















































Jak określić pierwotną przyczynę zużycia prowadnic maszyny do gięcia rur?
Jak określić pierwotną przyczynę zużycia prowadnic maszyny do gięcia rur?

Gdy szyny prowadzące maszyny do gięcia rur ulegają zużyciu i zaczynają wpływać na dokładność działania maszyny, powodować drgania lub zwiększać opór ruchu wózka gięcia, jakość obróbki wyrobu oraz ogólna wydajność produkcji ulegają pogorszeniu. Jeśli analizujesz przyczyny przedwczesnego zużycia szyn prowadzących i chcesz ustalić ich pierwotną przyczynę jeszcze zanim problem spowoduje poważne straty, ten artykuł zapewni Ci praktyczne wskazówki. W poniższej treści omówię systematycznie typowe objawy zużycia szyn prowadzących, metody diagnostyki oraz podejścia do usuwania usterek, aby pomóc zespołom serwisowym i operatorom precyzyjnie określić pierwotną przyczynę uszkodzenia szyn prowadzących. Wczesne wykrycie problemów pozwala uniknąć niepotrzebnej wymiany części, ograniczyć czas przestoju sprzętu oraz zapewnić stabilność procesu gięcia.
Jak stwierdzić, czy szyny prowadzące maszyny do gięcia rur ulegają zużyciu podczas pracy
1. Obserwuj zmiany dokładności podczas powtarzanych procesów gięcia
Jednym z wczesnych, typowych objawów zużycia szyny prowadzącej w maszynach do gięcia rur jest niestabilność wyników obróbki. Gdy przy tych samych programie i parametrach procesu występują istotne różnice kątowe w giętych rurach, często oznacza to, że zużycie powierzchni szyny prowadzącej wpłynęło na stabilność ruchu wózka. Zaleca się użycie cyfrowego narzędzia do pomiaru kątów w celu porównania wyników wielu operacji gięcia. Jeśli odchylenia wykazują stopniowo rosnący trend, zwykle wskazuje to na problemy związane z zużyciem mechanicznym, a nie z odchyleniami systemu sterowania lub oprogramowania.
2. Zwracaj uwagę na nietypowe drgania i hałas.
Wibracje nie tylko zakłócają pracę, ale także są wczesnym objawem awarii mechanicznej. Gdy powierzchnia szyny prowadzącej jest zużyta lub źle smarowana, wózek nie porusza się płynnie podczas ruchu, co zwiększa tarcie i może prowadzić do pojawienia się hałasu, śladów wibracji na powierzchni rury oraz nawet lokalnego przegrzewania. Jeśli wibracje są bardziej wyraźne w warunkach obciążenia maksymalnego, może to wynikać z niewłaściwej regulacji szyn prowadzących lub awarii systemu smarowania.
3. Ręczne przesunięcie wózka i sprawdzenie oporu ruchu.
Przełącz się w tryb ręczny i powoli przesuń wózek, aby ocenić, czy jego ruch jest płynny. Jeśli napotkasz zablokowanie, nieregularny opór lub lokalne zatrzymania, zwykle oznacza to uszkodzenie powierzchni szyny prowadzącej lub jej zanieczyszczenie cząstkami. W warunkach normalnych wózek powinien poruszać się płynnie przy niewielkiej sile zewnętrznej.
Jak zdiagnozować przyczyny mechaniczne zużycia szyn prowadzących w maszynie do gięcia rur

