















































Belangrijke stappen voor de gereedschapsconfiguratie van de DELEM DA-66S
Inhoudsopgave
1. Inleiding
2. Basisconfiguratiestappen
2.1 Toegang tot de DELEM DA-66S gereedschapsconfiguratieinterface
2.2 Activeren van de gereedschapsinstellingfunctie
2.3 Selecteren en toevoegen van nieuwe gereedschappen
3. Instellen van gereedschapsplaatsing en lengteparameters
3.1 Programmeren van gereedschapslengte en plaatsingspositie
3.2 Maximaal profijt halen uit de automatische selectiefunctie
4. Geavanceerde configuratie en beheer van gereedschapssegmentatie
4.1 Beheren van de toolsegmentatie
4.2 Selecteren en herpositioneren van toolstations
5. Veelgestelde vragen (FAQ)
6. Conclusie
Het nauwkeurig configureren van de tools van het DELEM DA-66S-besturingssysteem volgens de standaardstappen is essentieel om de operationele efficiëntie en bewerkingsnauwkeurigheid van persremmachines te verbeteren. Of u nu een bestaande toolopstelling vernieuwt of een geheel nieuwe opstelling maakt, elke stap in het configuratieproces moet zorgvuldig worden uitgevoerd om optimale productieresultaten te garanderen.
De kern van de toolconfiguratie ligt in de nauwkeurige programmering van stempels, matrijzen en alle vereiste adapters voor de machine. Door toegang te krijgen tot de productbibliotheek en het geschikte toolopstellingsschema te kiezen, kunt u een zeer nauwkeurige configuratie van deze kerncomponenten realiseren. Deze handleiding begeleidt u stap voor stap door alle essentiële stappen van de DELEM DA-66S-toolconfiguratie, waardoor uw opzettingsworkflow wordt gestroomlijnd en de algehele operationele efficiëntie van de persrem wordt verhoogd.
Inleiding

Het DELEM DA-66S is een geavanceerd numeriek besturingssysteem dat veelvuldig wordt toegepast in moderne productie, met name in de metaalbewerkingsindustrie. De nauwkeurige gereedschapsconfiguratie vormt de fundamentele garantie voor het persbreukmachine om buigbewerkingen met hoge precisie en stabiele prestaties uit te voeren. Een onjuiste configuratie heeft niet alleen invloed op de bewerkingsnauwkeurigheid van de werkstukken, maar verlaagt ook de productie-efficiëntie en kan zelfs onnodige slijtage veroorzaken aan de machine en de gereedschappen. Het beheersen van de wetenschappelijke configuratiestappen is daarom essentieel voor elke operator.
1 Toegang tot de gereedschapsconfiguratie-interface van de DELEM DA-66S
Om de gereedschapsopstelling voor een specifiek product te bewerken of aan te passen, moet u eerst het betreffende product in de productbibliotheek van het systeem lokaliseren en selecteren, waarna u de module Gereedschapsopstelling opent om de vervolgende configuratiewerkzaamheden te starten. Dit is de eerste stap om de professionele gereedschapsconfiguratie-interface te betreden en vormt de basis voor alle verdere handelingen.
2 Activeren van de functie Gereedschapsopstelling
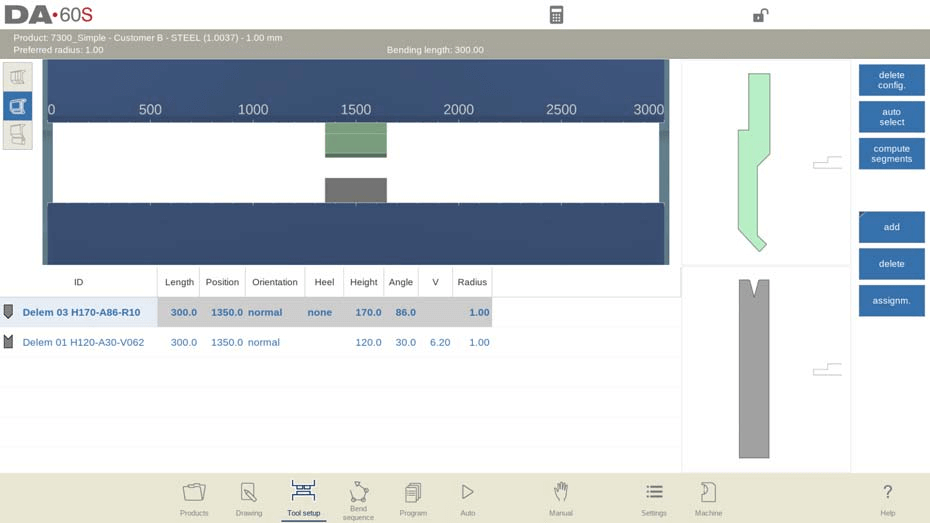
Het activeren van de functie Tool Setup is een vereiste om de toolconfiguratie op de DELEM DA-66S uit te voeren. Zodra deze functie is geactiveerd, toont de systeeminterface een gedetailleerde visuele weergave van de huidige toolopstelling van de machine, wat onmisbaar is voor het programmeren van de juiste positie van ponsen, stempels, adapters en andere tools.
