















































Jak tryb ręczny DELEM DA-52S poprawia wydajność?
Gdy chodzi o zwiększenie wydajności procesów obróbki metali, zrozumienie możliwości trybu ręcznego DELEM DA-52S jest kluczowe. Jeśli szukasz informacji na temat tego, jak ten tryb może poprawić precyzję i produktywność, trafiłeś w odpowiednie miejsce. W niniejszym artykule omówimy kluczowe funkcje trybu ręcznego DELEM DA-52S oraz pokażemy, jak upraszcza on obsługę giętarek. Niezależnie od tego, czy jesteś doświadczonym operatorem, czy dopiero zaczynasz pracę z tymi maszynami, ten przewodnik dostarczy Ci cennych informacji na temat optymalizacji wydajności w trybie ręcznym, pomagając maksymalnie wykorzystać możliwości swojego sprzętu.
Wprowadzenie
Tryb ręczny DELEM DA-52S oferuje połączenie precyzji i elastyczności, które zwiększa wydajność operacyjną na warsztacie. Tryb ten zapewnia operatorom bezpośrednią kontrolę nad maszyną, umożliwiając dostosowania w czasie rzeczywistym oraz dokładne korekty – niezbędne przy złożonych i szczegółowych zadaniach.

Naciśnięcie tego przycisku przełącza sterownik CNC w tryb ręczny.
Po naciśnięciu przycisku „Start” wszystkie parametry stają się aktywne, a tylna prowadnica zajmuje odpowiednią pozycję. Możliwe jest również ręczne przesuwanie osi.

Użyj przycisku „Zmień widok”, aby przełączyć się na ekran wyświetlający powiększone wartości w celu bardziej szczegółowego monitorowania.
Wyjaśnienie parametrów
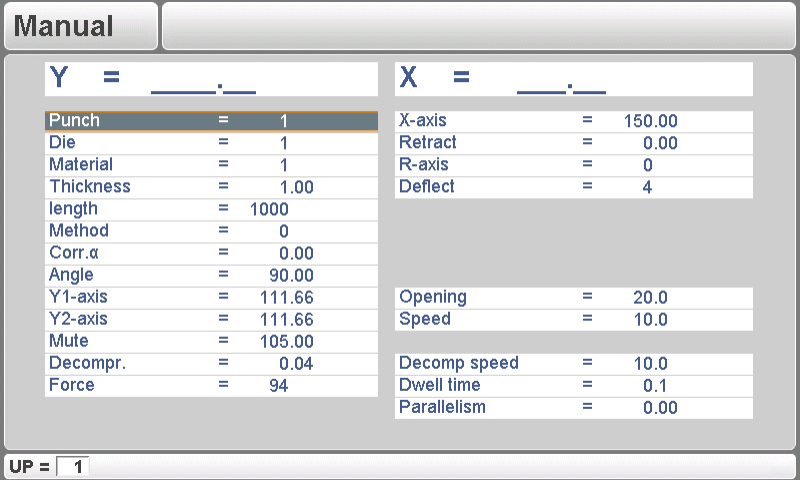
Zrozumienie kluczowych parametrów w trybie ręcznym DELEM DA-52S jest kluczowe dla skutecznej kontroli maszyny. Parametry takie jak wyrównanie osi, prędkość cyklu oraz pozycja narzędzia odgrywają istotną rolę w zapewnieniu precyzyjnych i wydajnych operacji gięcia na prasach krawędziowych.
Wszystkie parametry można programować niezależnie, umożliwiając dostosowanie działania do konkretnych materiałów i wymagań zadania.
Tłoczek (UP): Wybierz z biblioteki narzędzi, aby określić kształt i głębokość gięcia.
Matryca (UN): Wybierz konfigurację matrycy niezbędną do operacji gięcia.
Materiał (MA): Wybierz spośród maksymalnie 6 wstępnie zaprogramowanych materiałów w celu dokładnych obliczeń głębokości gięcia.
Grubość (TH): Wprowadź grubość blachy w celu precyzyjnych obliczeń siły i kąta.
Długość (BL): Zdefiniuj długość blachy wpływającą na pozycjonowanie tylnego uchwytu.
Metoda (BM): Wybierz między gięciem powietrznym a gięciem do dna – wybór ten wpływa na wartość siły i wynik operacji.
Korekcja kąta (Cα): Dostosuj wartość, aby skompensować rozbieżności między zaprogramowanym a zmierzonym kątem.
