















































DELEM DA53T-handleiding voor gereedschapinstelling en mallenadditie
In de ponsbanksindustrie zijn efficiënte gereedschapsconfiguratie en -beheer cruciaal om nauwkeurige, hoogwaardige buigbewerkingen te garanderen. Het DELEM DA53T besturingssysteem, dat veel wordt gebruikt vanwege zijn geavanceerde functionaliteit en gebruiksvriendelijke ontwerp, stelt operators in staat om eenvoudig nieuwe boven- en onderdoden toe te voegen, waardoor de gereedschapsconfiguratie van de machine wordt geoptimaliseerd. Deze handleiding biedt een stap-voor-stap uitleg over hoe u nieuwe boven- en onderdoden kunt toevoegen aan de DELEM DA53T, zodat u uw ponsbankgereedschap soepel kunt opzetten en een vlotte en efficiënte werking waarborgt.
Waarom gereedschapsinstelling belangrijk is
De gereedschapsinstelling is fundamenteel voor het bedienen van een ponsbank. De juiste gereedschapsconfiguratie zorgt voor nauwkeurige en consistente buigwerkzaamheden, wat cruciaal is voor zowel productkwaliteit als productie-efficiëntie. Het beheersen van het toevoegen van nieuwe gereedschappen aan de DELEM DA53T-controller optimaliseert niet alleen de productieprocessen, maar stelt u ook in staat om flexibel te reageren op diverse klantvereisten.
Deze handleiding beschrijft hoe u boven- en ondermalen aan het DELEM DA53T-systeem kunt toevoegen. Volg de stappen zorgvuldig om fouten te voorkomen en om een correcte en betrouwbare gereedschapsconfiguratie te garanderen.
Deel 1: Nieuwe stansen (bovenmatrijzen) toevoegen
De eerste stap bij uw gereedschapsopzet is het toevoegen van de stansen, ofwel bovenmatrijzen, aan de DELEM DA53T-controller. Volg de onderstaande stappen om de stansen te configureren.
Klik op de machine
Start het proces door het specifieke machine te selecteren waarmee u wilt werken op de DELEM DA53T-interface. Deze eerste stap is cruciaal, omdat hiermee wordt gewaarborgd dat de instellingen en configuraties die u toepast, zijn afgestemd op de mogelijkheden en specificaties van de geselecteerde machine. Navigeer door de interface met behulp van de aanraakbediening, die is ontworpen voor gebruiksvriendelijkheid. Zodra u het juiste machinemodel heeft geïdentificeerd, bevestigt u uw keuze om verder te gaan. Deze zorgvuldige aandacht voor detail vergemakkelijkt niet alleen een soepeler installatieproces, maar verbetert ook de algehele efficiëntie en nauwkeurigheid van de buigbewerkingen die u uit zult voeren.
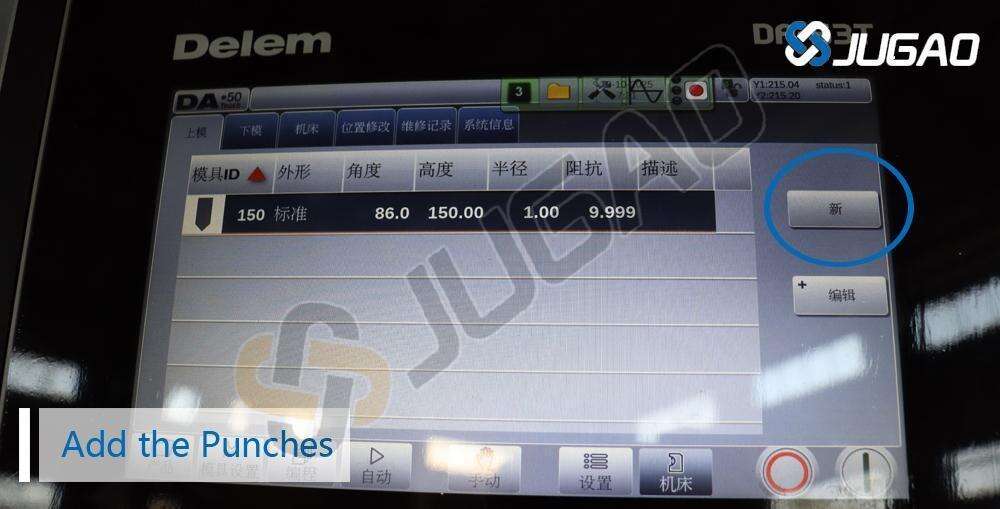
Voeg de stansen toe
Ga in het bedieningspaneel naar de sectie 'Ponsen' om het proces van het toevoegen van een nieuwe pons te starten. Deze sectie is speciaal ontworpen om de verschillende ponsen te beheren die beschikbaar zijn voor uw buigbewerkingen. Zodra u zich in de ponsensectie bevindt, klikt u op de optie 'Pons toevoegen' om te beginnen. Dit leidt u door de benodigde stappen om een nieuwe pons aan het systeem toe te voegen. Klik daarna op de knop 'Nieuw' om een nieuwe ponsspecificatie aan te maken. Deze actie opent een formulier waarin u essentiële gegevens kunt invoeren, zoals afmetingen, materiaalsoort en specificaties, zodat de nieuwe pons correct wordt geconfigureerd volgens uw eisen.