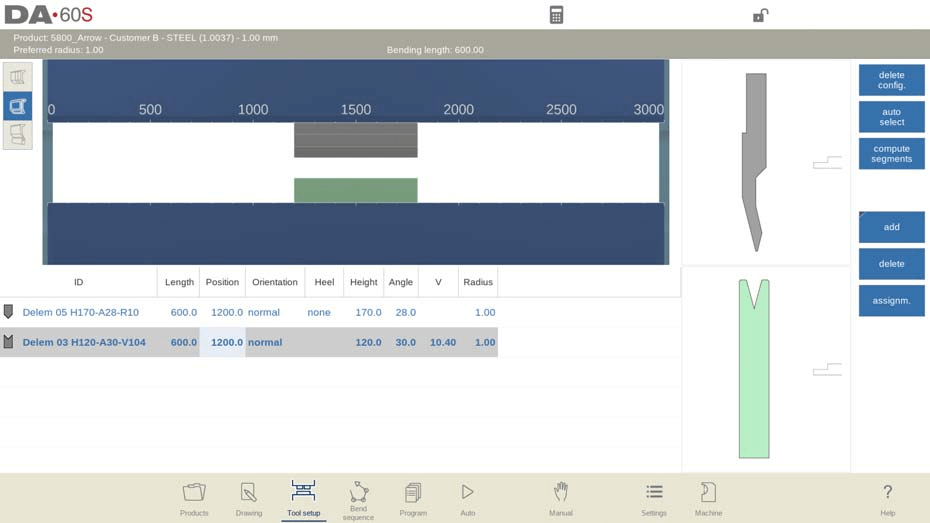
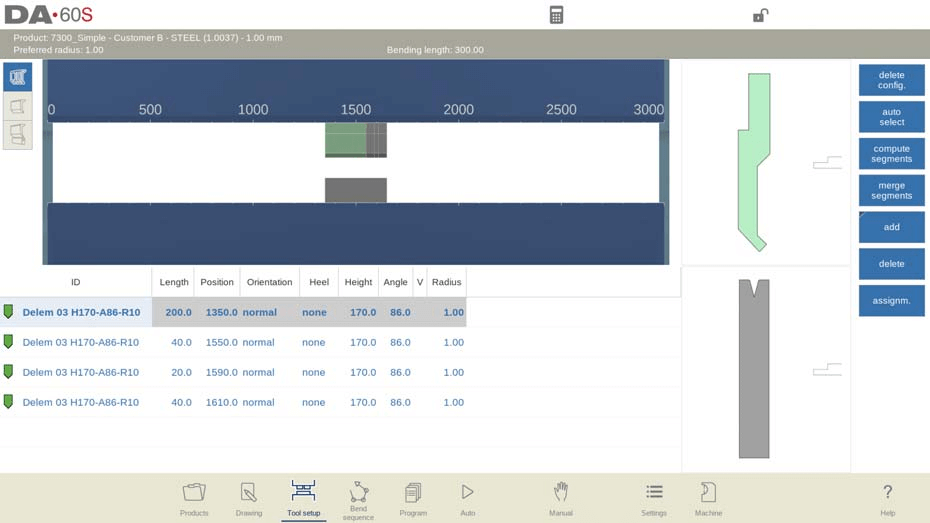
Nadat de functie Tool Setup is ingeschakeld, toont het bovenste deel van het scherm een frontaanzicht van de huidige opstelling van de machine, terwijl het onderste deel de gedetailleerde gegevens van alle geconfigureerde tools weergeeft. Op deze geïntegreerde interface kunnen operators de positie van diverse tools op de kantbank programmeren.
De vooraanzicht van de machine toont de kernstructurele elementen van boven naar beneden in de volgende volgorde: persbalk, ponsadapter (indien vooraf geprogrammeerd), pons, matrijs, matrijsadapter (indien vooraf geprogrammeerd) en werktafel. Deze machineonderdelen zijn vooraf geselecteerd in de ‘Machine’-modus van het systeem en hoeven doorgaans niet te worden aangepast tijdens de dagelijkse configuratie. Of een adapter kan worden geprogrammeerd en toegevoegd tijdens de installatie, is afhankelijk van de adapterparameterinstellingen in dezelfde ‘Machine’-modus.
3 Selecteren en nieuwe gereedschappen toevoegen
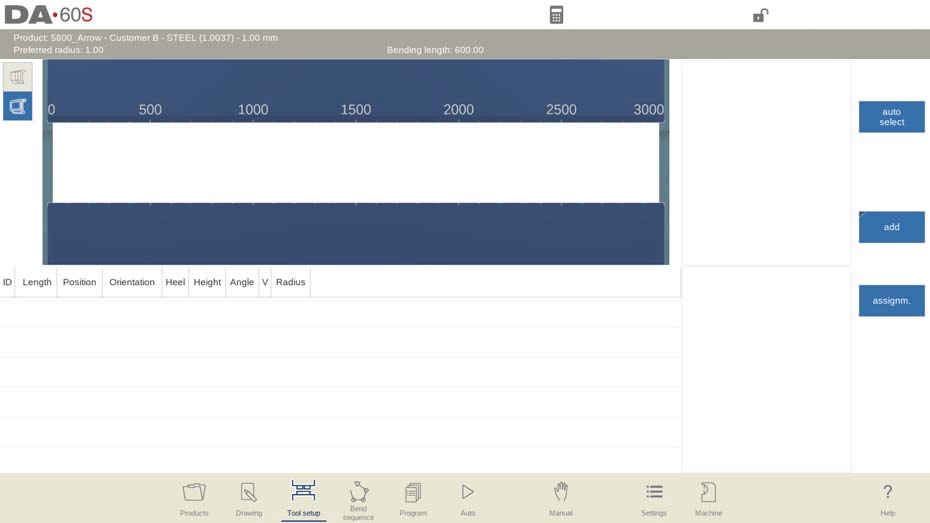
Bij het maken van een nieuw gereedschapsconfiguratieschema bevindt het gereedschapsinstallatiegebied van de machine zich standaard in een lege toestand. De operator moet de vereiste gereedschappen handmatig toevoegen; dit kunnen ponsen, matrijzen of adapters zijn (indien de adapterfunctie in het systeem is ingeschakeld). Nadat een gereedschap is toegevoegd, wordt dit standaard geplaatst in de machine met de maximale beschikbare lengte. De operator kan vervolgens de gereedschaps-ID aanpassen via de lijstweergave om een nauwkeurige koppeling en beheer van gereedschappen te realiseren.