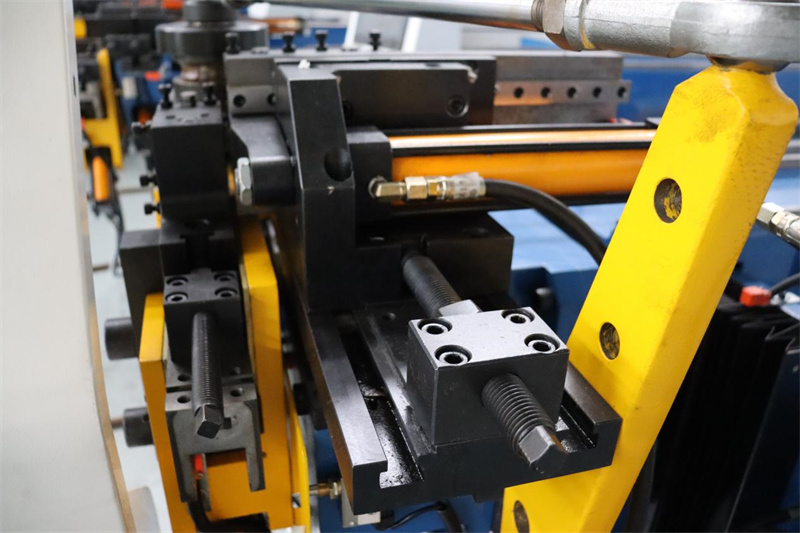
1. Odchylenie wyrównania między ramą a szyną prowadzącą.
Niedoskonałe wyrównanie jest powszechną przyczyną nietypowego zużycia szyny prowadzącej. Gdy wózek i szyna prowadząca nie są dokładnie prostopadłe w kierunku ruchu, obciążenie skupia się po jednej stronie lub w ograniczonym obszarze szyny prowadzącej, co prowadzi do nieregularnego zużycia – przejawiającego się jednostronnymi wgłębieniami, zadrapaniami lub nachyloną (skośną) powierzchnią zużycia.
Rozwiązanie: Użyj wskaźnika zegarowego do sprawdzenia wyrównania szyny prowadzącej i wózka, stopniowo reguluj śruby montażowe szyny prowadzącej oraz ciągle monitoruj odchylenie. Należy pamiętać, że nigdy nie należy wymuszać wyrównania pod obciążeniem, ponieważ może to spowodować naprężenia konstrukcyjne i pogorszyć zużycie.
2. Awaria systemu smarowania lub jego niewłaściwe stosowanie
Poprawne działanie szyny prowadzącej zależy od ciągłego i wystarczającego smarowania. Zablokowanie przewodów smarowniczych, niestabilna podaż oleju lub stosowanie nieodpowiednich środków smarnych prowadzi do bezpośredniego kontaktu powierzchni metalowych, co szybko przyspiesza zużycie.
Rozwiązanie: Zaleca się sprawdzanie systemu smarowania raz w tygodniu, aby zapewnić nieprzerwaną przepływowość oleju. Należy używać dedykowanego smaru odpowiedniego do elementów ruchu liniowego, unikając zastosowania zwykłego smaru plastycznego. W razie konieczności należy wykonać testy przepływu, aby zweryfikować jednolitość dopływu oleju do każdego punktu smarowania.
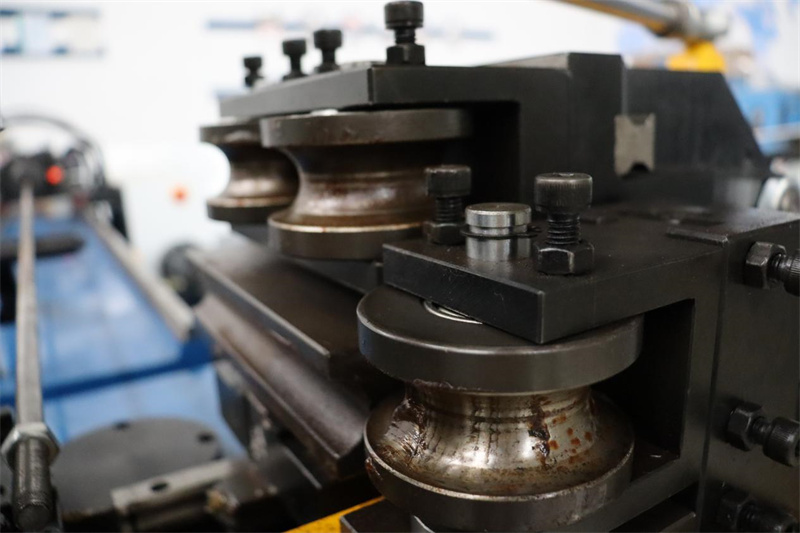
3. Przenikanie pyłu metalowego lub zanieczyszczeń
Podczas gięcia rur tarcie między rurą a matrycą może powodować powstawanie wiórków metalowych lub innych cząstek. Jeśli te zanieczyszczenia przykleją się do powierzchni szyny prowadzącej i nie zostaną natychmiast usunięte, będą działać jak materiał szlifujący, przyspieszając zużycie szyny prowadzącej.
