















































En praktisk guide til betjening av E21 bøyemaskin
En praktisk guide til betjening av E21 bøyemaskin
For å betjene E21 bøyemaskin, start med å taste inn de nødvendige bøyeinnstillingene i kontrollsystemet. Når materialet er riktig plassert og sikret, kan du starte bøyesyklusen, og samtidig følge alle gjeldende sikkerhetsprosedyrer. For konsekvent høy kvalitet er det viktig å utføre rutinemessig vedlikehold og regelmessige verktøyinspeksjoner.
For en detaljert, trinnvis veiledning for hele prosessen, se den fullstendige driftshåndboken nedenfor.

E21-system: En introduksjon
E21 er et spesialisert kontrollsystem utviklet spesielt for bøyepresmaskiner. Det gir en optimal balanse mellom ytelse og kostnadseffektivitet, og reduserer betydelig totale maskinkostnader samtidig som det opprettholder nøyaktighet i henhold til kravene i industrien.
Nøkkelfunksjoner i E21-systemet inkluderer:
Høyoppløselig LCD-skjerm som støtter tospråklig kinesisk og engelsk, og viser programmeringsparametere på én side, noe som gjør programmering raskere og mer praktisk.
Intelligent posisjonering av X- og Y-akser med manuell justeringsstøtte, noe som eliminerer behovet for mekaniske manuelle posisjoneringsenheter.
Innebygde funksjoner for trykkholdetid og forsinkelse ved lossing gjør betjeningen lettere og reduserer kostnader.
én-klikks-funksjon for sikkerhetskopiering og gjenoppretting av parametere, som kan gjenopprette parametere når som helst etter behov, noe som reduserer vedlikeholdskostnader. Støtter flertrinns-programmering for å øke produksjonseffektiviteten og bearbeidingsnøyaktigheten.
Alle knapper på panelet er mikrobrytere og har blitt grundig testet for EMC, høy og lav temperatur, vibrasjon, etc. for å sikre produktets stabilitet og levetid.
CE-sertifisering støtter utenlandske markeder.
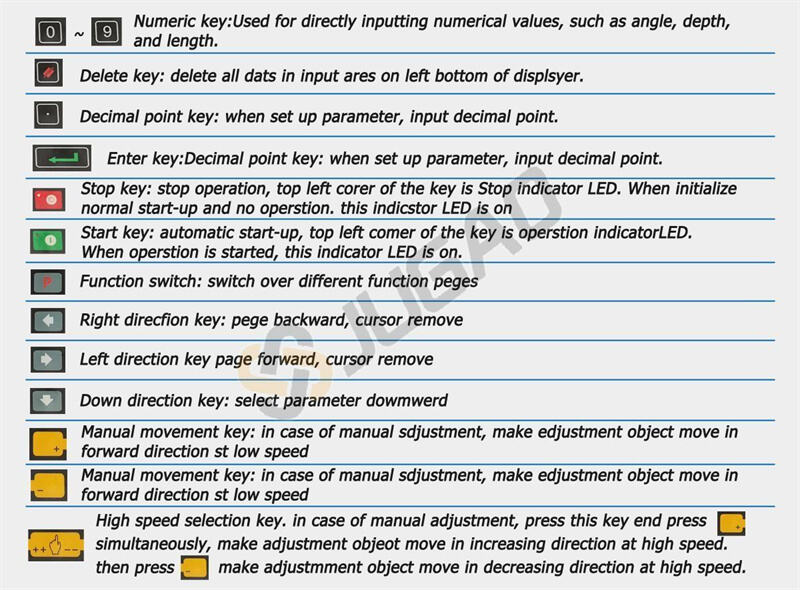
Funksjoner for panalknapper er beskrevet i tabell.
Enkelt grensesnitt
E21-styring bruker en 160*160 prikkmatrise-LCD-skjerm. Visningsområdet er vist nedenfor.

Tittellinje: viser relevant informasjon om gjeldende side, for eksempel navnet osv.
Parametervisningsområde: viser parameterens navn, parameterverdien og systeminformasjon.
Statuslinje: visningsområde for inndata og meldingsprompter, etc.
Forklaringer av forkortelser på denne siden er vist i tabell.
X: Den nåværende bakgrunnsposisjonen
Y: Nåværende glidebryterposisjon
XP: Ønsket bakstopp-posisjon
YP: Ønsket glidebryterposisjon
DX: Avstand for bakstopp-retrakt
HT: Holdetidsforsinkelse
DLY: Retraktforsinkelse
PP: Forhåndsinnstilt arbeidsstykke
CP: Nåværende arbeidsstykke
Programmering i eit enkelt skritt
E21 har to programmeringsmetoder, nemlig enkelttrinns-programmering og flertrinns-programmering. Brukere kan sette opp programmering etter faktiske behov.
Enkelttrinns-programmering brukes vanligvis for å bearbeide ett enkelt trinn for å fullføre bearbeidingen av arbeidsstykket. Når kontrolleren slås på, vil den automatisk gå inn i enkelttrinns-programmeringssiden.
