
Bij stilstanden van buisbuigmachines is de eerste reactie van veel mensen vaak mechanische storing of systeemcrash. Eerlijk gezegd bleek bij ten minste 30% van de stilstanden die ik in de werkplaats heb onderzocht dat de oorzaak lag bij sensoren. Deze sensoren zijn meestal stilletjes, maar zodra ze defect raken, is de machine als het ware blind: hij stopt wanneer hij dat wel moet doen, maar ook wanneer hij dat niet moet doen.
Waarom veroorzaken sensoren zo vaak machine-stilstanden?
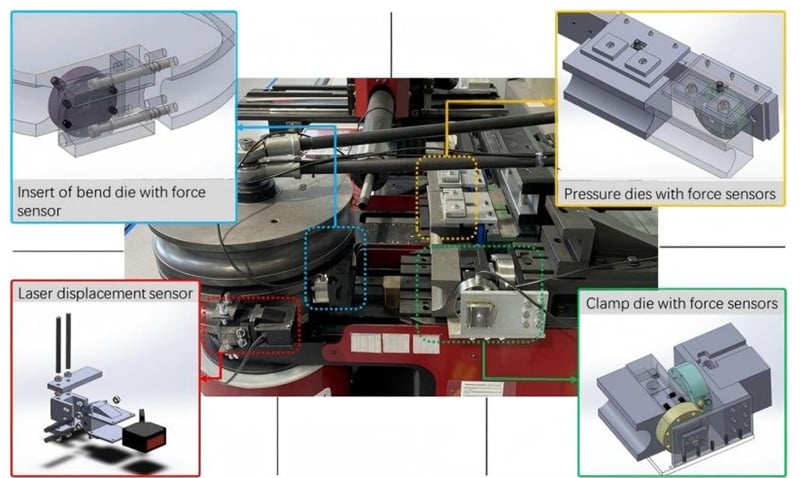
Sensoren zijn de ogen en zenuwen van een buisbuigmachine – positie, hoek, druk, klemstatus en mandrelpositie zijn allemaal afhankelijk van hun realtime feedback. Zelfs een kleine signaalafwijking kan een alarm activeren, wat leidt tot een lusstop en het volledige stilstand van de machine, terwijl u wordt verwacht om in te grijpen.
Het meest vervelende aspect is dat sensormoeilijkheden vaak niet plotseling en volledig optreden. Veel problemen ontwikkelen zich geleidelijk: het signaal kan vandaag af en toe springen, morgen meer afwijken en overmorgen een alarm activeren. Deze intermitterende storingen zijn het moeilijkst om op te lossen; soms duurt het langer om ze te diagnosticeren dan om de machine daadwerkelijk te repareren.
Welke sensoren zijn het meest gevoelig voor problemen?
Positie- en hoeksensoren zijn het meest kwetsbaar. Zij regelen de rotatie van de buigarm en de invoediepte. Zodra het signaal afwijkt, komen de door het systeem weergegeven waarden niet meer overeen met de werkelijke positie, waardoor de machine ofwel een alarm activeert en stopt, of defecte producten produceert.
Druksensoren vallen ook vaak uit. Onnauwkeurige klemkrachtmetingen zullen er of voor zorgen dat de machine niet correct klemt, wat leidt tot pijpslip, of een alarm activeren dat wijst op een abnormale druk. Instabiele terugkoppelingsignalen van de buigdruk resulteren in schommelende buighoeken.
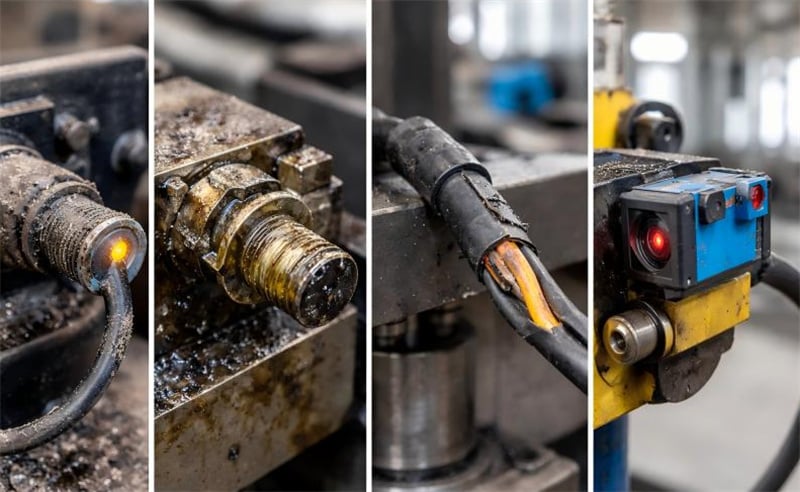
Veiligheidssensoren en eindstandschakelaars—zoals lichtgordijnen en deurvergrendelingen—kunnen, als hun oppervlakken bedekt zijn met olie of licht verschoven zijn, ten onrechte worden geïnterpreteerd als een onjuist gesloten veiligheidsdeur of als iemand die het werkgebied betreedt, waardoor de machine onmiddellijk stopt. Dit soort valse stops is zeer vervelend, omdat de machine zelf volkomen in orde is.