Het specifieke bedieningsproces is als volgt:
1. Nadat u de nieuwe gereedschapsconfiguratiemodus bent binnengegaan, controleert u of de gereedschapshouder van de machine leeg is;
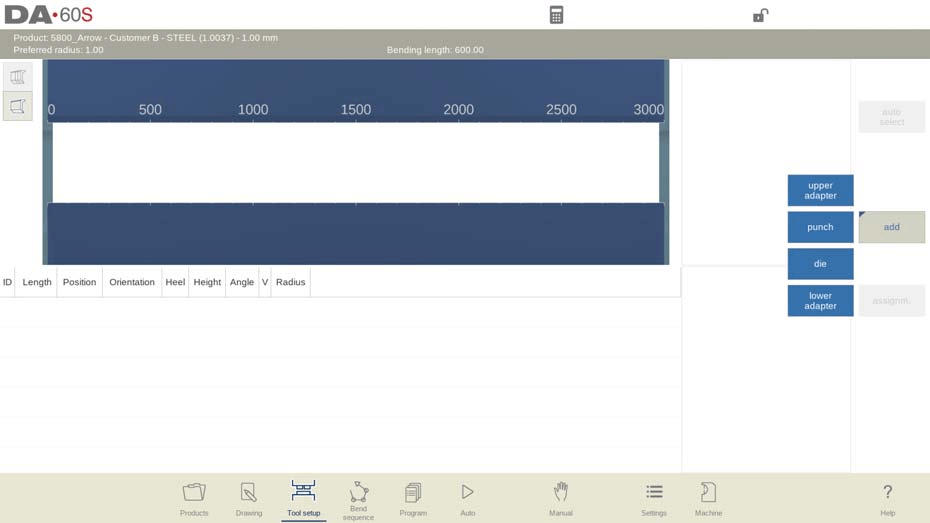
2. Klik op de knop "Toevoegen" om het toe te voegen gereedschapstype te selecteren (pons, matrijs of geactiveerde adapter);
3. Nadat u een gereedschap hebt geselecteerd (bijv. een pons), plaatst het systeem dit automatisch op de aangewezen positie van de machine met de maximale beschikbare lengte;
4. Selecteer de Pons-ID op de interface en klik op de lijstweergave om de unieke ID van het gereedschap te wijzigen voor latere identificatie en beheer.
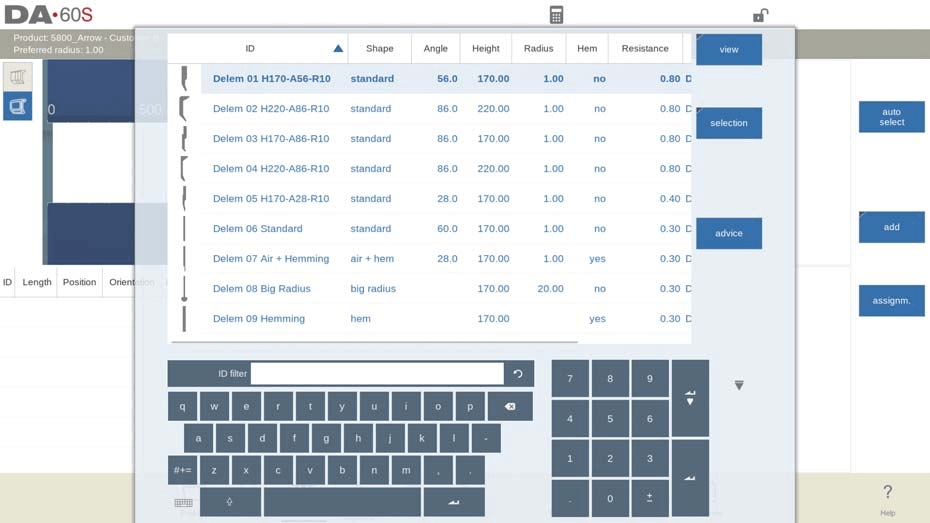
Het systeem is uitgerust met een intelligente gereedschaps-ID-filterfunctie: wanneer slechts een deel van de gereedschaps-ID wordt ingevoerd, zoekt het besturingssysteem automatisch naar overeenkomsten en toont een lijst met gereedschappen waarin de ingevoerde tekens voorkomen, waardoor het gereedschapselectieproces aanzienlijk wordt versneld.
Door op de knop "Advies" in de interface te klikken, wordt het systeem geactiveerd om op basis van specifieke criteria een beperkt aantal geschikte gereedschappen uit de volledige gereedschapsbibliotheek te selecteren en weer te geven, waardoor operators snel de optimale opties kunnen vastleggen. De selectiecriteria zijn als volgt:
• Overeenkomst van productstraal: het geselecteerde gereedschap moet ervoor zorgen dat de straal van het bewerkte product dicht bij de vooraf ingestelde gewenste straal ligt; de daadwerkelijk verkregen straal moet binnen het bereik van ±50% van de gewenste straal vallen;
• Compatibiliteit met buigkracht: de buigkracht die nodig is voor de bewerking mag de draagcapaciteit van het geselecteerde gereedschap niet overschrijden;
• Aanpassing van gereedschapshoek: de hoek van het geselecteerde gereedschap moet kleiner zijn dan of gelijk aan de hoek die vereist is voor het te bewerken product;
• Overeenkomst van buigmethode: bijvoorbeeld worden plooi-gereedschappen automatisch aanbevolen wanneer het product plooi-buigprocessen vereist.
Door op de knop "Alles weergeven" te klikken wordt het filterproces geannuleerd en wordt de volledige lijst met alle gereedschappen in de bibliotheek weergegeven, waaruit operators kunnen kiezen.