Operasjonssteg
Trinn 1 Etter oppstart vil enheten automatisk gå til innstillingssiden for enskrittprogrammet.
Trinn 2 Trykk for å velge parameter som skal settes opp, trykk tastaturtast for å skrive inn programverdi, trykk for å fullføre inntasting.
Trinn 3 Trykk så vil systemet utføre programmet i henhold til denne oppsettet.
Flomodig programmering
Flerskrittsprogram brukes til behandling av enkeltdeler med ulike prosesseringssteg, og muliggjør sammenhengende gjennomføring av flere trinn for å øke prosesseringseffektiviteten.
Operasjonssteg
Trinn 1 Slå på strømmen, enheten viser automatisk parametersiden for enkelttrinn.
Trinn 2 Trykk for å bytte til programmets administrasjonsside, bytt til programmets administrasjonsside.
Trinn 3 Trykk for å velge programserienummer, eller skriv inn programnummer direkte, for eksempel skriv inn «1».
Trinn 4 Trykk for å gå til flerskrittsprogrammeringssiden.
Trinn 5 Trykk for å velge flerskrittsprogrammeringsparameter som skal settes opp, skriv inn oppsettingsverdi, trykk og oppsettet trer i kraft.
Trinn 6 Når oppsettet er fullført, trykk for å gå til side for trinnparameteroppsett.
Trinn 7 Trykk for å velge trinnparameter som må settes opp, skriv inn programverdi, trykk, og oppsettet trer i kraft.
Trinn 8 Trykk for å bytte mellom trinn. Hvis gjeldende trinn er det første trinnet, trykk for å gå til den siste siden i trinnparameteroppsettet; hvis gjeldende trinn er det siste, trykk for å gå til den første siden i trinnparameteroppsettet.
Trinn 9 Trykk, systemet vil fungere i henhold til dette programmet.
Parametersetting
Brukere kan sette opp alle parametere som kreves for normal drift av systemet, inkludert systemparameter, X-akseparameter og Y-akseparameter.
Trinn 1 På siden for programhåndtering, trykk for å gå til siden for programmeringskonstant, hvor programmeringskonstant kan settes.
Trinn 2 Området for oppsett av programmeringskonstant vises i tabell
Trinn 3 Skriv inn passordet «1212», trykk for å gå til undervisningssiden.
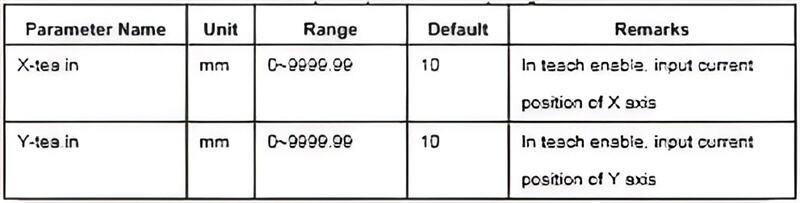
Trinn 4 Still inn parameter, område for parameteroppsett vises i tabell.
Trinn 5 Trykk, returner til siden for programmeringskonstant,
Alarm
Enheten kan automatisk oppdage intern eller ekstern unormalitet og sende ut alarmvarsling. Alarmmelding er tilgjengelig på alarmlisten.
Trinn 1 På siden for programmeringsadministrasjon, trykk for å gå til siden for programmeringskonstanter.
Trinn 2 På siden for programmeringskonstanter, trykk for å gå til «Alarmhistorikk»-siden for å vise all alarmhistorikk. De siste 6 alarmene, alarmnummer og årsaker kan vises på denne siden.
Vanlige feil og feilsøking
1. Kontrolleren slår ikke seg på / Ingen visning
Feilsymptomer:
Skjermen er blank.
Ingen indikatorlys er tent.
Mulige årsaker og feilsøking:
C1: Hovedstrømforsyningsproblem.
Sjekk: Sørg for at hovedbryteren for maskinen er slått PÅ.
Sjekk: Bekreft at hovedstrømkabelen er tilkoblet og at spenningen er riktig.
C2: Maskindør/sikkerhetsbeskyttelse åpen.
Sjekk: Sørg for at alle elektriske skapdører og sikkerhetsbeskyttelser er ordentlig lukket. Mange maskiner har sikkerhetsinterlocks som forhindrer strømtilførsel.
C3: Sikringen er blitt brånet.
Sjekk: Inspecter hovedsikringene i maskinens elektriske skap.
C4: Defekt strømforsyning.
Sjekk: Den interne DC-strømforsyningen (f.eks. 24 V DC) til kontrolleren kan ha sviktet. Dette krever en kvalifisert elektriker.
2. Aksler (Y1, Y2, X, R) beveger seg ikke eller viser «følgefeil»/«akselfeil»
Feilsymptomer:
Aksen svarer ikke på manuelle kommandoer.
Kontrolleren viser en feilmelding om akselforstyrrelse eller følgefeil.
En side (Y1 eller Y2) er lavere/høyere enn den andre (ute av synk).
Mulige årsaker og feilsøking:
C1: Servodrift/enhetsfeil.
