















































Hvordan justere trykkubalansen på bøyemaskinen
Møter du utfordringer med inkonsekvente bøyevinkler på din NC-pressbøy? Ved å forstå de underliggende årsakene og implementere målrettede løsninger, kan du oppnå nøyaktige og repeterbare resultater. Metodene for å justere trykkubalansen på pressbøya inkluderer hovedsakelig å løse eksterne faktorer og maskininterne faktorer. Først og fremst er det nødvendig å identifisere årsaken til trykkubalansen, som vanligvis omfatter eksterne faktorer og maskininterne faktorer. Eksterne faktorer, slik som tunge gjenstander i nærheten, påvirker den ujevne kraften på glidelåsene på begge sider av arbeidssylinderen, mens maskininterne faktorer kan skyldes at de to arbeidssylinderne pressuriserer i hver ende av glidelåsen, noe som fører til at arbeidstungens tyngdepunkt flyttes mot midten, og dermed påvirker formasjonen og etterfølgende arbeidet med produktet.
Løsning
Løs eksterne faktorer: Fjern tunge gjenstander som påvirker pressens funksjon, og sørg for at glidebanene på begge sider av arbeidslinderen er jevnt belastet.
Løs maskinens egne faktorer: Bruk avbøyning og trykkompenserende metoder, og plasser deformasjonsmengden motsatt kraftdeformasjonsretningen på arbeidbenken for å oppnå variabel kompensasjon for glidebordet og arbeidbenken, slik at trykkfordelingen til arbeidslinderens glidebord på begge sider av pressen blir mer jevn.
Spesifikke trinn
Justering av eksterne faktorer:
Fjern tunge gjenstander som påvirker pressens funksjon.
Sørg for at det ikke finnes fremmede gjenstander på pressens karosseri, og vær hele tiden oppmerksom på pressens arbeidsforhold for å redusere forekomsten av ujevnt trykk på begge sider.
Justering av maskininterne faktorer:
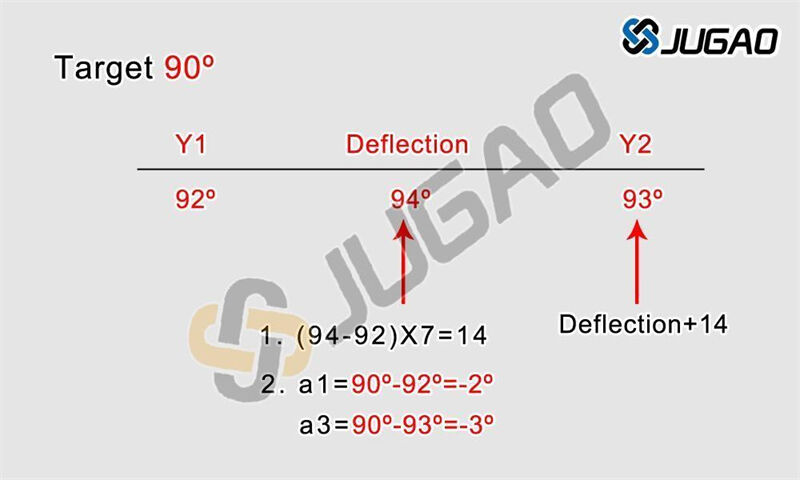
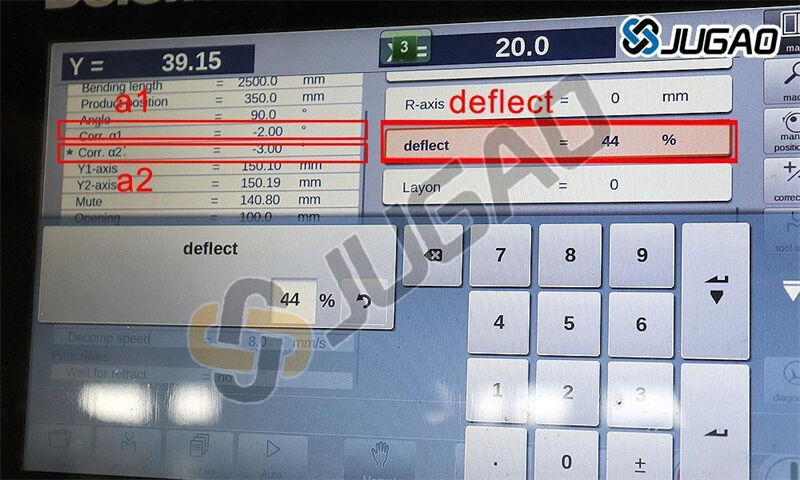
Plasser en deformasjonsmengde i motsatt retning av kraftdeformasjonen på arbeidsbenken mellom glidebommen og oververktøyet på bøyepressen for å oppnå avbøyningskompensasjon.
Bruk hydraulisk kompensasjon og mekanisk kompensasjon for å oppnå trykkompensasjon.
Ta følgende figur som eksempel

Insperer og juster verktøy
Feiljusterte eller slitte verktøy er en vanlig årsak til vinkelavvik. Sørg for at over- og underverktøyet er riktig justert og uten skader. Erstatt eventuelle slitte komponenter for å opprettholde nøyaktighet.

Kalibrer CNC-styringen på nytt
Over tid kan maskinens styring gå fra de opprinnelige innstillingene. Kalibrer CNC-systemet på nytt for å sikre at det nøyaktig tolker og utfører bøyningskommandoer.
Bekreft materialens ensartethet
Variasjoner i materialtykkelse, hardhet eller kornretning kan påvirke bøyeresultatene. Sjekk materialenes egenskaper og sørg for enhetlighet før du fortsetter med bøyebehandlingen.
Utfør regelmessig vedlikehold
Rutinemessig vedlikehold, inkludert smøring, sjekk av hydrauliske systemer og mekaniske inspeksjoner, kan forhindre mange problemer før de oppstår. En godt vedlikeholdt maskin fungerer mer pålitelig.
Finjuster maskinnstillinger
Juster parametere som bølgefart, trykk og bakgaffelposisjon for å optimere ytelsen for spesifikke materialer og design.
Feilsøking av vanlige scenarier
Et vanlig problem med hydrauliske NC-pressemaskiner er ujevne vinkler langs samme bølegang. For eksempel kan en målvinkel på 90° gi 89° på den ene siden og 91° på den andre. Dette problemet skyldes ofte ujevn trykkfordeling eller feil justering.

Ved å systematisk håndtere verktøyjustering, kontrollerkalibrering og materialsjekker, kan du gjenopprette nøyaktigheten i bøleoperasjonene dine.
Advarsel
* Før du bruker pressemaskinen, må du forsikre deg om at det ikke finnes fremmede gjenstander på maskinkroppen, og vær alltid oppmerksom på pressemaskinens arbeidstilstand.
* Rengjør og vedlikehold bøylebøyen regelmessig for å redusere feilfrekvensen.
* Følg de spesifikke driftsinstruktionene i produsentens manual for å sikre trygge og effektive justeringer.
Konklusjon
Å opprettholde konstante bøylevinkler krever en kombinasjon av riktig maskinoppsett, regelmessig vedlikehold og oppmerksomhet på materialdetaljer. Følg disse beste praksisene for å minimere feil og øke effektiviteten til din NC-bøylebøy.