3.1 Voorselectie van multi-V-matrijzen
Voor een multi-V-matrijs (een matrijs met meer dan één V- of U-vormige opening) kunnen operators ofwel een specifieke V/U-opening selecteren of de gehele multi-V-matrijs (gemarkeerd als V = *). Indien een specifieke opening wordt geselecteerd, gebruikt het systeem deze opening voor de gehele buigvolgordeberekening; indien de gehele multi-V-matrijs wordt geselecteerd, kiest het besturingssysteem automatisch de opening die de productstraal het dichtst bij de vooraf geprogrammeerde waarde brengt.
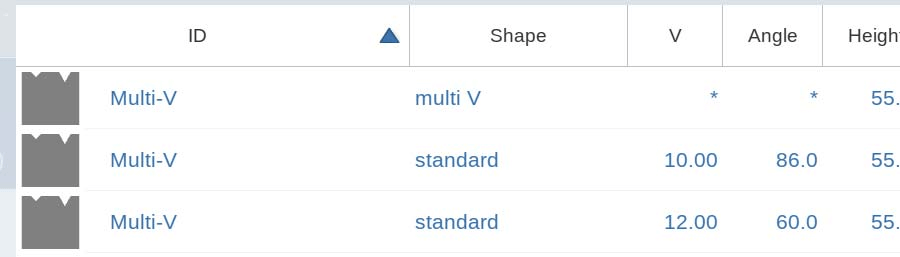
Indien het systeem tijdens de buigvolgordeberekening een andere V/U-opening selecteert, wordt deze nieuw geselecteerde opening toegepast op alle daaropvolgende buigprocessen die nog niet zijn opgenomen in de oorspronkelijke volgorde.
3.2 Selectie en parameterinstelling van Vario-V-matrijzen
Het initiële selectieproces van een Vario-V-matrijs (een matrijs met instelbare V-/U-vormige opening) op de DELEM DA-66S is hetzelfde als dat van gewone matrijzen. Nadat een Vario-V-matrijs is geselecteerd, wordt de V-waarde niet standaard ingesteld. De operators kunnen direct doorgaan met het maken van de buisvolgorde, en het systeem selecteert automatisch de meest geschikte V-waarde op basis van de beschikbare instelposities van de Vario-V-matrijs.

Als de operator van tevoren een specifieke V-waarde vooraf instelt, gebruikt het systeem deze waarde voor alle volgende buiberekeningen. Voor Vario-V-matrijzen met discrete instelposities kunnen alleen de vooraf ingestelde vaste waarden worden geselecteerd; indien een niet-vooraf ingestelde V-waarde wordt ingevoerd, stelt het systeem automatisch de dichtstbijzijnde beschikbare vaste waarde als standaardwaarde.
In de buigvolgorde-modus kunnen operators de V-opening van multi-V-matrijzen of de V-waarde van Vario-V-matrijzen wijzigen via de functies 'Wijzigen' of 'Matrijs verplaatsen' op de interface. De functie 'Matrijspositionering' in de programma-modus biedt ook dezelfde mogelijkheid tot aanpassing van deze parameters.
Instellen van gereedschapsplaatsing en lengteparameters
1 Programmeren van gereedschapslengte en plaatsingspositie
Het aanpassen van de lengte en plaatsingspositie van gereedschappen op de DELEM DA-66S is eenvoudig en intuïtief. Operators kunnen het gewenste gereedschap selecteren en direct nieuwe numerieke waarden voor lengte en positie invoeren, of het gereedschap via de visuele interface verslepen om het opnieuw te positioneren. De sleepfunctie van het systeem is geoptimaliseerd met een snelheidsaanpassingsfunctie: hoe groter de afstand waarover naar beneden wordt gesleept, des te langzamer de bewegingssnelheid van het gereedschap wordt, wat een uiterst nauwkeurige plaatsing mogelijk maakt en de configuratienauwkeurigheid aanzienlijk verbetert.
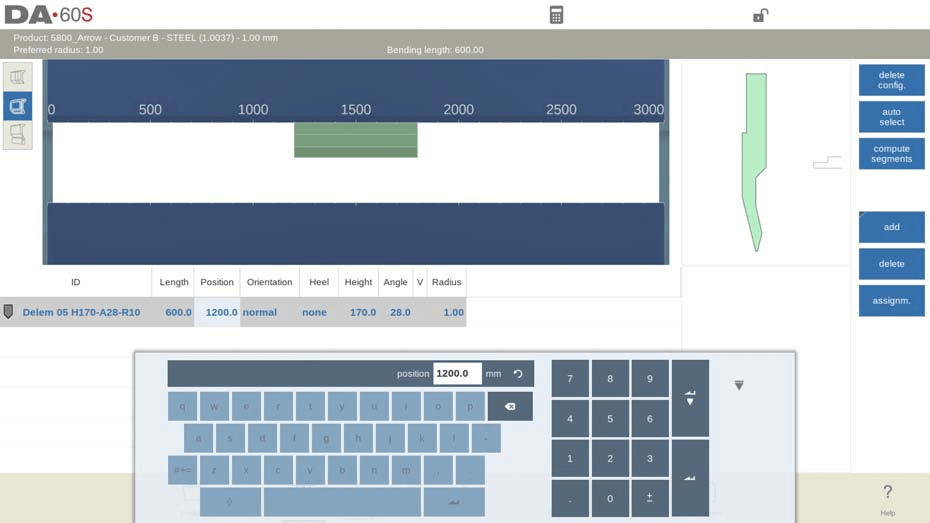
De 'snapping'-functie is een opvallende en essentiële functie voor nauwkeurige gereedschapsuitlijning in de DELEM DA-66S-gereedschapsconfiguratie. Bij het verslepen van gereedschappen of gereedschapsstations op de interface wordt het doelobject automatisch uitgelijnd met het midden van de machine, zowel verticaal als horizontaal. Wanneer het gereedschap in de 'snapping'-zone wordt gebracht, verschijnt er een rode hulplijn op het scherm, die de optimale loslaatpositie aangeeft voor nauwkeurige uitlijning — deze functie is cruciaal voor het waarborgen van de nauwkeurigheid van de gereedschapsplaatsing en de stabiliteit van de daaropvolgende bewerking.