Sjekk: Se etter en feilkode på selve servodrivenheten (vanligvis plassert i det elektriske skapet). Se i driftsprodusentens håndbok.
Handling: Nullstill feilen ved å slå av og på maskinen. Hvis feilen vedvarer, noter feilkoden for teknisk support.
C2: Problemer med enkoder/tilbakemeldingskabel.
Sjekk: Insper kablene til enkoderen som er tilkoblet baksiden av servomotorene, og se etter skader eller løse tilkoblinger.
C3: Mekanisk blokkering.
Sjekk: Sjekk manuelt om stempelet (Y-akse) eller bakstopp (X-akse) kan bevege seg fritt. Det kan være en fysisk blokkering.
C4: Motorbrems aktivert.
Sjekk: Servomotorbremsen (spesielt på Y-akse) kan være aktivert. Du kan høre et summingelyd fra motoren, men ingen bevegelse.
3. «Akse ikke referanset» eller «Angi referanse»-feil
Feilsymptomer:
Maskinen kan ikke starte en syklus.
Styreenheten krever en referanseprosedyre.
Mulige årsaker og feilsøking:
C1: Maskin slått av.
Handling: Dette er en standardprosedyre. Du må utføre «Referanse»- eller «Nullstilling»-operasjonen etter at maskinen er slått på. Gå til manuell skjerm og kjør referanse-syklus for alle aksene.
C2: Feil i referansebryter/proximity-sensor.
Sjekk: Sensoren som registrerer hjemmeposisjonen, kan være skitne, feiljustert eller defekt. Dette krever ofte en tekniker.
4. Alarm for «overbelastning» eller «høyt trykk»
Feilsymptomer:
Alarm oppstår under bøyesyklusen, ofte nær bunnen.
Mulige årsaker og feilsøking:
C1: Feilaktig tonnasje (trykk) innstilling.
Sjekk: Den programmerte bøyespenningen er for høy for materialet eller maskinens kapasitet. Gå gjennom og reduser trykkinnstillingen i programmet.
C2: Feil valg av dør
Sjekk: Å bruke en V-dør som er for liten for materialetykkelsen krever overdreven kraft. Bekreft at V-dørens åpning er riktig for materialet (typisk er V-åpning = 8 x Materialetykkelse).
C3: Bøying utenfor maskinens kapasitet
Sjekk: Du prøver kanskje å bøye et materiale som er for tykt eller for langt i forhold til maskinens angitte kapasitet.
5. Inkonsistent bøyevinkel
Feilsymptomer:
Bøyevinkelen varierer fra del til del, selv med samme program.
Mulige årsaker og feilsøking:
C1: Materialevariasjoner
Sjekk: Inkonsistent materialetykkelse, hardhet eller kornretning kan føre til vinkelvariasjon. Sjekk materialsertifikater.
C2: Slitt eller feil verktøy
Sjekk: Inspecter stansen og matrisen for slitasje eller skader. Sørg for at riktige verktøy brukes for den angitte vinkelen.
C3: Mangel på krongjennoppretting.
Handling: Hvis du bøyer lange plater, kan maskinens seng bukke. Bruk "Krongjennoppretting"-funksjonen (manuell eller automatisk) for å kompensere for denne bukningen. Kalibrer på nytt hvis nødvendig.
C4: Ustabil hydraulisk system.
Sjekk: Lavt nivå av hydraulikkolje, skittent olje eller en defekt ventil kan forårsake trykkusikkerhet. Sjekk oljenivået og temperaturen.
6. Bakstopp (X, R, Z) når ikke posisjonen eller er unøyaktig
Feilsymptomer:
Bakstoppen stopper på feil posisjon eller vibrerer ved stopp.
Mulige årsaker og feilsøking:
C1: Mekanisk hindring eller feiljustering.
Sjekk: Se etter spåner, søppel eller grater på bakstopp-skinnene og skruene. Rengjør og smør glidebanene.
C2: Løs kobling eller drivrem.
Sjekk: Koblingen mellom servomotoren og kuleskruen, eller drivremmen (hvis relevant), kan være løs.
C3: Spill.
Tiltak: Mekanisk slitasje over tid kan forårsake spill. Kontrolleren har ofte en innstilling for «Kompensasjon av spill» som en tekniker kan justere.
Generell feilsøkingsskjema
1. Noter den nøyaktige feilmeldingen på E21-skjermen.
2. Se i maskinprodusentens håndbok. Den inneholder de mest spesifikke feilkodene og fremgangsmåtene.
3. Utfør en enkel nullstilling: Skru av maskinen helt, vent i 10 sekunder, og skru den på igjen.
4. Sjekk om det er opplagte problemer: Løse kabler, utløste sikringer, lav hydraulikolje, uvanlige lyder.
5. Lokaliser problemet: Avgjør om det er et styringsproblem (kontroller, programmering), elektrisk (motor, drive, sensor) eller mekanisk (blokkert akse, slitt verktøy).
6. Kontakt teknisk support: Hvis problemet ikke løses med grunnleggende sjekk, gi dem den nøyaktige feilmeldingen og hvilke trinn du allerede har tatt.
Husk: Bare kvalifisert personell skal utføre interne elektriske reparasjoner.

