















































Optymalny przewodnik obsługi kontrolera osi Z DELEM DA53T/DA58T
Optymalny przewodnik obsługi kontrolera osi Z DELEM DA53T/DA58T
Nieprawidłowa konfiguracja kontrolera osi Z DELEM DA53T/DA58T może poważnie pogorszyć wydajność eksploatacyjną giętarek CNC. Ten kompleksowy przewodnik zawiera szczegółowe informacje na temat prawidłowej konfiguracji i metod obsługi kontrolera osi Z, mając na celu wspieranie operatorów w osiąganiu płynnej i wysokoprecyzyjnej pracy giętarek CNC poprzez opanowanie jego kluczowych funkcji oraz procesów konfiguracyjnych.
Sterownik osi Z DELEM DA53T/DA58T to dedykowany element sterowania opracowany dla systemu CNC DELEM DA53T/DA58T. Jest on zintegrowany z ekranem dotykowym Schneider Easy Harmony oraz PLC Schneider TM200, co pozwala ulepszyć system DA53T/DA58T do obsługi sterowania 6+1 osią, znacznie zwiększając elastyczność i precyzję działania systemu. Zastosowany model ekranu dotykowego to HMIET6401, wyposażony w 7-calowy wyświetlacz o rozdzielczości 800×480 pikseli oraz kolorowy LCD TFT z paletą 16 milionów kolorów, zapewniający przejrzystą i intuicyjną obsługę.

1. Podstawowy przegląd obsługi sterownika osi Z
W przypadku systemów serii DELEM DA5XT (w tym DA53T/DA58T) oś Z można kontrolować zarówno w trybie programowania krok po kroku, jak i wielokrokowym — podobnie jak osie X i R, tryb sterowania osią Z można swobodnie dostosować w systemie DA5XT.
Podstawowe kroki programowania osi Z są następujące:
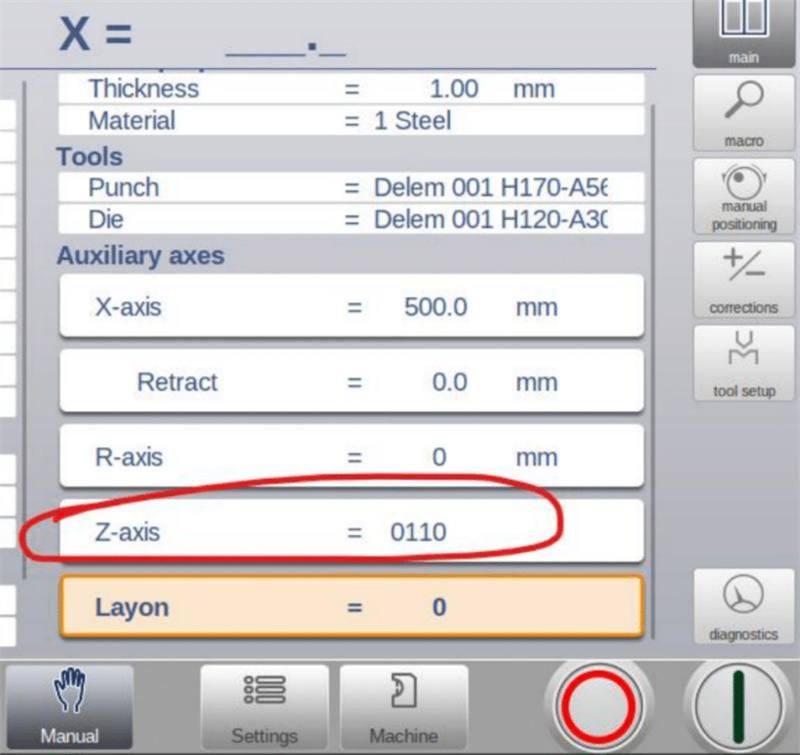
1. Na podstawie rzeczywistej długości blachy oraz położenia uderzenia wprowadź dokładne współrzędne programowania osi Z na ekranie dotykowym JUGAO;
2. Dla każdego kroku programowania w systemie DA5XT przypisz unikalny identyfikator osi Z (wartość identyfikatora jest w formacie binarnym, z zakresem konfigurowalnym od 0000 do 1111).
Zarówno tryb jednokrokowy, jak i wielokrokowy działania osi Z pozwalają na dowolne ustawienie wartości identyfikatora osi Z w zakresie binarnym 0000–1111, a system udostępnia przykłady wizualne obsługi dla obu trybów, aby ułatwić operatorowi zrozumienie i wykonywanie czynności.
2. Szczegółowa obsługa na ekranie dotykowym JUGAO
Ekran dotykowy JUGAO stanowi główny interfejs człowiek–maszyna do ręcznej i automatycznej obsługi osi Z; zapewnia przejrzystą i różniącą się logikę obsługi dla poszczególnych trybów pracy oraz dedykowane metody postępowania w sytuacjach nietypowych oraz podczas codziennej kalibracji.
2.1 Metoda obsługi ręcznej
Ręczna obsługa osi Z jest możliwa tylko wtedy, gdy na ekranie dotykowym wyświetla się określona ikona ręcznej obsługi; jeśli ikona nie jest wyświetlana, sterowanie ręczne jest wyłączone.
• Naciśnij klawisz sterowania w przód, aby przesunąć Z1 lub Z2 w kierunku wzrostu wartości pozycji (strona Y1 odpowiada pozycji minimalnej wartości osi Z, a strona Y2 – pozycji maksymalnej wartości osi Z);
• Naciśnij klawisz sterowania wstecz, aby przesunąć Z1 lub Z2 w kierunku zmniejszania się wartości pozycji; ruch natychmiast się zatrzymuje po zwolnieniu klawisza;
• Przełączanie między Z1 i Z2: naciśnij klawisz wyboru osi – Z2 wyświetli się na niebiesko, co oznacza, że Z2 znajduje się w stanie umożliwiającym ręczną obsługę; ponowne naciśnięcie klawisza powoduje powrót Z2 do koloru czarnego, a możliwość ręcznej obsługi przechodzi z powrotem na Z1.