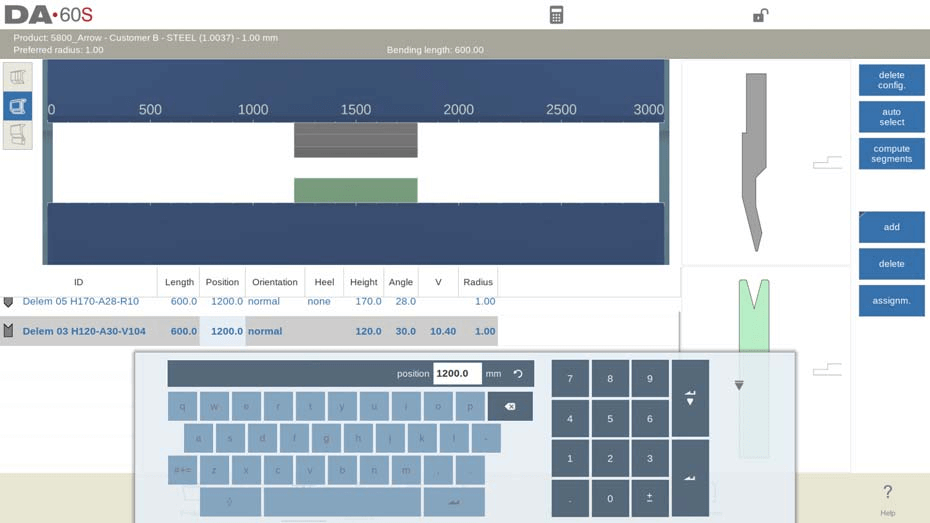
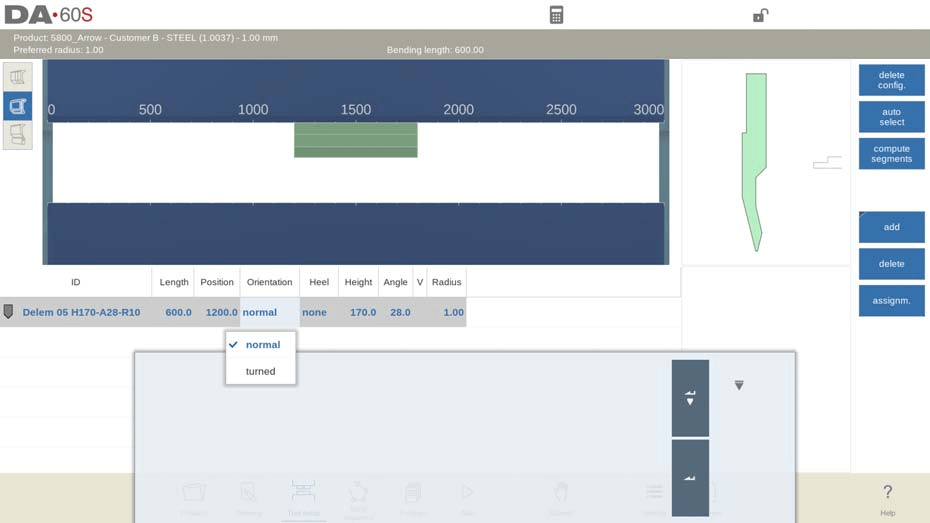
Bovendien beschikt het DELEM DA-66S-systeem over een intelligente koppelfunctie: zodra een stansgereedschap is geplaatst, plaatst het systeem automatisch een tegenstempel direct eronder, waarbij de lengte en positie van de tegenstempel volledig afgestemd zijn op het stansgereedschap. Op basis hiervan kunnen operators persoonlijke aanpassingen uitvoeren volgens de productiebehoeften, zoals het toevoegen of verwijderen van stansgereedschappen en tegenstempels, het verplaatsen van gereedschapsposities, het aanpassen van gereedschapslengtes, het wijzigen van de oriëntatiehoek van het gereedschap of het wijzigen van de hieltype. Deze flexibele aanpassingsmogelijkheden maken het mogelijk dat de gereedschapsconfiguratie zich aanpast aan diverse complexe productie- en bewerkingsvereisten.
Belangrijke bedieningsknoppen voor deze stap:
• Configuratie verwijderen: Verwijder het bestaande volledige gereedschapsconfiguratieschema en start een nieuwe configuratie vanaf nul;
• Toevoegen: Voeg een nieuw gereedschap toe aan de huidige configuratie en klik om het gereedschapstype te selecteren (bovenste adapter (indien ingeschakeld), stansgereedschap, tegenstempel, onderste adapter (indien ingeschakeld));
• Verwijderen: Verwijder de momenteel geselecteerde enkele tool uit de configuratie.
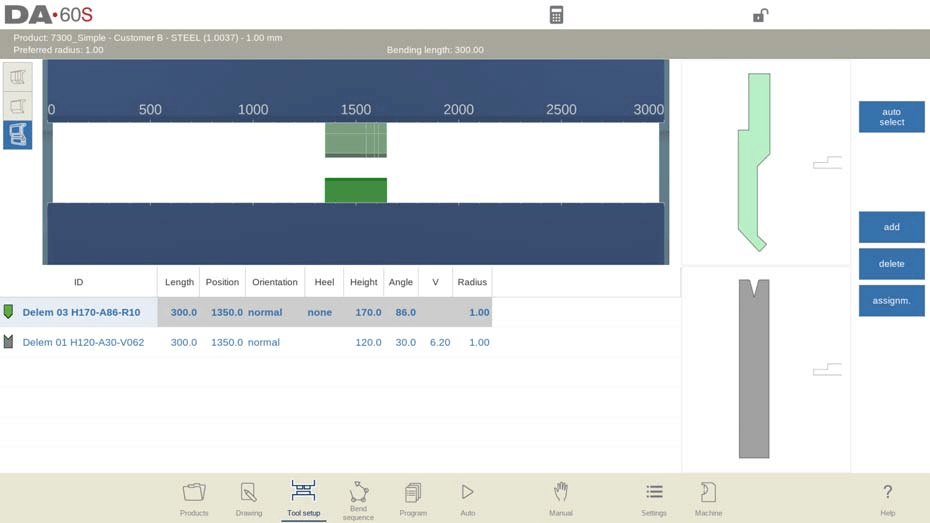
2 Maximaal profiteren van de functie Automatisch selecteren
De functie "Automatisch selecteren" is beschikbaar op de kerninterface van Toolconfiguratie en is bedoeld om operators te helpen snel de meest geschikte stans- en matrijscombinatie te selecteren voor het vooraf geprogrammeerde buigproces, op basis van de maximale buiglijngrootte van het product.
