















































Waarom is de DELEM DA-69S Automatische Modus gebruiksvriendelijk?
Op het gebied van geavanceerde persbreukbediening valt de DELEM DA-69S Automatische Modus op door het gebruiksvriendelijke ontwerp. Of u nu een ervaren technicus bent of nieuwkomer op het gebied van persbreuken, dit artikel begeleidt u bij de belangrijkste voordelen van deze modus en legt uit hoe het buigprocessen vereenvoudigt en de operationele efficiëntie verbetert.
I. Intuïtief interfaceontwerp van de DELEM DA-69S Automatische Modus
Het interfaceontwerp is cruciaal voor de gebruiksvriendelijkheid. De DA-69S Automatische Modus vereenvoudigt de bedieningslogica en optimaliseert de weergave van informatie, waardoor complexe buigbewerkingen toegankelijker worden.
1. Vereenvoudigd navigatiemenu
Het navigatiemenu van de DA-69S Automatische Modus is gestroomlijnd met duidelijke bedieningslogica:
• Tik op de "Auto"-knop om het besturingssysteem over te schakelen naar automatische productiemodus.
• Druk op de "Start"-toets en het programma voert elke buigstap achtereenvolgens uit zonder handmatige tussenkomst, wat de efficiëntie aanzienlijk verbetert.
• Bij het wisselen tussen verschillende producten in de productbibliotheek kan de Automatische Modus direct overgaan naar de productiestatus zonder herhaalde instellingen.
• Wanneer een nieuw buigprogramma wordt geselecteerd, toont het systeem een "controleer gereedschappen"-waarschuwing om ervoor te zorgen dat het gereedschapsmodel en de positie nauwkeurig zijn, waardoor bedieningsfouten worden voorkomen.

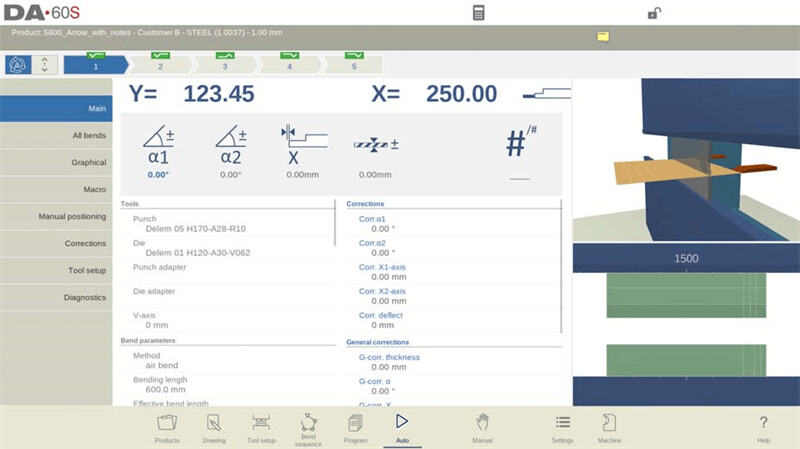
Daarnaast wordt bovenaan het scherm in de automatische modus duidelijk het momenteel geselecteerde product en de bijbehorende beschrijving weergegeven voor snelle controle. De buigselector bovenaan toont alle lopende buigstappen; door op een stap te tikken selecteert u de gewenste bewerking, en met het starttoets begint de productie vanaf die stap, wat meer flexibiliteit biedt. Grote pictogrammen (tegelvormige knoppen) boven het menu vergemakkelijken het snel aanpassen van vaak gebruikte parameters, waardoor minder bedieningsstappen nodig zijn.
2. Gedetailleerde parameterinstellingen
Deze modus ondersteunt fijnafstelling van parameters, zodat aanpassingen mogelijk zijn op basis van verschillende buigvereisten om verwerkingsnauwkeurigheid te garanderen:
• Hoekcorrecties (Y1/Y2-assen): Aanpassingen kunnen apart worden gedaan voor de linkerkant en de rechterkant van de machine. Als een geprogrammeerde hoek van 90° bijvoorbeeld resulteert in een buiging van 92°, stelt u eenvoudig een correctiewaarde in van -2°. Deze waarde wordt automatisch opgeslagen om consistentie in volgende bewerkingen te waarborgen.
