















































Methoden voor nauwkeurig aanpassen van de buighoek van CNC-drukpersen
Afwijkingen in de buighoek kunnen leiden tot onconsistente vorming van werkstukken en kwaliteitsproblemen. Het beheersen van de nauwkeurige afstemmethoden van CNC-drukpersen is de sleutel om ervoor te zorgen dat ideaal resultaten bereikt worden bij elke buiging. Dit artikel zal uitleggen hoe nauwkeurige controle van de buighoek kan worden bereikt door middel van synchronisatiebuisafstemming, om uw verwerkingsnauwkeurigheid en werkefficiëntie te verbeteren.
Stappen voor het instellen van de buighoek
1. Begrijp de rol van de synchronisatiebuis
De synchronisatiebuis is het kernonderdeel van de CNC vouwmachine, verantwoordelijk voor het ervoor zorgen dat de cilinders aan beide kanten gelijktijdig bewegen, waardoor de parallelisme tijdens het vouwproces wordt onderhouden. Elke afwijking zal direct invloed hebben op de nauwkeurigheid van de vouwhoek.
2. Veiligheidsvoorbereiding
Schakel de stroom van de vouwmachine uit en zorg ervoor dat het apparaat volledig stopt met draaien.
Draag beschermende handschoenen en bril om veilig te opereren.
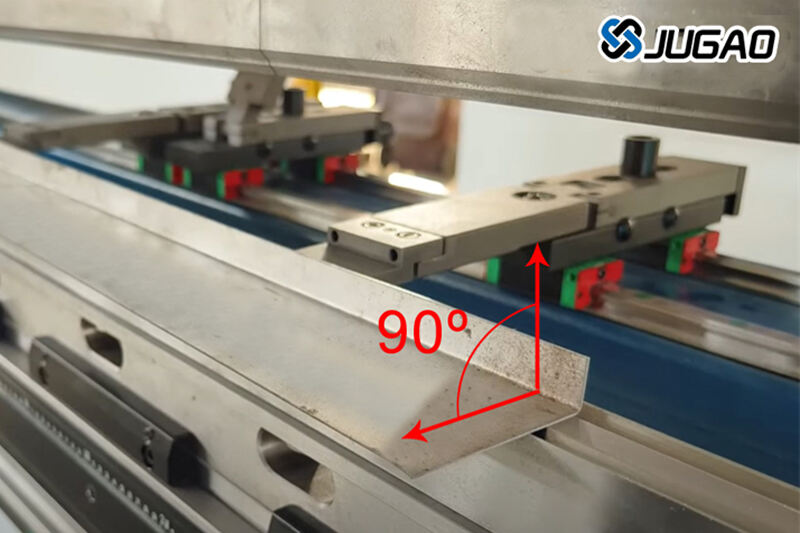
3. Meet de initiële hoek
Plaats een testplaat onder elk cilinder aan beide kanten.
Voer twee buigingen uit met dezelfde procedure en meet de buighoeken aan beide kanten respectievelijk.
Noteer het verschil tussen de hoeken aan beide kanten als basis voor afstelling.
Schematische weergave van buighoekmeting
4. Pas de synchronisatiestaaf aan
Plaats de synchronisatiebuis: Vind de aanpassingspositie van de synchronisatiebuis volgens de apparatuurontwerp.
Verplaats de verbindingshouder: verplaats de zeshoekige verbindingshouder naar de gespecificeerde positie Draaiinstelling:

Door de synchronisatiebuis tegen de klok in te draaien kan de buigdiepte worden vergroot, waardoor de buighoek wordt verkleind.
Meestal verandert de buighoek ongeveer 1 graad per omwenteling (met V16 gleuf en 1,8mm plaat als voorbeeld).

Verplaats de vergrendelingshouder: Na het instellen, verplaats de vergrendelingshouder om ervoor te zorgen dat de synchronisatiebuis stabiel is.

5. Test en verificatie
Gebruik restmateriaal voor testen van buigen om te meten of de werkelijke hoek aan de eisen voldoet.
Als er nog steeds afwijking is, herhaal de instelstappen tot de gewenste hoek bereikt is.
6. Eindcontrole en onderhoud
Bevestig dat alle instelonderdelen vastgenomen zijn om loskomst tijdens de bedrijfsvoering te voorkomen.
Controleer de status van de synchronisatiebuis regelmatig om ervoor te zorgen dat de juiste hoek langdurig wordt onderhouden.
Voorzorgsmaatregelen
Wees geduldig en grondig bij het aanpassen om te voorkomen dat er te veel rotatie plaatsvindt, wat leidt tot een te grote hoekafwijking.
Verschillende plaatdiktes en slottypen kunnen invloed hebben op het aanpassingsresultaat, en een flexibele benadering is vereist op basis van de werkelijke omstandigheden.
Het wordt aanbevolen de parameters na elke aanpassing op te schrijven om de volgende onderhouds- en optimalisatiewerkzaamheden te vergemakkelijken.
Door de bovenstaande stappen te volgen, kunt u effectief het probleem van ongelijke buighoeken oplossen en de productkwaliteit en productie-efficiëntie verbeteren.
De hoofdproducten van JUGAO CNC MACHINE omvatten lasmachines, CNC hydraulische buigmachines, lasbewerkingsmachines, schermmachines en buismachines, enz., die worden gebruikt in bladmateriaalbewerking, chassis kasten, verlichting, mobiele telefoons, 3C, keukengerei, badkamers, autocomponentenbewerking en hardware industrieën. Welkom om online te consulteren om meer informatie over de machine te verkrijgen.