Het systeem haalt automatisch de optimale gereedschapsset uit de gereedschapsbibliotheek op en koppelt deze voor een enkele buigbewerking, met als doel de meest ideale productstraal te bereiken. Het dient te worden opgemerkt dat deze functie uitsluitend gereedschappen koppelt voor één enkele buigstap en geen volledige gereedschapsopstelling voor het gehele productieproces genereert — omdat de buigvolgorde een belangrijke beperkende factor is voor de totale opstelling en handmatig door de operators moet worden vastgesteld. Nadat de functie 'Automatisch selecteren' is geactiveerd, vervangt het systeem automatisch de bestaande gereedschapsopstelling door de nieuw gekoppelde optimale combinatie.
Geavanceerde configuratie en beheer van gereedschapssegmentatie
1 Gereedschapssegmentatie beheren
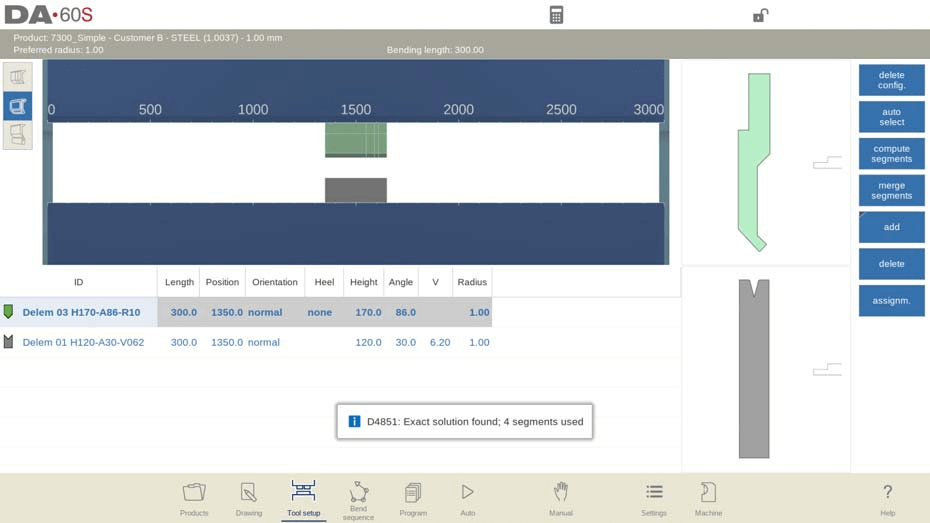
Voor gesegmenteerde gereedschappen kan het DELEM DA-66S-systeem automatisch het optimale segmentatieschema berekenen op basis van de vooraf ingestelde segmentlengteparameters, zodat de gesegmenteerde gereedschappen perfect kunnen worden afgestemd op de structurele beperkingen van de ponsbank en het buigproces effectief kan worden verbeterd.
De ondersteuning van het systeem voor gesegmenteerde gereedschapsconfiguratie biedt grote flexibiliteit en precisie in de productie: operators kunnen gereedschappen van de gewenste afmeting combineren door middel van een redelijke segmentatie, wat bijzonder praktisch is wanneer er diverse gereedschapsvereisten zijn voor verschillende werkstukken, en waardoor de gereedschapsconfiguratie gerichter en efficiënter wordt.
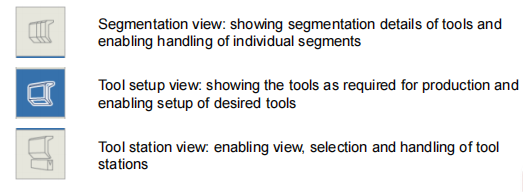
De interface voor het instellen van gereedschap van de DELEM DA-66S is uitgerust met drie afzonderlijke weergavemodi, die elk een uniek operationeel perspectief bieden om operators te ondersteunen bij het instellen van gereedschap en het beheren van segmentatie. Deze weergaven kunnen worden gewisseld door op de selectieknoppen aan de linkerkant van de frontweergave van de machine te klikken, waardoor het gebruik van gesegmenteerd gereedschap eenvoudig en intuïtief wordt.
1.1 Belangrijkste bewerkingen voor individuele gereedschapssegmentatie
• Berekening van de buigvolgorde: Nadat de basisinstelling van het gereedschap is voltooid, schakelt u over naar de modus Buigvolgorde; het systeem berekent dan automatisch de meest efficiënte buigvolgorde voor de geconfigureerde gereedschappen, waardoor het gehele productieproces aanzienlijk wordt gestroomlijnd;
• Handmatige gereedschapssegmentatie: Indien de standaardlengte van het gereedschap niet voldoet aan de verwerkingseisen, kunnen operators het gereedschap handmatig segmenteren om deze aan te passen aan de exact vereiste lengte, wat de flexibiliteit van de configuratie verder vergroot;
• Automatische segmentatieberekening: De ingebouwde segmentatiefunctie van het systeem kan automatisch het optimale segmentatieschema bepalen op basis van de werkelijke productieparameters. Belangrijke parameters zoals de "maximale afstand tussen gereedschappen" en optioneel de "tolerantie voor gereedschapslengte" dienen als berekeningsbasis, waardoor de segmentatie wetenschappelijker wordt en de bediening gebruiksvriendelijker.