Kąt (α): Wprowadź pożądany kąt gięcia, który wpływa na ustawienia osi Y.
Osi Y1 i Y2 (Y): Określ wartości niezbędne do uzyskania precyzyjnego kąta gięcia – jest to szczególnie istotne przy gięciu stożkowym.
Wyciszenie (M): Ustawienie przejścia osi Y z szybkiej do prędkości docisku w określonej wartości pozycji.
Rozprężanie (BP): Programowanie skoku zwalniania ciśnienia po gięciu.
Siła (P): Obliczenie niezbędnej siły na podstawie materiału, jego grubości oraz szerokości otworu matrycy.
Oś X (X): Ustawienie pozycji tylnego uchwytu zapewniające dokładne umieszczenie blachy.
Wycofanie (DX): Określenie odległości wycofania podczas gięcia, począwszy od punktu zaciskania.
Oś pomocnicza (R): Konfiguracja dodatkowych osi, takich jak R lub Z, do wykonywania złożonych zadań.
Otwarcie (DY): Kontrola szczeliny między tłoczkiem a matrycą po gięciu w celu skrócenia czasu obsługi.
Prędkość (S): Określenie prędkości docisku w celu osiągnięcia równowagi między wydajnością a precyzją.
Prędkość rozprężania (BS): Ustawienie prędkości belki podczas skoku rozprężania.
Czas utrzymywania (T): Określenie czasu postoju w punkcie gięcia w celu zapewnienia spójności.
Równoległość (Y2): Dostosuj, aby zapewnić jednolitość między cylindrami.
Aktywacja tych parametrów przy uruchomieniu optymalizuje sterowanie i zwiększa wydajność działania w trybie ręcznym DELEM DA-52S.
Powiększone wartości
Tryb ręczny DELEM DA-52S zawiera funkcję powiększonych wartości, umożliwiającą operatorom dokładne sprawdzanie szczegółowych ustawień i dostosowań. Funkcja ta jest szczególnie przydatna przy dokonywaniu precyzyjnych korekt kluczowych parametrów, zapewniając wysoką jakość kontroli.
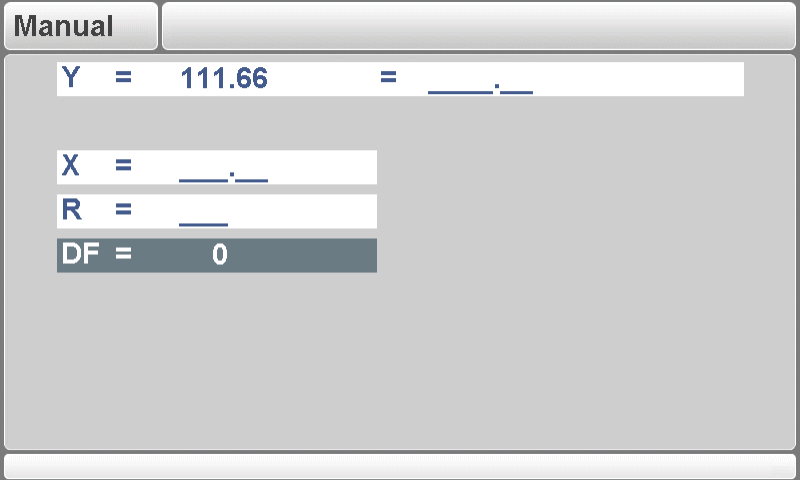
Dzięki wykorzystaniu powiększonych wartości operatorzy mogą przeprowadzać szczegółowe kalibracje, które są kluczowe dla utrzymania spójności w wielu operacjach oraz minimalizacji błędów podczas złożonych zadań.
Ręczna obsługa osi

Naciśnij ten przycisk, aby aktywować tryb ręcznego przemieszczania.
Po włączeniu przycisku „pozycja ręczna” użyj paska kursora, aby przejść do osi, którą chcesz dostosować.