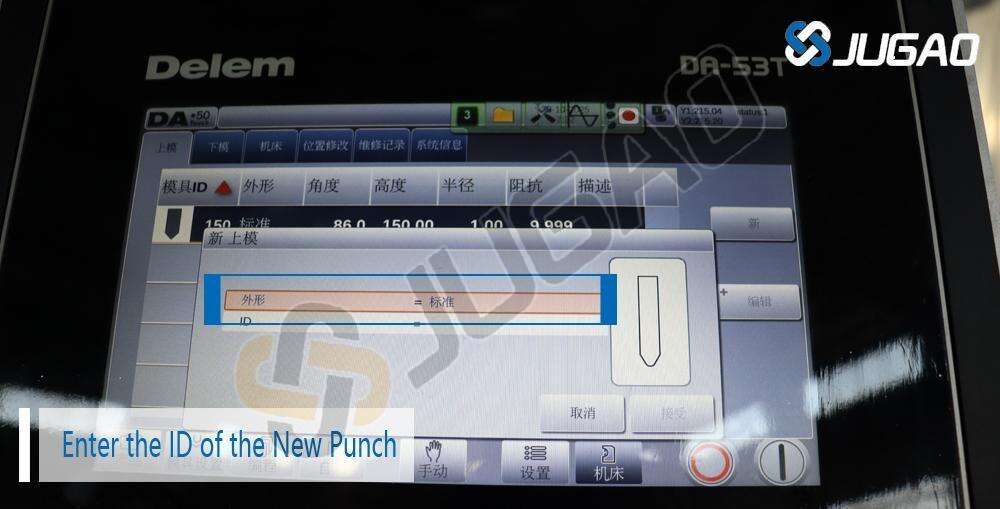
Voer de ID van de nieuwe pons in
Voer de unieke ID of naam voor de nieuwe stans in het aangewezen veld in. Deze identificatie is essentieel, omdat deze direct moet overeenkomen met de fysieke stansmatrijs die u op de ponsbank installeert. Een zorgvuldig gekozen ID helpt bij het behoud van organisatie en zorgt ervoor dat operators tijdens installatie en gebruik eenvoudig de juiste stans kunnen herkennen en ophalen. Het wordt aanbevolen een benamingsconventie te gebruiken die belangrijke kenmerken van de stans weerspiegelt, zoals de afmeting of functie, om snelle identificatie te vergemakkelijken. Deze aandacht voor detail verbetert niet alleen de efficiëntie van de werkvloer, maar vermindert ook het risico op fouten tijdens het buigproces.
Meet stanshoogte
Meet de hoogte van de nieuwe stans zorgvuldig om te waarborgen dat deze correct in uw machine past. Nauwkeurige metingen zijn essentieel om optimale prestaties te bereiken en operationele problemen te voorkomen. In dit voorbeeld is de gemeten hoogte van de stans 120,10 mm. Deze precieze afmeting is van cruciaal belang, omdat zelfs kleine afwijkingen de uitlijning en functionaliteit van de stans in de ponsbank kunnen beïnvloeden. Controleer na het meten nogmaals de hoogte om de nauwkeurigheid te bevestigen voordat u doorgaat met de installatie. Een correct passende stans verbetert niet alleen de kwaliteit van het buigproces, maar draagt ook bij aan de algehele veiligheid en efficiëntie van de machine.

Voer stanshoogte in
Voer de stanshoogte van 120,10 mm in het DELEM DA53T-systeem in om ervoor te zorgen dat de machine de specificaties van de nieuwe stans nauwkeurig herkent. Deze stap is cruciaal, omdat het systeem hierdoor zijn instellingen dienovereenkomstig kan aanpassen en de buigoperaties optimaliseert op basis van de specifieke afmetingen van de stans. Navigeer naar het juiste veld binnen het stansen gedeelte van de interface en voer de meting nauwkeurig in. Controleer na het invoeren van de hoogte of de gegevens correct zijn om mogelijke problemen tijdens de bediening te voorkomen. Deze aandacht voor detail helpt de integriteit van het buigproces te behouden en verhoogt de algehele productiviteit.

Invoer hoek sleuf
De hoek van de stansgleuf is een cruciale factor in het buigproces, omdat deze direct invloed heeft op de kwaliteit en nauwkeurigheid van de gemaakte bochten. Voor deze specifieke stap is de gleuwhoek ingesteld op 85 graden. Het nauwkeurig invoeren van deze waarde in het DELEM DA53T-systeem is essentieel om te garanderen dat de machine binnen de gespecificeerde parameters werkt. Navigeer hiervoor naar het aangewezen veld voor de stansgleuwhoek en voer de waarde van 85 graden in. Controleer uw invoer zorgvuldig op juistheid, omdat zelfs kleine fouten kunnen leiden tot uitlijnproblemen en het algehele resultaat van de buigoperatie kunnen beïnvloeden.

Voer straalwaarde in
Ponsen hebben vaak een radius die essentieel is voor het bepalen van het buigprofiel en het waarborgen van de gewenste kromming in het materiaal. Deze radius speelt een belangrijke rol bij het bepalen van de uiteindelijke vorm van de buiging, wat zowel esthetiek als functionaliteit beïnvloedt. Voor deze specifieke pons wordt de radius gemeten op 0,5 mm. Deze relatief kleine radius zorgt voor nauwkeurig buigen terwijl het risico op materiaalvervorming tot een minimum wordt beperkt. Het is belangrijk dat deze radius nauwkeurig in het systeem wordt geregistreerd, zodat ervoor kan worden gezorgd dat de machine het buigproces correct uitvoert en hoogwaardige resultaten oplevert die voldoen aan de gespecificeerde ontwerpeisen.