2.2 Metoda automatycznej obsługi
Automatyczna obsługa osi Z jest uruchamiana za pomocą dedykowanego klawisza startu automatycznego na ekranie dotykowym JUGAO, przy jednoczesnym sprawdzeniu warunków wstępnych dotyczących stanu urządzenia:
• Jeśli pompa oleju giętarki nie została uruchomiona, ekran poinformuje operatora o konieczności najpierw uruchomienia pompy oleju;
• Jeśli pompa oleju znajduje się w stanie normalnej pracy, naciśnięcie klawisza automatycznego startu spowoduje przesunięcie osi Z do zaprogramowanej pozycji odpowiadającej identyfikatorowi Id0000;
• W dowolnym momencie można nacisnąć dedykowany klawisz zatrzymania na ekranie, aby natychmiast zatrzymać automatyczne przesuwanie osi Z.
2.3 Postępowanie w przypadku awarii wynikającej z kolizji
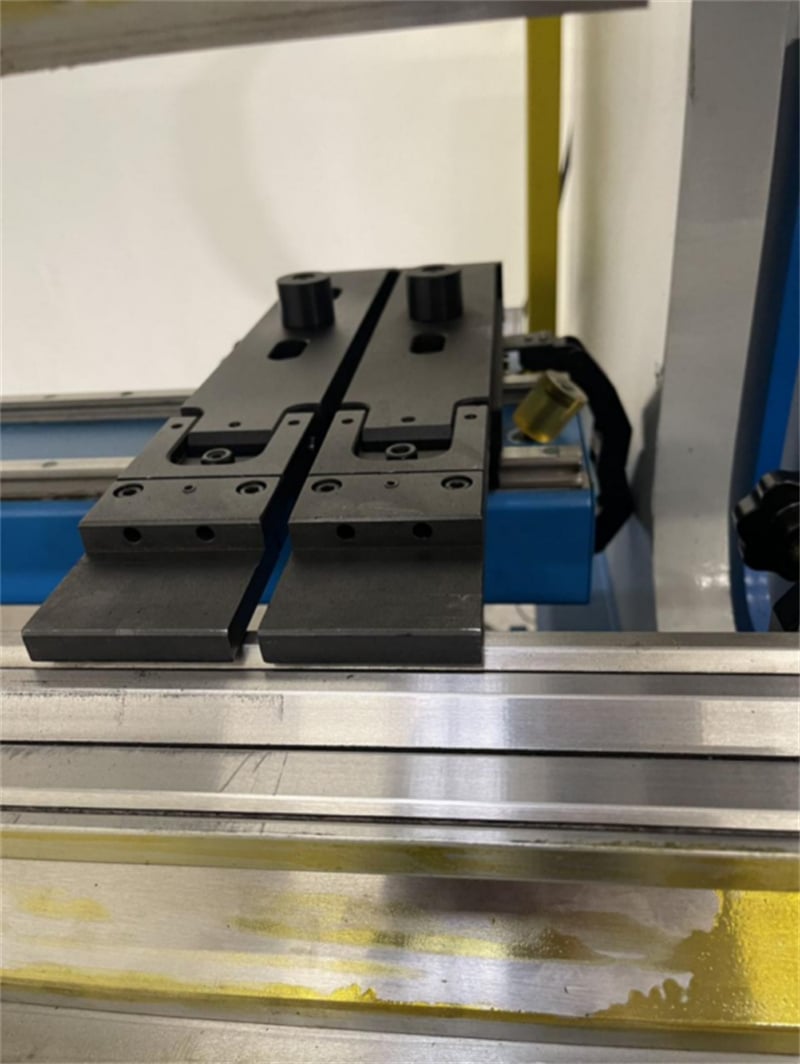
W przypadku kolizji między palcami zatrzymującymi Z1 i Z2 podczas pracy postępuj zgodnie z poniższymi krokami:
1. Najpierw sprawdź, czy moduł napędu osi Z generuje sygnał alarmowy; jeśli alarm został wyzwolony, odłącz zasilanie modułu napędu i uruchom go ponownie, aby zresetować alarm;
2. Wykonaj operację kalibracji „nauczania” dla obu osi Z1 i Z2;
3. Wprowadź na ekranie dotykowym rzeczywiste, aktualne wartości dokładnych pozycji osi Z1 i Z2; po potwierdzeniu system może wznowić normalne dalsze działanie.
2.4 Kluczowe wymagania dotyczące uczenia osi Z (kalibracji)
Poprawne uczenie osi Z (kalibracja) jest podstawowym warunkiem niezbędnym do prawidłowego i dokładnego działania całego kontrolera osi Z, a tę operację należy wykonać w następujących sytuacjach:
1. Pierwsze uruchomienie próbne i wprowadzanie do eksploatacji nowej giętarki wyposażonej w kontroler osi Z DA53T/DA58T;
2. Każde przypadkowe zderzenie palców zatrzymujących oś Z lub inne nieprawidłowe uderzenia mechaniczne działające na oś Z.
Warto zauważyć, że kontroler osi Z posiada funkcję pamięci przy wyłączonym zasilaniu: przekalibrowane parametry położenia osi Z są automatycznie zapisywane przez system. Po wyłączeniu zasilania urządzenia i jego ponownym włączeniu operator nie musi ponownie wykonywać operacji uczenia (kalibracji), a system może bezpośrednio wykorzystać zapisane parametry do pracy.