Voor operators die een uitgebreide aanpassing van de gereedschapssegmentatie nodig hebben, ondersteunt de DELEM DA-66S direct programmeren van segmentparameters in de machine-modus. In deze modus kunnen operators de segmentparameters van ponsen en matrijzen in de gereedschapsbibliotheek wijzigen, zodat de gereedschapsopstelling volledig voldoet aan de nauwkeurige eisen van speciale productieprocessen. Het beheersen van de segmentprogrammeermethode in de gereedschapsbibliotheek is de sleutel tot het volledig benutten van de gereedschapsconfiguratiefunctie van de DELEM DA-66S.
1.2 Gereedschapsoverzicht: instelling van toewijzingsparameters
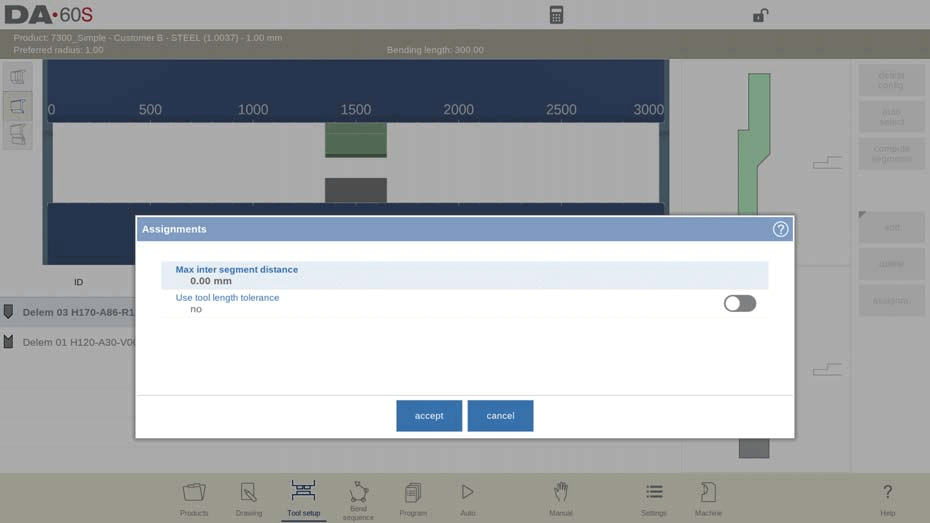
Klik op de knop "Toewijzingen" in de interface om de kernparameters voor de segmentatieberekening te bekijken en in te stellen. De configureerbare toewijzingsparameters zijn:
• Maximale afstand tussen opeenvolgende segmenten: stel de maximale toegestane afstand tussen aangrenzende gereedschapssegmenten in;
• Gebruik tolerantie voor gereedschapslengte: schakel de tolerantieparameter in of uit om het toegestane afwijkingsbereik tijdens de gereedschapssegmentatie te beheren.
1.3 Segmentatie-weergave: aanpassing en beheer van segmenten
Bij overschakelen naar de weergave Segmentatie worden de segmentgegevens van de gereedschappen zowel grafisch als in een lijst weergegeven; er wordt uitsluitend de segmentinformatie van het momenteel geselecteerde gereedschap getoond. Operators kunnen de positie en grootte van individuele segmenten op de grafische interface verslepen en aanpassen, terwijl de lijst duidelijk de samenstelling en parametergegevens van alle segmenten van het huidige gereedschap weergeeft.
Er dient op te worden gewezen dat het systeem bij het aanpassen van segmenten in de segmentatie-weergave geen rekening houdt met de werkelijke voorraad van segmenten in het magazijn; de consistentie tussen het aangepaste schema en de werkelijke voorraad kan worden gecontroleerd door de segmentatieberekening opnieuw uit te voeren. Bovendien wordt het bestaande segmentatieschema gewist wanneer de gereedschapslengte of het gereedschapstype wordt gewijzigd, en de operator moet de segmentatieparameters opnieuw genereren.
1.4 Segmentparameterinstelling in de gereedschapsbibliotheek
Om het systeem in staat te stellen de functie voor gesegmenteerde gereedschappen te gebruiken en het segmentatieschema te berekenen op basis van de daadwerkelijk beschikbare segmenten, moeten operators eerst de informatie-invoer voor de segmentbibliotheek voltooien. Deze bewerking kan worden uitgevoerd in de gereedschapsprogrammeringsmodule, die zich bevindt in de machine-modus onder de eigenschapsinstellingen voor pons- en stempelgereedschap.
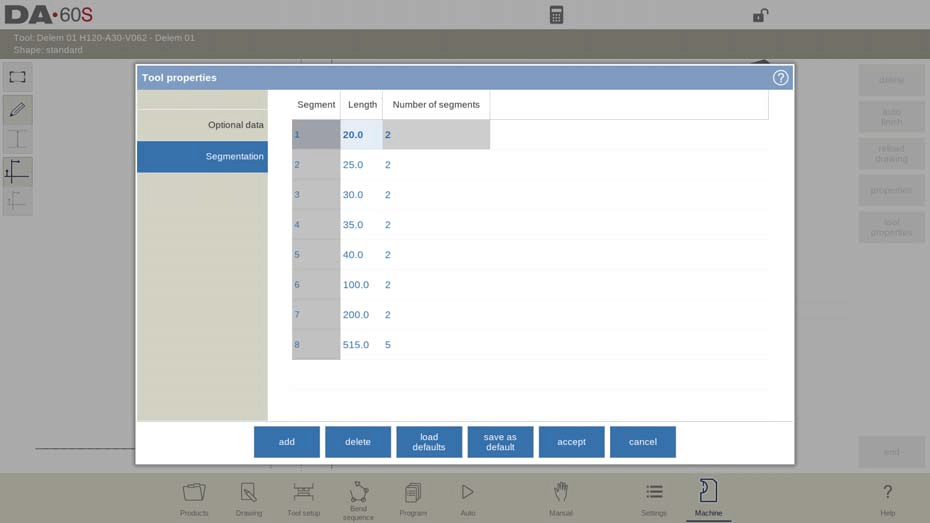
In de eigenschapsinstellingen van elke tool schakelt u over naar het tabblad Segmentatie, waar operators de segmentlengte, optionele hielvorm en de beschikbare hoeveelheid segmenten voor de tool kunnen programmeren en instellen, waarmee de basis wordt gelegd voor de automatische segmentatieberekening van het systeem.