• Y1/Y2-as correcties: Van toepassing op absolute programmering of bottoming-processen. Correctieparameters worden opgeslagen in het momenteel actieve programma, waardoor herhaald invoeren overbodig is.
• Hulpascorrecties: Geactiveerd op basis van de buigtoeslag van de X-as; deze correcties optimaliseren de buignauwkeurigheid en vereenvoudigen de werkstromen.
• Algemene correcties: Universele parameters zoals dikte, hoek en X-as aanpassingen worden toegepast op alle buigstappen in het programma, afgestemd op variaties in materialen en machinefouten om een uniforme productiekwaliteit te garanderen.
• Gespecialiseerde correcties: Ondersteunt doorbuigingscorrectie en correctie van de ondersteuningsas voor onderdelen (PST), waarmee aan de precisie-eisen van complexe buigopdrachten wordt voldaan.
• Voorraad- en herhalingsparameters: Operateurs kunnen de voorraadteller efficiënt beheren en herhaalde bewerkingsstappen instellen om het productieritme te optimaliseren.
• Stapmodusoptie: In tegenstelling tot continue Automatische Modus pauzeert de Stapmodus na elke buigcyclus, zodat operators de status van het werkstuk kunnen inspecteren en tijdige aanpassingen kunnen maken.
3. Intuïtieve Weergavemodi voor Naadloze Bediening
Weergavemodi hebben een gebruiksvriendelijke lay-out, waardoor operators snel tussen functies kunnen schakelen zonder complexe handelingen te hoeven leren, wat de voorbereidingstijd verkort. Bij eerste ingang van de Automatische Modus wordt standaard de Hoofdweergave weergegeven; andere weergavemodi kunnen rechts op het scherm worden geselecteerd. Het wisselen van weergave wijzigt niet de buigdata of onderbreekt de startstatus. De functies van elke weergave zijn als volgt:
• Hoofdweergave (Hoofd): Geeft zowel numerieke gegevens als grafische informatie (indien beschikbaar) voor buigbewerkingen weer. Ondersteunt direct programmeren van correctieparameters en schakelen tussen grafische/numerieke weergaven. De buigpositie kan worden gecontroleerd via zoom-, pan- en draaifuncties. De gereedschapsweergave focust automatisch op het momenteel gebruikte gereedschap, en geeft de juiste gereedschapsstation aan.
• Alle Buigen Weergave (All Bends): Toont alle buiggegevens in tabelvorm, met de mogelijkheid om het grafische venster te tonen of verbergen. Parameters zijn gerangschikt in rijen voor eenvoudig batchoverzicht.
• Grafische Weergave (Graphical): Biedt een volledig scherm grote grafische interface van het buigproces, met ondersteuning voor overschakeling naar 3D-weergave voor gedetailleerde observatie. Hiermee kan ook de kijkhoek, zoomverhouding en foto-weergaven van specifieke stappen worden aangepast en gecontroleerd.
• Macro Weergave (Macro): Geeft aswaarden weer in een lijst met grote lettertypegrootte, geschikt voor scenario's waarbij handelingen worden uitgevoerd op afstand van het bedieningspaneel. Het kan zowel de doel- als werkelijke posities van alle assen tegelijkertijd monitoren.
• Handmatige positioneringsweergave (Handmatige positionering): Toont aswaarden in groot formaat en ondersteunt het bedienen en aanpassen van asposities met behulp van een draaiknop. Door op de "lerenindicator"-pijl (tussen de werkelijke waarde en de geprogrammeerde waarde) te drukken, wordt de huidige aswaarde in de programma-stap opgenomen. Indien een optionele externe handterminal is geïnstalleerd, is hiermee ook afstandsbediening mogelijk van de draaiknop voor het programmeren van as- en buigposities.