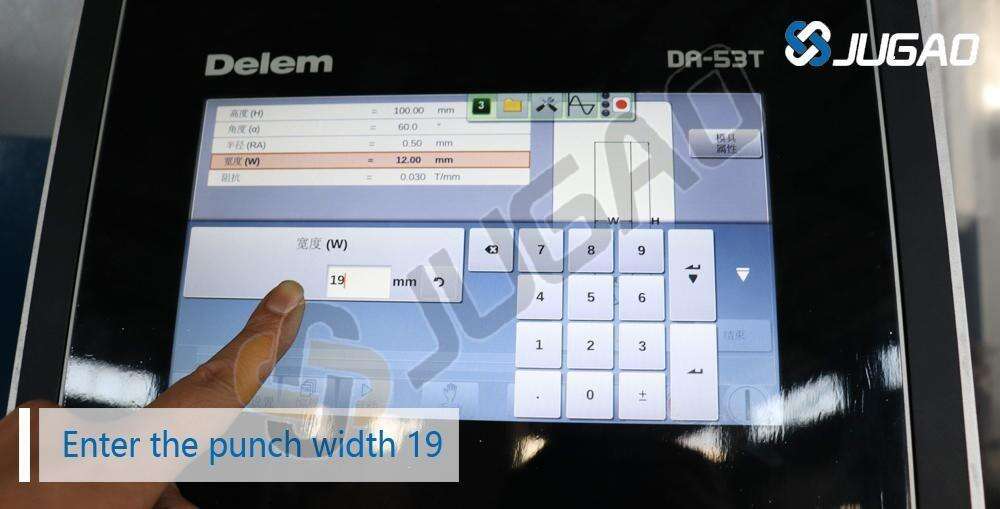
Meet ponsbreedte
Vervolgens gaat u verder met het meten van de breedte van de stans, omdat deze afmeting cruciaal is voor de compatibiliteit met de ponsbank en de specifieke buigtoepassing. In dit voorbeeld wordt de stansbreedte geregistreerd op 26,07 mm. Deze maat is belangrijk omdat deze direct invloed heeft op de buigmogelijkheden van het materiaal en de algehele prestaties van de stans tijdens de bewerkingen. Zorg bij het meten voor een nauwkeurige en consistente bepaling van de breedte, waarbij geschikte meetinstrumenten worden gebruikt om afwijkingen te voorkomen. Zodra u de breedte heeft bevestigd, is het essentieel om deze waarde in het systeem in te voeren, omdat dit helpt om nauwkeurige controle over het buigproces te behouden en optimale resultaten te garanderen.

Voer stansbreedte in
Voer de breedte van de stans, die 26,07 mm is, in de DELEM DA53T-controller in, zodat de machine deze cruciale afmeting herkent. Deze stap is essentieel om de nauwkeurigheid en efficiëntie van het buigproces te behouden. Ga hiervoor naar de juiste sectie van de interface van de controller die bedoeld is voor de specificaties van de stans. Voer de breedtemaat zorgvuldig in en zorg ervoor dat deze correct wordt ingevoerd om operationele fouten te voorkomen. Controleer na het invoeren nogmaals op juistheid, omdat zelfs kleine fouten aanzienlijke problemen kunnen veroorzaken tijdens buigoperaties. Het correct vastleggen van de stansbreedte zal bijdragen aan de algehele prestaties en betrouwbaarheid van uw machine.
Ingangsweerstandswaarde
Voer de weerstandswaarde voor de stans in het systeem in, omdat deze parameter cruciaal is om optimale prestaties te garanderen tijdens het buigproces. In dit geval is de weerstand ingesteld op een waarde van 3. Deze instelling beïnvloedt hoe de stans op het materiaal werkt, wat zowel van invloed is op de kwaliteit van de buiging als op de algehele efficiëntie van de operatie. Om deze waarde in te voeren, navigeert u naar de aangewezen sectie binnen de DELEM DA53T-controller die betrekking heeft op stansparameters. Voer zorgvuldig de weerstandswaarde van 3 in en zorg ervoor dat deze nauwkeurig is om eventuele problemen tijdens de productie te voorkomen. Controleer uw invoer nogmaals om de juistheid te bevestigen, omdat deze aandacht voor detail helpt bij het behoud van de integriteit en betrouwbaarheid van het buigproces.

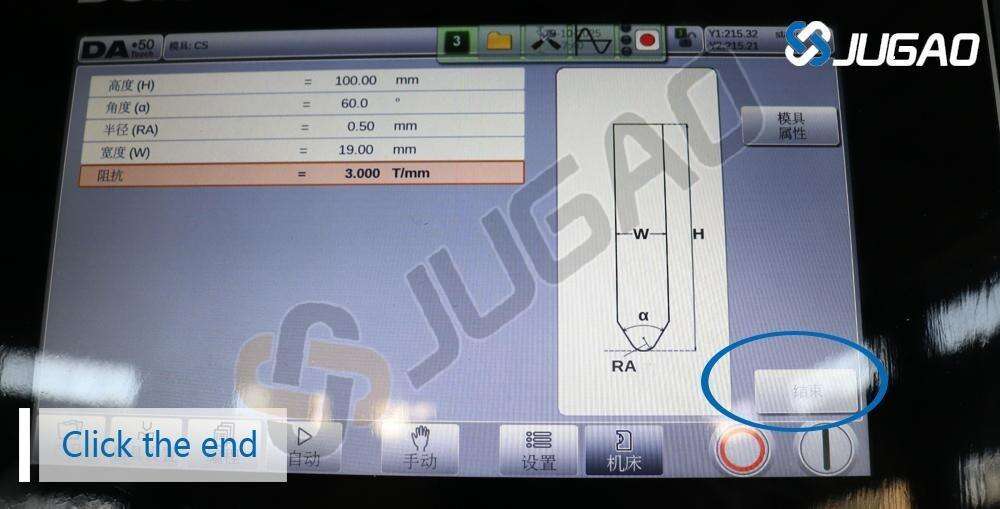
Opslaan en voltooien
Nadat alle stansparameters nauwkeurig zijn ingevoerd in de DELEM DA53T-controller, is het essentieel om de installatie af te ronden door op de knop 'End' te klikken. Deze actie slaat alle geïnvoerde configuraties op, zodat de machine de gespecificeerde instellingen behoudt voor toekomstige bewerkingen. Neem voordat u op 'End' klikt, even de tijd om alle parameters nogmaals te controleren en te bevestigen dat elke waarde correct en volledig is. Deze stap is van cruciaal belang, omdat een eventuele fout kan leiden tot inefficiënties of fouten tijdens het buigproces. Door de stansinstallatie op te slaan, bevordert u een soepeler werkvloei en verbetert u de algehele effectiviteit van uw productieprocessen.