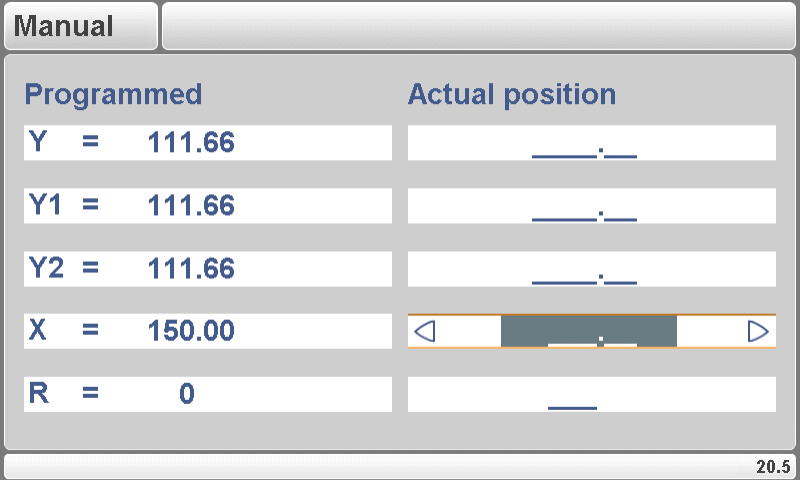
Osi pomocnicze: W trybie „Stop” + „Tryb ręczny” można ręcznie dostosować pozycję tylnego ogranicznika, wybierając go za pomocą klawisza „Ręczne pozycjonowanie” i przesuwając go przy użyciu klawiatury. Pozwala to na precyzyjne i dostosowane indywidualnie ustawienia.
Oś Y: W trybie „Start” + „Tryb ręczny” ręcznie ustawić pozycję osi Y, zapewniając:
Aktywność funkcji „Dostosuj”, wskazaną na ekranie napisem „Dostosuj”.
Oś znajduje się poniżej punktu wyłączenia dźwięku.
W sterowniku CNC ustawiono polecenie docisku.
Pozycje nauczania
Tryb ręczny DELEM DA-52S umożliwia zapisywanie określonych pozycji osi. Po przesunięciu osi naciśnij klawisz ENTER, aby zapisać jej pozycję – bieżąca wartość osi zostanie przeniesiona do pola zaprogramowanego. Zapewnia to powtarzalność i dokładność w przyszłych operacjach.
Ogólna obsługa
Aktywowanie trybu ręcznego w sterowniku DELEM DA-52S zwiększa elastyczność i wydajność, umożliwiając ręczne sterowanie osiami. Użyj klawiszy strzałek na panelu czołowym, aby przejść do opcji „pozycja ręczna” i wybrać żądaną oś. Naciśnięcie tych klawiszy spowoduje przesunięcie osi, zapewniając precyzyjną kontrolę.
Osi pomocnicze: W trybie „Stop” + „Tryb ręczny” można ręcznie dostosować pozycję tylnego uchwytu, wybierając go za pomocą klawisza „Pozycjonowanie ręczne” i przesuwając go przy użyciu klawiatury. Pozwala to na dokonywanie precyzyjnych i indywidualnych regulacji.
Oś Y: W trybie „Start” + „Tryb ręczny” ręcznie ustawić pozycję osi Y, zapewniając:
Aktywność funkcji „Dostosuj”, wskazaną na ekranie napisem „Dostosuj”.
Oś znajduje się poniżej punktu wyłączenia dźwięku.
W sterowniku CNC ustawiono polecenie docisku.
Pozycje nauczania
Tryb ręczny DELEM DA-52S umożliwia zapisywanie określonych pozycji osi. Po przesunięciu osi naciśnij klawisz ENTER, aby zapisać jej pozycję – bieżąca wartość osi zostanie przeniesiona do pola zaprogramowanego. Zapewnia to powtarzalność i dokładność w przyszłych operacjach.
Podsumowanie
Podsumowując, tryb ręczny DELEM DA-52S znacząco zwiększa wydajność operacyjną, zapewniając precyzyjną kontrolę oraz możliwość dostosowania parametrów pracy giętarki. Dzięki zrozumieniu i wykorzystaniu kluczowych parametrów, takich jak wyrównanie osi czy regulacja prędkości cyklu – a także dzięki wartościom powiększonym umożliwiającym szczegółową kalibrację – operatorzy mogą osiągać wyższą jakość i precyzję wykonywanych zadań. Możliwość ręcznej regulacji osi zwiększa ponadto uniwersalność i reaktywność maszyny przy wykonywaniu złożonych zadań.
Wdrożenie tych strategii przyczynia się do zapewnienia płynnych i wydajnych operacji, maksymalizując jednocześnie produktywność oraz okres eksploatacji sprzętu. W celu uzyskania dalszej pomocy lub zapoznania się z dodatkowymi możliwościami systemu DELEM DA-52S zachęcamy do skontaktowania się z naszym zespołem lub zapoznania się z dodatkowymi materiałami i dokumentacją dostępnymi na naszej stronie internetowej.