• Correctieweergave (Correcties): Geeft correctiewaarden voor alle buigstappen en steunaanpassingen weer, indien nodig. Wanneer een correctiewaarde α1 wordt ingevoerd, zal het systeem deze automatisch kopiëren naar α2, het verschil tussen beide behouden, of α2 ongewijzigd laten, afhankelijk van de parameter "Programmering hoekcorrectie". De kolom "Opgeslagen correctie" (weergegeven wanneer de hoekcorrectiedatabase is geactiveerd) geeft de correctiewaarde voor elke bocht aan; een lege invoer betekent dat er geen gegevens in de database zijn opgeslagen, en een ">"-markering duidt op identieke bochtwaarden. Door op "Alles uit opslag" te klikken, worden alle buigcorrectiewaarden in het programma gesynchroniseerd met de waarden in de database. Daarnaast kan via "Buigtoeslag" worden toegevoegd aan de toeslagtabel, en kunnen correctiewaarden worden berekend op basis van gemeten hoeken (het invoeren van één gemeten hoek past deze uniform toe, terwijl het invoeren van linker/rechter/middenwaarden absolute bovenregelcorrectie mogelijk maakt). Een optionele gradenboog kan direct gemeten waarden invoeren, en correctiewaarden worden bijgewerkt na een nieuwe buigcyclus.
• Gereedschapinstellingenweergave (Tool Setup): Geeft de vereiste gereedschapsconfiguratie voor het huidige programma weer, waarmee eigenschappen en posities van gereedschappen kunnen worden gecontroleerd, maar niet gewijzigd. Om gereedschappen aan te passen, verlaat u de Automatische Modus en gaat u naar het menu "Gereedschapinstellingen".
• Diagnoseweergave (Diagnostics): Wordt voornamelijk gebruikt voor onderhoud, controleert de bedrijfstoestand van onafhankelijke assen en de I/O-status van het besturingssysteem, en biedt ondersteunende gegevens voor foutopsporing.
II. Aanvullende functies voor verbetering van precisie en productiviteit
Naast de interface-ontwerp beschikt de DA-69S Automatische Modus over een reeks praktische functies om de bewerkingsnauwkeurigheid en productie-efficiëntie verder te verbeteren.
1. Notitiesfunctie (Notes)
Operateurs kunnen notities toevoegen aan producten of programma's in de Automatische Modus:
• Notities kunnen algemene beschrijvingen zijn of details voor specifieke buigstappen, en er kunnen ook PDF-naslagdocumenten worden toegevoegd.
• Een "notitiesindicator" op het scherm geeft aan dat er nieuwe notities zijn; door erop te tikken kunnen deze worden bekeken, zodat belangrijke informatie te allen tijde toegankelijk is.
2. Corrigeren van stoten/koppelen
Ondersteunt het instellen van algemene correctieparameters voor stoot- of koppelbuigstappen. Door op "Stotencorr." of "Koppelcor." te tikken, opent zich een apart venster voor het invoeren van correctiewaarden:
• Bij het wijzigen van de algemene hoekcorrectie worden alle bijbehorende individuele correctiewaarden automatisch opnieuw berekend, en omgekeerd.
• De assen α1 en α2 kunnen onafhankelijke correctiewaarden hebben. Nadat een correctiewaarde voor α1 is ingevoerd, zal het systeem deze automatisch synchroniseren naar α2, het verschil tussen beide behouden, of α2 ongewijzigd laten, afhankelijk van de parameter "Hoekcorrectie programmering". Om α2 aan te passen, bedien dit direct in het stoot-/koppelcorrectievenster of wijzig de individuele correctiewaarden ervan.
3. Testbuigmodus
Deze modus is speciaal ontworpen voor fijnafstelling en helpt operators bij het optimaliseren van parameters vóór de formele productie:
• Wanneer geactiveerd, blijven alle assen na de eerste buigcyclus in de teruggetrokken positie. Indien ondersteuning van het onderdeel is ingeschakeld, behoudt de ondersteuningsas zijn huidige hoek.
• De Y-as stopt op het bovenste dode punt (UDP), zodat operators de buighoek kunnen meten en correcties kunnen aanbrengen. Nadat de correcties zijn voltooid, hervat de ondersteuningsas zijn werking wanneer de Y-as het gespecificeerde punt passeert, wat zorgt voor precisie bij volgende buigbewerkingen.