Hoe sensoren effectief te onderhouden
Dagelijkse reiniging is fundamenteel, maar mag niet willekeurig worden uitgevoerd. De oppervlakken van sensoren en de aansluitingen moeten worden gereinigd met niet-schurende materialen. Gebruik geen staalwol of ruwe doeken, omdat deze het oppervlak kunnen krassen. Ik gebruik meestal een vliesdoek die licht is bevochtigd met alcohol om olie en stof zacht weg te vegen. Controleer ook op kabelslijtage, losse aansluitingen en misgelijnde montagebeugels.
De montagebouten van positie- en hoeksensoren moeten regelmatig worden gecontroleerd. Ik heb ter plaatse al meerdere keren gezien dat zelfs een licht losse bout een hoekafwijking van minder dan een halve millimeter veroorzaakte bij de sensor, wat leidde tot volkomen onbetrouwbare terugmeldsignalen. Het aanhalen van de bouten lost dit probleem meestal op, maar u moet de losheid eerst detecteren.
Ook de signaalstabiliteitstest is van cruciaal belang. Veel CNC-systemen beschikken over diagnose-interfaces die sensorfeedbackwaarden in realtime weergeven. Controleer deze waarden elke keer wanneer u matrijzen wijzigt. Als een sensorwaarde aanzienlijk afwijkt van de norm, kan er sprake zijn van een probleem.
Kalibratie mag niet wachten tot er problemen optreden. Ik raad aan om een kalibratiecyclus in te stellen op basis van de intensiteit waarmee de machine wordt gebruikt. Machines die continu in grote series draaien, vereisen een kortere kalibratiefrequentie dan machines die slechts incidenteel worden gebruikt. Veel fabrieken kalibreren hun machines pas nadat er problemen zijn opgetreden, maar op dat moment is het vaak al te laat.
Wekelijks en maandelijks ritme
Besteed elke week ongeveer tien minuten aan het controleren van de sensoren. Let vooral op olieafzettingen op het buitenoppervlak, of kabels door bewegende onderdelen worden gewreven en of montagebouten loszitten. Deze tijdinvestering is minimaal, maar kan veel onverwachte stilstandtijd voorkomen.
Elke drie tot zes maanden, of afhankelijk van de bedrijfstijd van de machine, een grondiger inspectie en kalibratie uitvoeren. Ideaal is om dit gelijktijdig met andere onderhoudsactiviteiten aan de machine te doen, zodat alles in één keer wordt afgewerkt.
Enkele voordelen van sensoronderhoud:
Minder vals alarm is het meest voor de hand liggende voordeel. Sensoren met stabiele signalen activeren zelden betekenisloze alarms, waardoor de machine soepeler blijft draaien en operators minder vaak sensoren hoeven te herstellen.
Probleemoplossing verloopt sneller. Als er een storing optreedt en u weet dat de sensor regelmatig is gecontroleerd en een stabiel signaal geeft, kunt u direct focussen op mechanische of systeemgerelateerde aspecten, zonder steeds opnieuw de status van de sensor te hoeven controleren.
De buiskwaliteit is ook consistenter. De feedback van de sensor beïnvloedt direct de nauwkeurigheid van de regeling; een stabiel signaal leidt dan ook van nature tot consistentere buisbuigingen. Minder materiaalverspilling en herwerkingsbehoefte resulteren in een hogere productie-efficiëntie.
Uiteindelijk vereist onderhoud van sensoren minimale investeringen, maar levert het aanzienlijke rendement op.
Neem elke dag een paar minuten voor het inschakelen om de status van de sensor te controleren, voer wekelijks een regelmatige reiniging en inspectie uit en verhelp eventuele problemen onmiddellijk. Sensorstoringen ontwikkelen zich vaak geleidelijk; vroegtijdige detectie en oplossing minimaliseren de kosten. Wachten tot de sensor alarmeert en uitschakelt voordat er actie wordt ondernomen, kan leiden tot verspilde tijd en spijt.
















