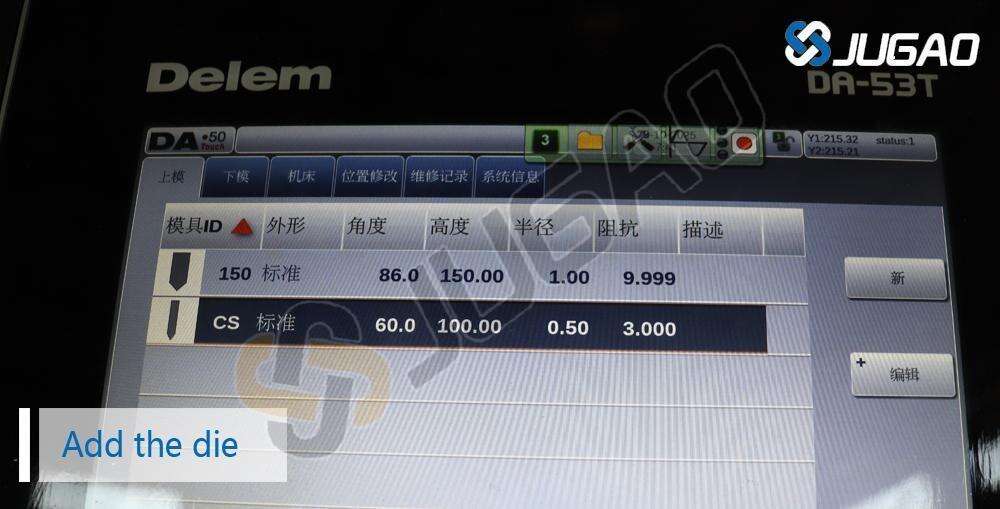
Deel 2: Nieuwe malen toevoegen (onderste mallen)
Nadat u de stansen succesvol heeft geconfigureerd, is de volgende stap het toevoegen van de malen, ook wel onderste matrijzen genoemd, om de gereedschapopstelling te voltooien. Deze fase is cruciaal om ervoor te zorgen dat het buigproces soepel en efficiënt verloopt. Begin met het selecteren van de juiste malen die overeenkomen met de specificaties van de stansen die u zojuist hebt opgezet. Plaats de malen zorgvuldig op de aangewezen plek in de machine en zorg voor een correcte uitlijning voor optimale prestaties. Besteed speciale aandacht aan de afmetingen en compatibiliteit van de mal, omdat deze factoren direct invloed hebben op de kwaliteit van de gemaakte bochten. Volg deze stappen zorgvuldig om een naadloze integratie van de malen in de algehele gereedschapsopstelling te garanderen, waardoor nauwkeurige en effectieve buigoperaties mogelijk worden.
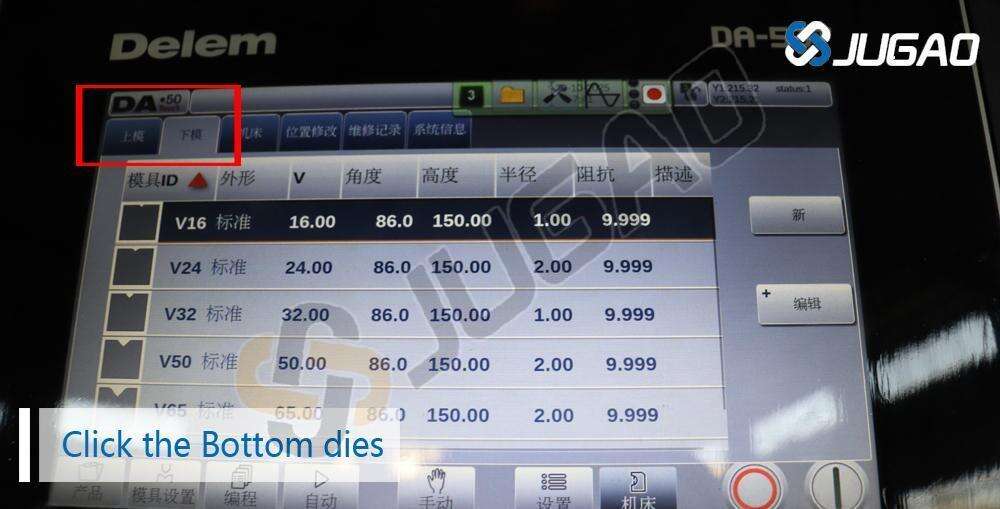
Klik op de sectie Onderste Malen
Ga naar de sectie 'Bottom Dies' van de DELEM DA53T-interface om het proces van het toevoegen van de nieuwe mal te starten. Deze sectie is specifiek bedoeld voor het configureren van de onderste mallen, die een cruciale rol spelen in het buigproces. Zodra u deze sectie betreedt, vindt u diverse opties en instellingen met betrekking tot de mallen. Begin met het selecteren van de optie om een nieuwe mal toe te voegen, waarna u essentiële gegevens moet invoeren zoals afmetingen, materiaalsoort en eventuele specifieke kenmerken van de mal. Zorg ervoor dat u deze informatie nauwkeurig invoert om compatibiliteit met de geconfigureerde stansen te behouden. Door deze stappen zorgvuldig te volgen, wordt de gereedschapinstelling gestroomlijnd en wordt de algehele efficiëntie van uw buigoperaties verbeterd.