2 Selecteren en herpositioneren van toolstations
Het beheersen van het gebruik van de Station-weergave is een essentieel onderdeel van geavanceerde toolconfiguratie op de DELEM DA-66S, die voornamelijk wordt gebruikt voor het algemene beheer van toolstations; de kernfuncties en bedieningspunten zijn als volgt:
1. Markeren en herpositioneren: In de Station-weergave wordt het gehele toolstation weergegeven als een markeerbare eenheid voor snelle selectie door operators. De herpositionering van het toolstation kan op twee manieren worden uitgevoerd: direct programmeren van de nieuwe coördinaatpositie of verslepen van het station naar de gewenste positie op de visuele interface, wat de flexibiliteit van de algehele toolopstelling aanzienlijk verhoogt;
2. Automatische definitie van gereedschapsstations: Het systeem identificeert en definieert automatisch een gereedschapsstation wanneer er een overlappend gebied is tussen de stans en de matrijs. Deze overlapping kan een exacte uitlijningspositie of een licht verschoven positie zijn; beide worden als geldig gereedschapsstation herkend. Zelfs een speciale configuratie met twee stansen die corresponderen met één matrijs kan als gereedschapsstation worden gedefinieerd, wat zeer nuttig is bij het bewerken van buigprocessen met ruimtelijke beperkingen;
3. Beheer van gereedschapsstations: In de weergave Station kunnen operators een bestaand gereedschapsstation kopiëren met de knop "toevoegen" of een onnodig station verwijderen met de knop "verwijderen". De belangrijkste functie van deze weergave is dat deze uitsluitend het gereedschapsstation als geheel beheert en niet de gedetailleerde parameters van afzonderlijke gereedschappen in het station wijzigt, waardoor aanpassingen van de algemene instelling efficiënter verlopen zonder de nauwkeurige configuratie van een individueel gereedschap te beïnvloeden.
Frequently Asked Questions (FAQ)
Vraag 1: Hoe realiseert u een efficiënte gereedschapinstelling in de DELEM DA-66S-gereedschapsconfiguratie?
Antwoord 1: Om de efficiëntie van de gereedschapinstelling te maximaliseren, schakelt u eerst over naar de buigvolgorde-modus, zodat het systeem de meest efficiënte buigvolgorde voor de werkelijke productietaak kan berekenen. Gebruik vervolgens de functie voor gereedschapssegmentatie van het systeem om de gereedschapssegmenten aan te passen en de exacte vereiste gereedschapslengte voor de bewerking te creëren. Door deze twee functies te combineren, kan de insteltijd aanzienlijk worden verkort en de configuratie-efficiëntie verbeterd.
Vraag 2: Hoe definieert u gereedschapsstations in de DELEM DA-66S-gereedschapsconfiguratie?
Antwoord 2: Op de DELEM DA-66S wordt een gereedschapsstation automatisch door het systeem gedefinieerd wanneer er een overlappend gebied is tussen de stempel en de matrijs. Deze definitie omvat zowel precieze overlappende posities als verschoven overlappende posities, waardoor het systeem effectief kan inspelen op de bewerkingsbehoeften van complexe buigprocessen en diverse gereedschapsconfiguraties.
V3: Kunnen de gedetailleerde parameters van een enkel gereedschap tijdens de configuratie in de stationweergave worden gewijzigd?
A3: Nee. De stationweergave wordt uitsluitend gebruikt voor het algemene beheer van gereedschapsstations en ondersteunt bewerkingen zoals kopiëren, verwijderen en herpositioneren van stations, maar kan de gedetailleerde parameters van individuele gereedschappen niet wijzigen. Dit ontwerp zorgt ervoor dat de algemene aanpassing van het gereedschapsstation geen invloed heeft op de nauwkeurige configuratie van een enkel gereedschap.
Conclusie
De nauwkeurige CNC-gereedschapsconfiguratie van de DELEM DA-66S is de kernwaarborg voor het bereiken van een hoge precisie en hoge efficiëntie bij de werking van de bovenpers. Het strikt volgen van de bovengenoemde belangrijke configuratiestappen zorgt ervoor dat de gereedschapsinstelling volledig afgestemd is op de specifieke bewerkingsvereisten van het product, waardoor de bewerkingsnauwkeurigheid en productie-efficiëntie van de machine effectief worden verbeterd. In de dagelijkse productie moeten operators regelmatig de gereedschapsconfiguratieparameters herzien en aanpassen op basis van de daadwerkelijke bewerkingsomstandigheden en de vereisten van het werkstuk, om de optimale bedrijfsstatus van de bovenpers te behouden.
Voor diepgaander professioneel inzicht en technische ondersteuning met betrekking tot de gereedschapsconfiguratie van de DELEM DA-66S kunt u gerust contact opnemen met het professionele technische team van JUGAO. Wij streven ernaar om uitgebreide ondersteuning te bieden bij de installatie van uw machine en bij de dagelijkse bedrijfsvoering, en zo de soepele voortgang van uw gehele productieproces te waarborgen.

