Hovedstrukturen av trykkbånd
1. Innføring i mekanisk struktur
Hydrauliske bøyemaskiner består hovedsakelig av en ramme, en glider, et bakmål, et hydraulisk system, en form, et støttestativ, et sikkerhetsbeskyttelsesapparat, et elektrisk system osv.

2. Mekanisk forbindelse
(1) Den øvre glideren er forbundet med pistonstangen i de to sylinderanleggene og støttet på venstre og høyre veggpaneler gjennom bunnen av sylinderen. Det finnes venstre og høyre lederail for å gi veiledning til glideren ved opp- og nedbevegelse. Det finnes en kuleformet pad ved koblingen mellom pistonstang og glider for å sikre at kraften på bjelken er rimelig fordelt og at pistonstangen er godt justert.

(2) I henhold til de ulike former for hovedmaskinen har bøgningsmaskinens nederste bjelke (arbeidsbord) som produseres etter kundekrav to former. Den ene er en enkeltbjelketype festet med skruer; den andre er en trebjelketype med en kompensasjonssylinder. Justerbare padder er gitt på begge sider for å korrigere padder og kroppens passende flate, og korreksjonsnøyaktigheten kan justeres.
(3) For å sikre synkron drift av venstre og høyre sylindere, bruker maskinen en synkron skruemotstandssvingarm og koblingsstang.

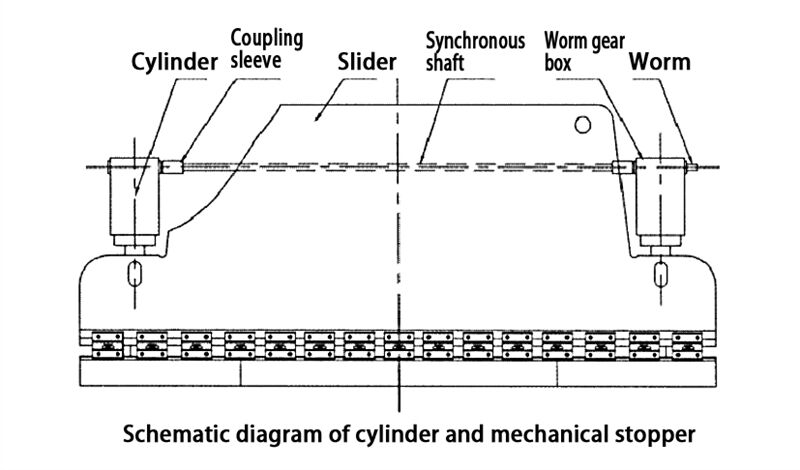
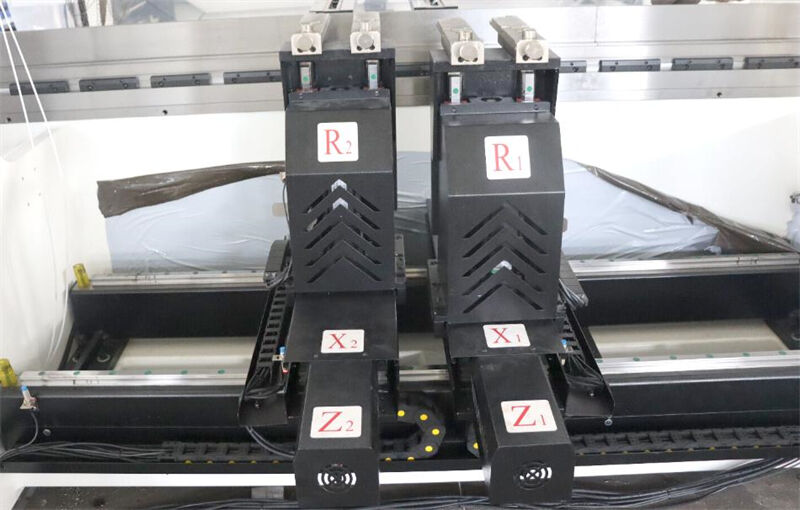
3. Skyveseksjon
Skyveseksjonen består av en skyve, en sylinder og en mekanisk stoppfinjusteringsstruktur. Venstre og høyre sylindere er feste på rammen, og pistonen (stav) driver skyven opp og ned gjennom hydraulisk trykk.