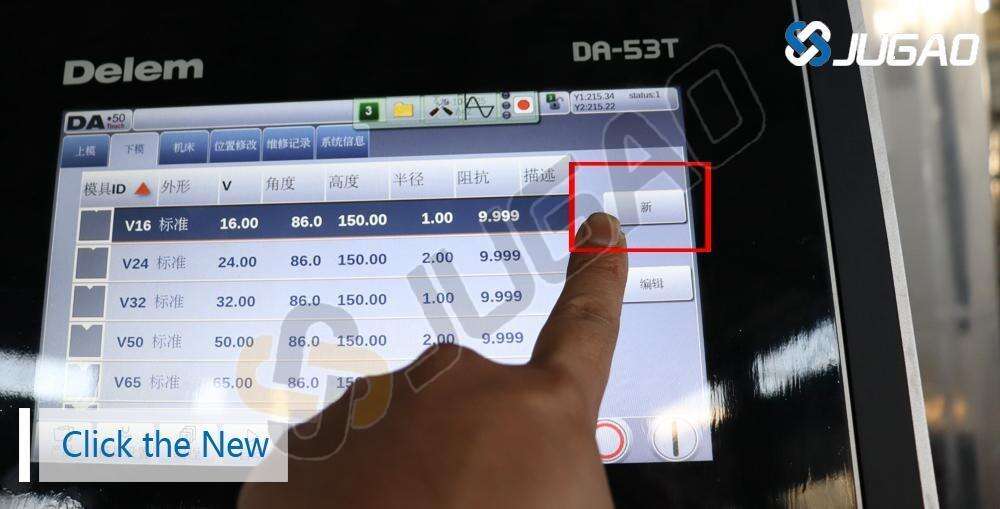
Klik op Nieuw
Net als bij de stansen, klikt u op de knop 'Nieuw' om een nieuwe matrijsinvoer aan te maken in de DELEM DA53T-interface. Deze actie stelt u in staat om alle benodigde specificaties voor de nieuwe matrijs in te voeren, zodat deze perfect aansluit bij uw bestaande gereedschapsopstelling. Zodra u op 'Nieuw' klikt, verschijnt er een formulier waarin u essentiële gegevens moet invullen, zoals de afmetingen van de matrijs, materiaaleigenschappen en eventuele unieke kenmerken die relevant zijn voor de functie ervan. Het is belangrijk om tijdens dit proces grondig en nauwkeurig te werk te gaan, om te garanderen dat de matrijs optimaal presteert tijdens de bewerkingen. Door zorgvuldig een nieuwe matrijsinvoer aan te maken, legt u de basis voor het realiseren van hoogwaardige buigen en het behoud van de algehele efficiëntie van uw productieproces.
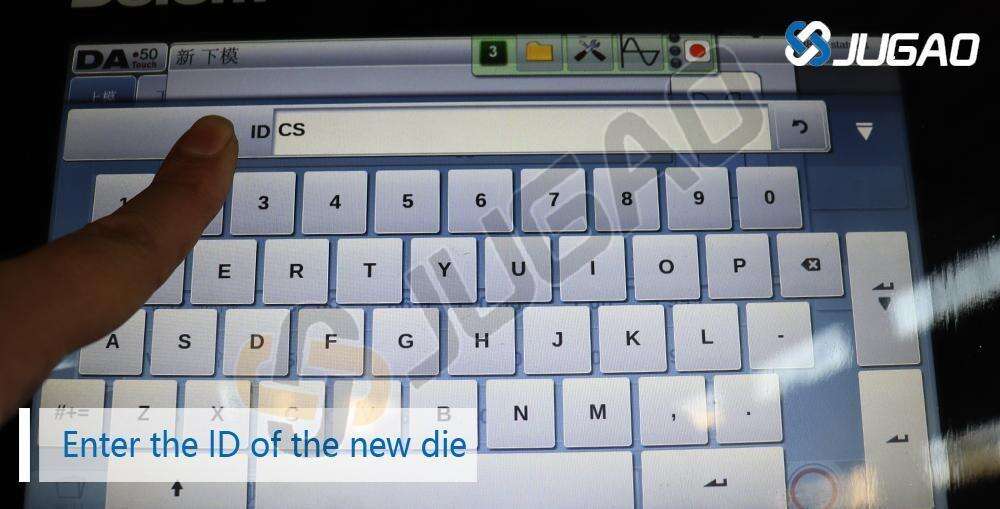
Voer de ID in van de nieuwe matrijs
Voer de unieke ID of naam in voor de nieuwe matrijs, zorg ervoor dat deze nauwkeurig overeenkomt met de fysieke matrijsvorm die u gebruikt. Deze identificatie is cruciaal om orde te houden en ervoor te zorgen dat operators gemakkelijk de juiste matrijs kunnen herkennen en selecteren tijdens de productie. Een goed gekozen ID of naam moet de specificaties of het beoogde gebruik van de matrijs weerspiegelen, wat toekomstige naslag vergemakkelijkt. Neem de tijd om de ingevoerde gegevens nogmaals te controleren op juistheid, omdat afwijkingen verwarring en mogelijke fouten in het buigproces kunnen veroorzaken. Door een nauwkeurige overeenkomst tussen de digitale invoer en de fysieke vorm te waarborgen, draagt u bij aan de algehele efficiëntie en betrouwbaarheid van uw operaties.
