentów, czyszczenie powierzchni maszyny oraz smarowanie części ruchomych.
Podsumowanie
Podsumowując, biegła znajomość obsługi i dostosowywania parametrów w trybie ustawień DELEM DA-66T stanowi klucz do optymalizacji wydajności pracy giętarki. Dzięki racjonalnemu konfigurowaniu kluczowych ustawień, takich jak parametry osi, parametry narzędzi oraz protokoły bezpieczeństwa, nie tylko zapewnia się dokładność gięcia i wydajność produkcyjną, ale także skutecznie wydłuża się żywotność urządzenia.
Aby w pełni wykorzystać potencjał wydajnościowy DELEM DA-66T, zaleca się regularne przeglądanie i aktualizowanie odpowiednich ustawień zgodnie ze specyficznymi wymaganiami produkcyjnymi. W przypadku wystąpienia jakichkolwiek pytań lub potrzeby dodatkowej pomocy podczas eksploatacji prosimy śmiało kontaktować się z naszym zespołem technicznym. Dodatkowo można zapoznać się z innymi naszymi dokumentami technicznymi, aby zdobyć więcej praktycznych umiejętności związanych z optymalizacją urządzenia.