Den mekaniske stoppere plasseres inne i de to sylinderne, med en kompakt struktur og synkron justering på begge sider. Skematisk figur er som følger. Når glideren (øverst) ikke er like på venstre og høyre side, stopper du glideren ved øvre dødspunkt, fjerner posisjonsnippelen på koblingshullet, dreier ormen på hver av sidene av ormhjulboksen på venstre og høyre sylinder (fremover eller bakover), og trykker deretter glideren til nedre dødspunkt, måler og justerer (gjenta ovennevnte operasjon) inntil glideren (øvre form) er like på venstre og høyre side, og posisjonerer til slutt og monterer den på koblingshullet.
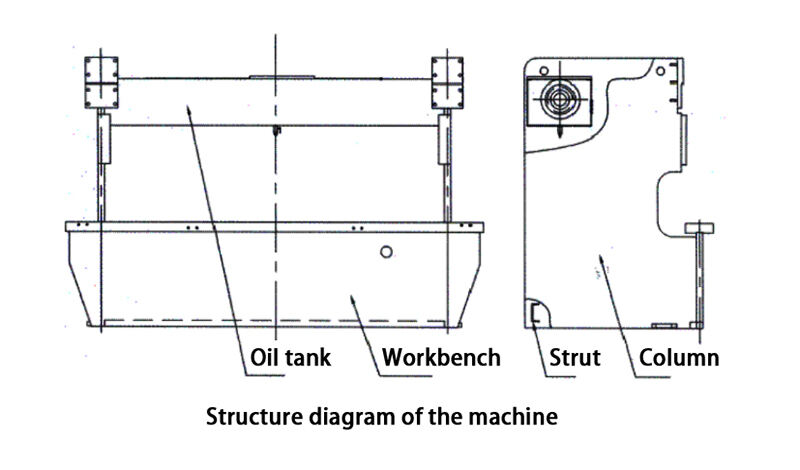
4. Ramme
Rammen er sværmet til en hel ramme av venstre og høyre kolonner, oljetanker og støtteblokker, og arbeidsbordet er festet til nederdelen av venstre og høyre kolonner.

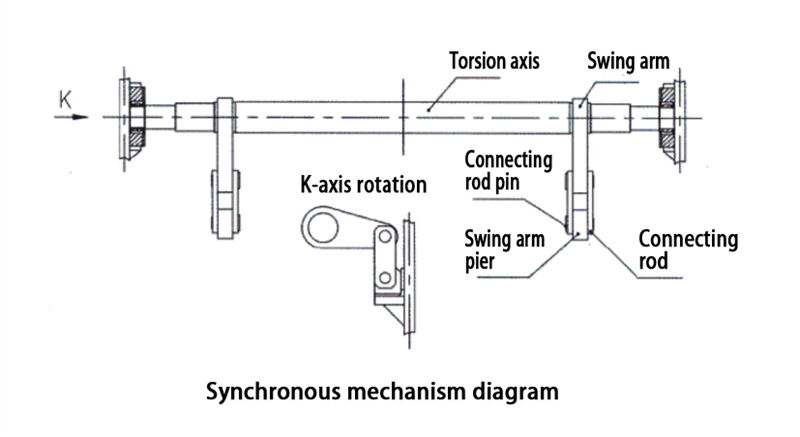
5. Synkronmekanisme
Den mekaniske tvunget synkroniseringmekanismen, som består av en vridningsakse og en svingarm, har en enkel struktur, stabil ytelse og høy synkroniseringsnøyaktighet.