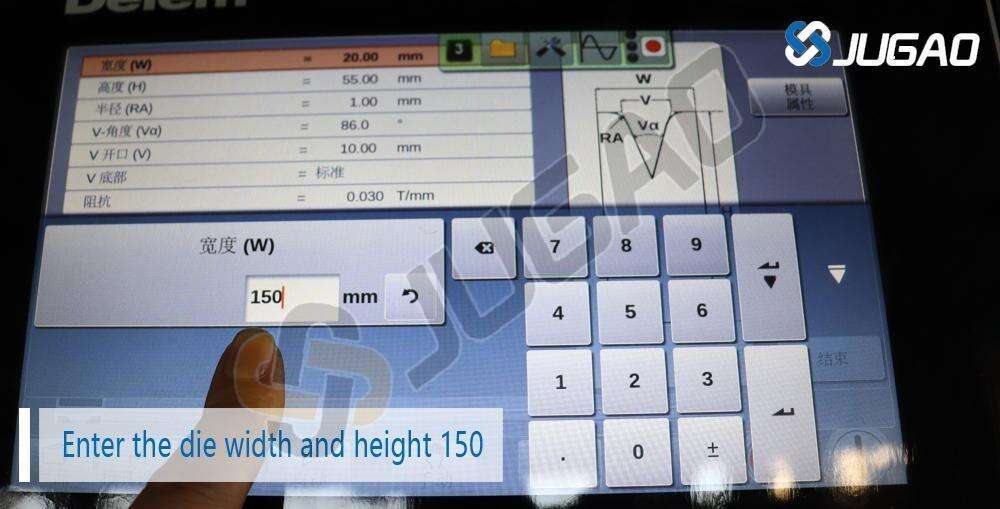
Meet matrijsafmetingen
Meet de breedte en hoogte van de nieuwe mal nauwkeurig, omdat deze afmetingen cruciaal zijn om een correcte uitlijning en functionaliteit te garanderen tijdens het buigproces. In dit voorbeeld worden zowel de breedte als de hoogte geregistreerd als 150 mm. Gebruik hiervoor een schuifmaat of een vergelijkbaar meetinstrument, en neem deze metingen zorgvuldig af om nauwkeurigheid te garanderen. Let op eventuele kleine afwijkingen, aangezien zelfs kleine verschillen invloed kunnen hebben op de prestaties van de mal en de kwaliteit van de gemaakte bochten. Zodra u hebt bevestigd dat beide afmetingen inderdaad 150 mm zijn, voert u deze gegevens in op de DELEM DA53T-interface, en zorgt u ervoor dat deze overeenkomen met de specificaties van de bijbehorende stempel voor optimale resultaten.

Voer malaftmetingen in
Voer de breedte en hoogte van de mal in het systeem in, waarbij u beide maten op 150 mm instelt. Deze stap is essentieel voor de juiste configuratie van de mal binnen de DELEM DA53T-interface. Zorg ervoor dat u de invoer dubbel controleert op eventuele typfouten om precisie te behouden. Een nauwkeurige invoer van breedte en hoogte is van vitaal belang, omdat dit direct invloed heeft op de manier waarop de mal samenwerkt met de stansen tijdens het buigproces. Nadat de waarden zijn ingevoerd, controleer dan nogmaals of de invoer correct is. Deze zorgvuldigheid draagt bij aan een soepele bediening en verhoogt de algehele efficiëntie van uw productieproces.
Voer straalwaarde in
Net als bij de stansen moet ook de radius van de mal in het systeem worden ingevoerd om een nauwkeurige werking tijdens het buigproces te garanderen. Voor deze specifieke mal wordt de radius gemeten op 0,5 mm. Het nauwkeurig vastleggen van deze maat is cruciaal, omdat de radius invloed heeft op de kromming van de gemaakte bochten en het algehele kwaliteitsniveau van het eindproduct kan beïnvloeden. Wanneer u de radius invoert in de DELEM DA53T-interface, neem dan even de tijd om te controleren of de waarde correct is en overeenkomt met de fysieke mal die u gebruikt. Deze aandacht voor detail helpt om afwijkingen te voorkomen die de productie-efficiëntie zouden kunnen beïnvloeden, en zorgt ervoor dat de mal tijdens de operaties zoals bedoeld functioneert.