4. Bedieningselementen op de werkvloer & Taaklijstfunctie
Vereenvoudigt de productiebeheerprocessen en ondersteunt het bewaken van meerdere batches en voortgangstracking:
• Wanneer het systeem zich in taakproductie bevindt, geeft een "Taakindicator" de huidige status weer; door erop te tikken kunnen taken worden bekeken en beheerd.
• Wanneer u in de taaklijst wilt schakelen tussen productbatches, drukt u op de functietoets "Product activeren", waarna het systeem direct naar het doelproduct overschakelt.
• Tijdens de productie kunnen operators het "aantal weggegooide producten" bijwerken; het systeem past automatisch het "geproduceerde aantal" aan, wat ook handmatig kan worden gewijzigd. Zowel operators als taakmanagers kunnen productiegegevens of notities toevoegen in het "opmerkingenveld".
• De taakstatus is onderverdeeld in vier categorieën:
◦ Nieuw: Er zijn nog geen producten van deze batch geproduceerd;
◦ Onvolledig: De doeluitvoer van deze batch is nog niet bereikt;
◦ In uitvoering: Deze batch is geladen in de machine en bevindt zich in productie;
◦ Voltooid: De productie van deze batch is bevestigd als voltooid.
• Een taak blijft actief totdat een nieuw product of een nieuwe taak wordt geselecteerd in "Productmodus". Na het laden van een nieuw product wordt de oorspronkelijke taak automatisch gedeactiveerd en moet deze opnieuw worden geselecteerd en gestart indien nodig.
III. Veelgestelde vragen (FAQ)
1. Hoe ondersteunt de Shop Floor Control-functie de DELEM DA-69S Automatische modus?
De Shop Floor Control-functie stelt operators in staat om meerdere productie-afgiften tegelijk te monitoren, productaantallen in real-time bij te werken en de voortgang van de productie nauwkeurig te volgen. Dit vermindert handmatig statistisch werk en verbetert verder de operationele efficiëntie en gegevensnauwkeurigheid van de Automatische Modus. te productaantallen in real-time bij te werken en de voortgang van de productie nauwkeurig te volgen. Dit vermindert handmatig statistisch werk en verbetert verder de operationele efficiëntie en gegevensnauwkeurigheid van de Automatische Modus.
2. Hoe kalibreert u de ponsbank nauwkeurig wanneer de DA-69S Automatische Modus wordt gebruikt?
Controleer eerst of de ponsbank waterpas staat. Gebruik vervolgens een digitale meetklok om de hoek van de buigmatrijs te meten en pas de parameters aan volgens de kalibratie-instructies van de fabrikant. Controleer na de aanpassing het kalibratieresultaat om ervoor te zorgen dat het voldoet aan de precisie-eisen voor bewerking.
3. Wat is de onderhoudsfrequentie voor de ponsbank wanneer de DA-69S Automatische Modus is ingeschakeld?
Regelmatig onderhoud wordt aanbevolen na elke 500 bedrijfsuren. Dit omvat het inspecteren van de slijtage van belangrijke componenten (zoals assen en stansen), het verwijderen van vuil uit de machine en het smeren van bewegende delen om optimale werkomstandigheden te behouden in de Automatische Modus.
Conclusies
De hoge gebruiksvriendelijkheid van de DELEM DA-69S Automatische Modus komt voort uit de twee voordelen: "intuïtief interfaceontwerp + verbeterde precisiefuncties". De interface vereenvoudigt de bedieningslogica en vermindert de leercurve, terwijl de extra functies zorgen voor precisie en efficiëntie. Zowel nieuwe als ervaren operators kunnen deze snel onder de knie krijgen, waardoor het buigproces in de werkplaats wordt gestroomlijnd.
Als u meer informatie nodig heeft over de specifieke werking van de DA-69S Automatische Modus of aangepaste vragen heeft, kunt u contact opnemen met ons team voor ondersteuning. U kunt ook terecht bij meer gerelateerde bronnen om uw metaalbewerkingsplan te optimaliseren.
Wilt u dat ik een Snelnaslagtabel voor basisbediening van DELEM DA-69S automatische modus ? Het zal de belangrijkste stappen van het navigatiemenu, parameterinstellingen en weergavemodi samenvatten in een overzichtelijke tabel, zodat u tijdens werkzaamheden ter plaatse snel kunt naslaan en gebruiken.