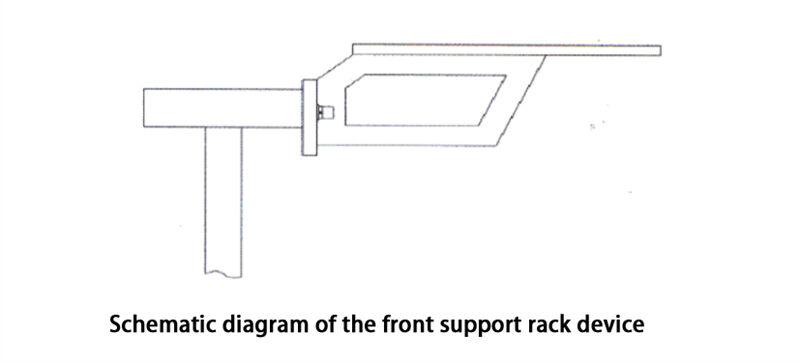
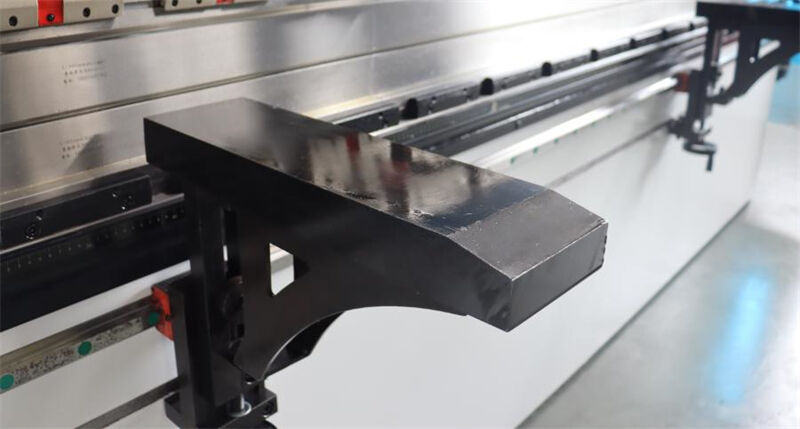
6. Forsystem til støttestolpe
Forsystemet brukes til å støtte og holde arbeidsstykket.
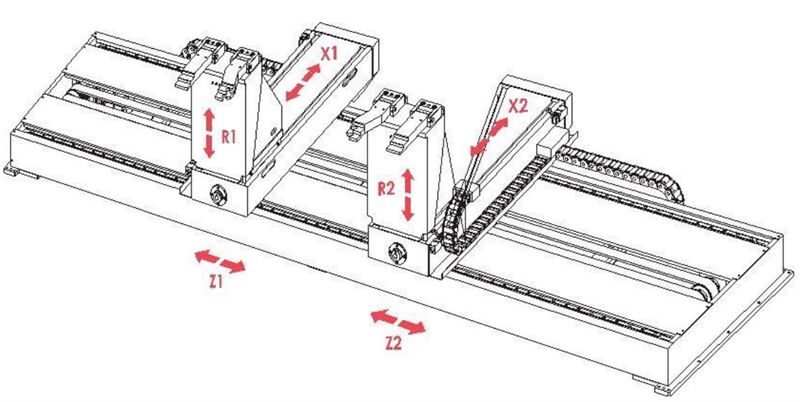
7. Bakmål
Bakmålet er en verdiakkumulerende komponent på maskinen og spiller en viktig rolle i den faktiske bøyingsarbeidet. Her er noen beskrivelser av bakmålet: Det styres av knappen på operasjonspanelet for å gjøre motoren til å drive bakmålerammen fram og tilbake.

8. Pressbryterdør
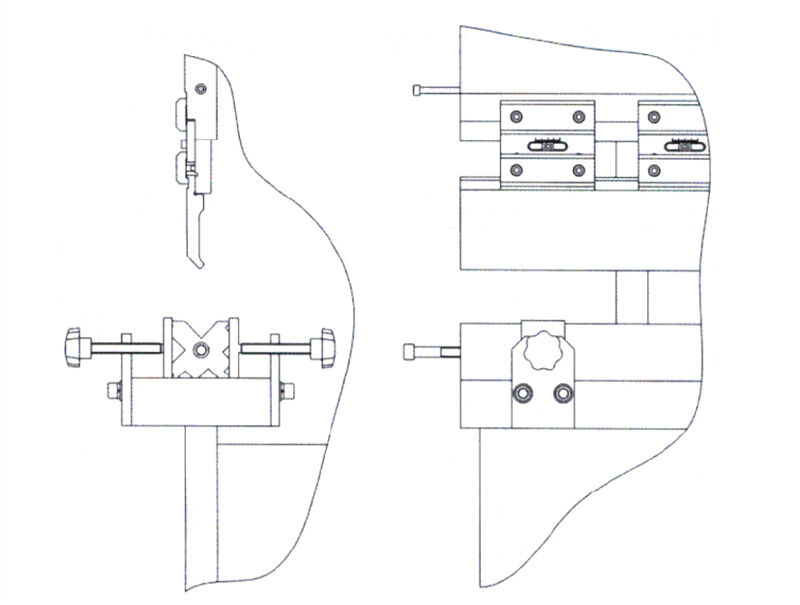
(1) Den øvre formen er montert på glidet og festet med et forbindelsesplate og et trykkplate. Den øvre formen er utstyrt med et finjusteringsmekanisme, som beveger seg skrått til venstre og høyre og brukes til øvre og nedre kompensasjonsfinjustering av den øvre formen for å sikre nøyaktigheten på bøyede arbeidsstykker.
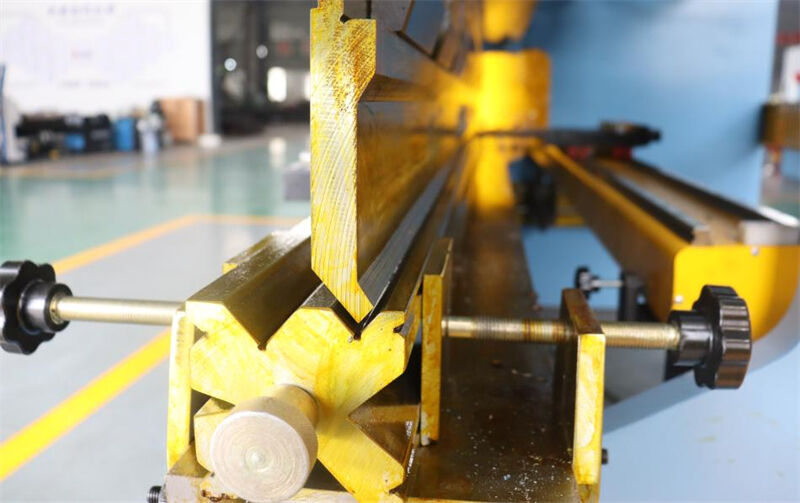
Den nedre formen er montert på arbeidsbordet. Roterende håndtak kan skubbe den nedre formen frem og tilbake for å justere sentrum av den øvre forms kniv.