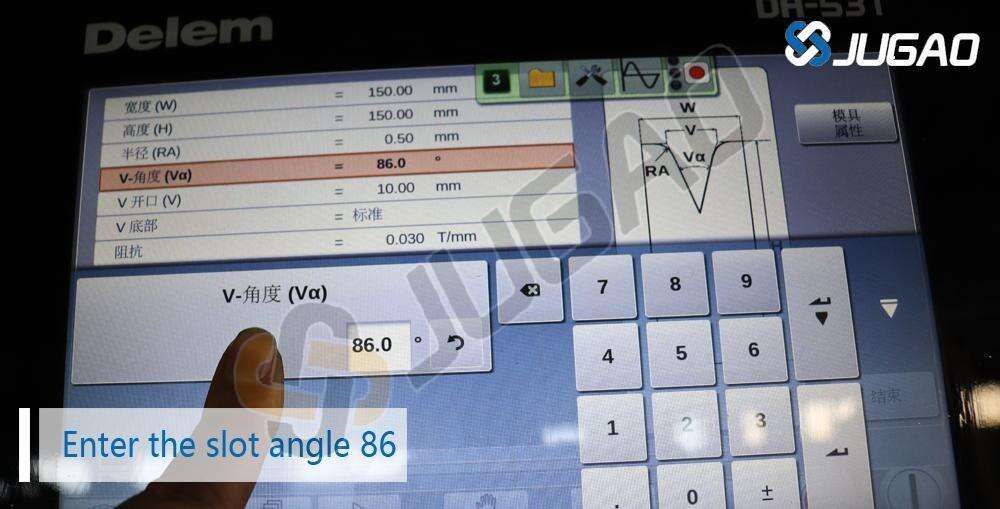
Invoer hoek sleuf
De sleuwhoek voor de stans is een andere cruciale parameter die nauwkeurig in het systeem moet worden geregistreerd. Deze hoek speelt een belangrijke rol bij het bepalen van hoe de stans met het materiaal interageert tijdens het buigproces. Voor deze specifieke stans moet u de sleuwhoek invoeren als 86 graden. Wanneer u deze informatie invoert in de DELEM DA53T-interface, is het essentieel dat de hoek precies is, omdat zelfs kleine afwijkingen kunnen leiden tot onjuiste buigen en de algehele kwaliteit van het eindproduct kunnen beïnvloeden. Nadat u de sleuwhoek van 86 graden hebt ingevoerd, neem dan even de tijd om uw invoer te controleren en de juistheid te bevestigen, wat helpt om een consistente prestatie en efficiëntie in uw productieprocessen te behouden.
Meet sleufbreedte
Meet de sleufbreedte van de mal zorgvuldig, omdat deze afmeting cruciaal is om de gewenste buigresultaten te bereiken. In dit voorbeeld wordt de sleufbreedte genoteerd als 9 mm. Gebruik een schuifmaat of een vergelijkbaar meetinstrument en zorg ervoor dat u een nauwkeurige meting uitvoert om eventuele afwijkingen te voorkomen die de productie kunnen beïnvloeden. De sleufbreedte beïnvloedt direct hoe materialen in de mal passen en kan de kwaliteit en precisie van de buigen beïnvloeden. Zodra u hebt bevestigd dat de sleufbreedte inderdaad 9 mm is, moet u deze meting invoeren in de DELEM DA53T-interface, zodat deze correct afgestemd is op andere parameters voor optimale prestaties tijdens de werkzaamheden.

Voer sleufbreedte in
Voer de spleetbreedte in het DELEM DA53T-systeem in en stel deze nauwkeurig in op 90 mm. Deze meting is van cruciaal belang om de juiste interactie tussen de matras en het materiaal dat wordt gebogen te waarborgen. Wanneer u deze waarde invoert, moet u er vooral voor zorgen dat u de fouten nogmaals controleert, want zelfs kleine onnauwkeurigheden kunnen leiden tot grote problemen bij het buigen. Zodra u heeft bevestigd dat de spleetbreedte correct als 90 mm is ingevuld, moet u andere parameters controleren om ervoor te zorgen dat deze overeenstemmen met deze meting. Deze nauwgezette aandacht voor detail is essentieel om de productie-efficiëntie te behouden en kwalitatief hoogwaardige resultaten te bereiken.

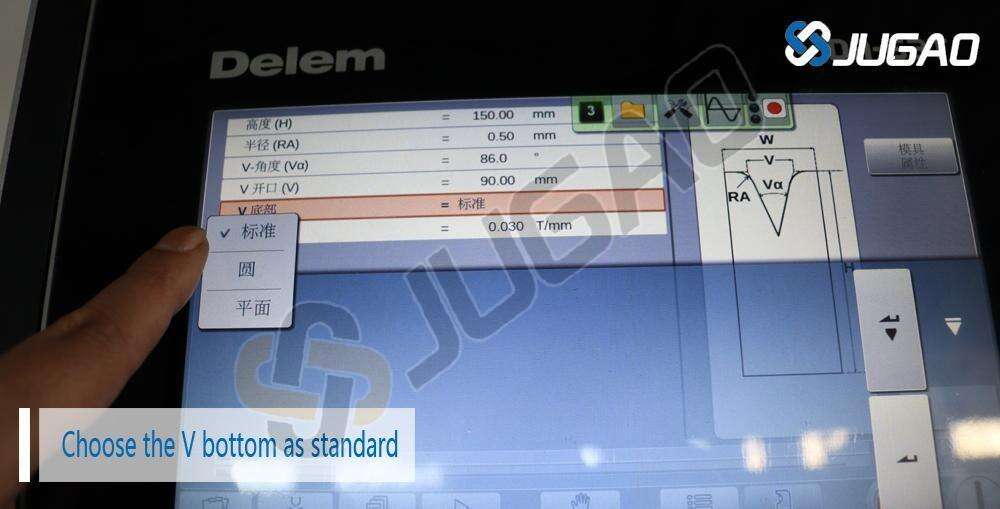
Kies V onderkant als standaard
Selecteer de V-onderkant optie voor de mal, omdat deze configuratie als standaard wordt beschouwd voor de meeste ponsbanks. Het V-onderkant ontwerp is te verkiezen vanwege de veelzijdigheid en effectiviteit bij het produceren van nauwkeurige buigen in een verscheidenheid aan materialen. Dit type mal zorgt voor een gelijkmatige krachtsverdeling, wat ervoor zorgt dat het materiaal correct en consistent gevormd wordt. Houd bij het kiezen van deze optie in de DELEM DA53T-interface rekening met de compatibiliteit met uw specifieke buigvereisten. Door te kiezen voor de V-onderkant configuratie, verbetert u de betrouwbaarheid van uw buigoperaties, wat bijdraagt aan een hogere efficiëntie en kwaliteitsvolle productieprocessen.