Rozwiązanie: Zaleca się zamontowanie osłon ochronnych na szynach prowadzących oraz ustalenie regularnego harmonogramu czyszczenia. Do czyszczenia należy używać suchej ściereczki, unikając wody, aby zapobiec korozji. Podczas obróbki materiałów ferromagnetycznych warto rozważyć dodanie urządzenia magnetycznego do zbierania pyłu metalowego, co zmniejszy jego rozprzestrzenianie się.
4. Nierównomierna dystrybucja obciążenia
Jeśli operatorzy nie utrzymują rur w poziomie podczas instalacji lub nie zapewniają skutecznego podparcia długich rur, szyny prowadzące będą przenosić dodatkowe siły skręcające zamiast zaprojektowanego obciążenia liniowego, co prowadzi do nieregularnego zużycia.
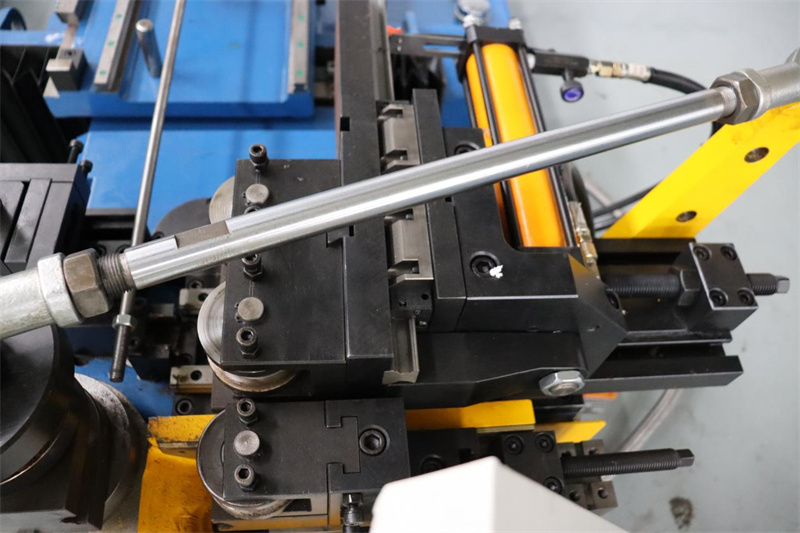
Rozwiązanie: Wzmocnić szkolenie operatorów, aby zapewnić stabilne umieszczenie rur przed ich gięciem. W przypadku długich rur można zainstalować urządzenia wspomagające podparcie. Dla urządzeń pracujących pod wysokimi obciążeniami przez dłuższy czas zaleca się ponowną ocenę nośności szyn prowadzących oraz uaktualnienie ich specyfikacji w razie konieczności.
Jak opóźnić zużycie szyn prowadzących poprzez rutynową konserwację
Zalecenia dotyczące planu inspekcji
Tygodniowo: Wizualna kontrola stanu szyn prowadzących oraz oczyszczenie powierzchni z zanieczyszczeń.
Miesięcznie: Sprawdzenie działania systemu smarowania.
Kwartalnie: Kompleksowy test wyrównania i dokładności.
Rocznie: Zaproszenie specjalistów do przeprowadzenia oceny całego systemu.
Odniesienie do częstotliwości smarowania
Użycie przy niskim obciążeniu: Co dwa tygodnie
Średnie obciążenie: raz w tygodniu
Ciągła produkcja przy dużym obciążeniu: co 3–4 dni
Szkolenie operatorów jest niezbędne
W wielu przypadkach zużycie szyn prowadzących wynika z nieprawidłowych nawyków eksploatacyjnych lub braku komunikacji między zmianami. Zaleca się opracowanie jasnych procedur eksploatacyjnych, standaryzację procesu załadunku rur oraz dokumentowanie stanu urządzenia podczas przekazywania zmiany. Nowi operatorzy powinni również przejść systematyczne szkolenie, aby zapewnić opanowanie prawidłowych metod obsługi.

Dzięki naukowemu przeglądowi, dokładnej diagnostyce oraz standaryzowanej konserwacji okresowej można skutecznie wydłużyć czas użytkowania szyn prowadzących maszyny do gięcia rur, zapewniając tym samym dokładność obróbki i stabilność pracy urządzenia.