(2) Form installasjon
a. Montering og avmontering av formen bør fullføres av trente og autoriserte profesjonelle og strengt følge kravene i elektriske spesifikasjoner.
b. Juster glideren til den riktige toppdødsposisjonen etter valgt formhøyde.
c. Når du installerer formen, bør oljepumpen slås av og maskinverktøyet bør ikke startes.
d. Fjern forurensninger, kantstumper og flimmer fra formen og forminstallasjonsflaten.
e. Installer først øvre form, deretter nederste form.
f. Etter at formen er installert, merk at skrueene bør fastsettes godt.
etter at maskinverktøyet er installert, start oljepumpe for å flytte glideren nedover og kontrollere den på den nødvendige og passende posisjonen. Sjekk om øvre og nedre formverk er justert rett mot hverandre, det vil si om avstandene på begge sider av øvre formverk i V-gropen er like. Hvis ikke, juster nedre formverk og feste det før du returnerer maskinverktøyet til toppdødssenteret. (Merk: Hold avstanden mellom øvre og nedre formverk større enn tykkelsen på platen som skal brettes.)
h. Juster den skråne kløven slik at bunnen av øvre form kan justeres for å oppnå den minste bøyingsvinkelen over hele bøyingslengden. For å oppnå en god bøyingseffekt kan den skråne kløven justeres på nytt etter faktisk bøyingsresultatet av prøvespesifikt. Hvis den faktiske bøyingsvinkelen her er for stor under justering, bør bunnen av formen her justeres nedover, det vil si løsne fester og flytte kløven til venstre. Etter justering, fastner du fester. Ellers justerer du bunnen av formen oppover, det vil si flytte kløven til høyre.

(3) Ting å legge merke til ved bruk av form:
a. Sjekk festeferene for formen jevnlig
b. Vær forsiktig når du bytter form, og plasser formen forsiktig på formrammen ved siden av maskinen for å unngå skader.
c. Hver form har sin maksimale lasteviktkapacitet, og det er ikke tillatt å bøye over lastegrensen.
d. Når ikke i bruk i lengre tid eller stoppet, bør den øvre formen senkes ned i V-groven på den nedre formen, i kontakt med den nedre formen eller på en flat plade.
e. Når formen ikke er i bruk, for å beskytte formbladet, kan formen plasseres på et trebrett eller gummiskinn, og formflaten kan smøres.
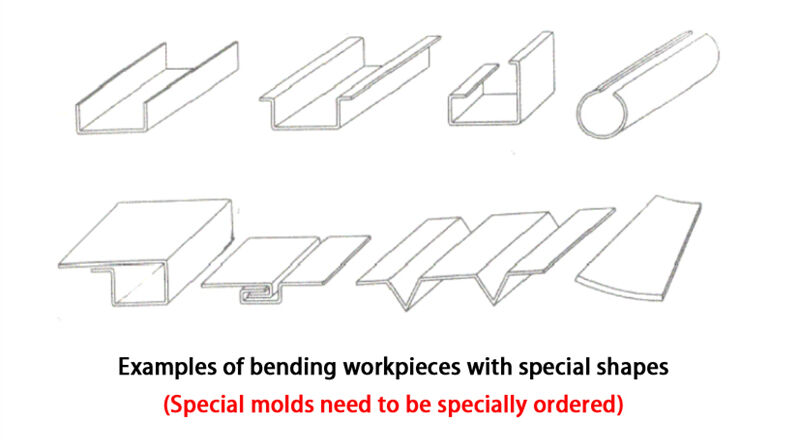
(4) Følgende arbeidsstykker kan brettes