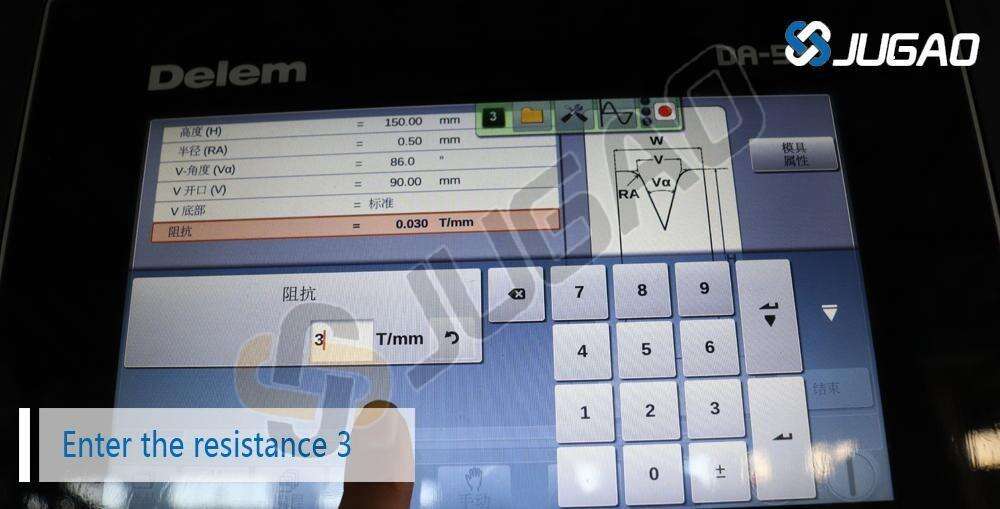
Ingangsweerstandswaarde
Voer de matrijswaarde in, zorg ervoor dat deze is ingesteld op 3. Deze parameter is essentieel om te bepalen hoe de matrijs zich gedraagt onder druk tijdens het buigproces. De matrijswaarde beïnvloedt direct de reactie van het materiaal op de uitgeoefende kracht, wat van invloed is op de nauwkeurigheid en kwaliteit van de gemaakte bochten. Wanneer u deze waarde invoert in het DELEM DA53T-systeem, controleer dan nogmaals de juistheid om eventuele fouten te voorkomen die het buigproces zouden kunnen verstoren. Het instellen van de matrijswaarde op 3 zorgt voor een optimale interactie tussen de matrijs en het materiaal, wat effectief buigen bevordert en bijdraagt aan het algehele succes van uw productieproces. Uw aandacht voor dit detail helpt om hoge normen te handhaven qua productie-efficiëntie en productkwaliteit.
Opslaan en voltooien
Nadat alle matrijsparameters zorgvuldig zijn ingevoerd, is het tijd om de installatie af te ronden door op "Einde" te klikken om de matrijsconfiguratie op te slaan. Deze stap is cruciaal, omdat hiermee wordt gewaarborgd dat alle specifieke instellingen—zoals sleufbreedte, sleuwhoek en matrijsweerstand—veilig zijn opgeslagen in het DELEM DA53T-systeem. Door de matrijsinstelling op te slaan, creëert u een betrouwbare referentie voor toekomstige werkzaamheden, waardoor het risico op fouten bij volgende buigbewerkingen wordt geminimaliseerd. Neem voordat u op "Einde" klikt, even de tijd om elk parameter nogmaals te controleren op juistheid. Het afronden van dit proces vereenvoudigt niet alleen uw werkvloei, maar verbetert ook de algehele efficiëntie en kwaliteit van uw productietaken.

Uw gereedschapsinstelling afronden
Nu zowel de stansen als de malen zijn geconfigureerd in de DELEM DA53T-controller, is uw gereedschapopstelling voltooid. Het is essentieel om alle ingevoerde waarden nogmaals te controleren om fouten tijdens het buigproces te voorkomen. Een nauwkeurige gereedschapopstelling speelt een cruciale rol bij het behalen van hoogwaardige buigen op uw ponsbank.
Zodra de configuratie is afgerond, kunt u een testbuiging uitvoeren om te verifiëren dat de nieuw toegevoegde mallen zoals bedoeld functioneren en om ervoor te zorgen dat alles correct werkt.
Conclusie
Het toevoegen van nieuwe mallen aan de DELEM DA53T-controller is een eenvoudig proces dat afhankelijk is van zorgvuldige aandacht voor details. Door deze stap-voor-stap handleiding te volgen, kunt u efficiënt en nauwkeurig nieuwe stansen en malen configureren, waardoor een soepele gereedschapopstelling voor uw ponsbank mogelijk wordt. Of u nu gereedschap voorbereidt voor een nieuw project of de machine aanpast voor een specifieke taak, het weten hoe u mallen effectief configureert, is essentieel om de machineprestaties te optimaliseren en kwaliteitsvolle buigen te garanderen.
Het integreren van een correcte gereedschapopstelling in uw werkvloei verbetert de efficiëntie van persbreukoperaties en helpt uw team om consistent hoogwaardige onderdelen met hoge precisie te produceren. Gebruik deze handleiding wanneer u nieuwe mallen moet toevoegen, en u bent op weg naar het beheersen van de persbreuk gereedschapopstelling met de DELEM DA53T-controller.

