















































Ką galite reguliuoti DELEM DA-66T nustatymų režime?
Turinys
• Įvadas į valdymo sistemos nustatymų režimą
• Parametrų parinktys
• Programavimo medžiagos su jų savybėmis
• Atsarginių kopijų sukūrimo/atkūrimo funkcijos
Produkto atsarginė kopija
Produkto atkūrimas
Įrankio atsarginė kopija
Įrankio atkūrimas
Staliukų ir nustatymų atsarginės kopijos ir atkūrimas
• Katalogų naršymas
• Programos nustatymai
• Numatytųjų reikšmių nustatymai
• Skaičiavimų nustatymai
• Gamybos nustatymai
• Gamybos laiko skaičiavimas
• Laiko nustatymai
• Dažniausiai užduodami klausimai (DUK)
• Išvados
Valdant DELEM DA-66T valdymo sistemą, išsamus įvairių šioje nustatymų veiksenoje reguliuojamų funkcijų supratimas yra būtinas spaudimo lenktuvo našumui ir eksploataciniam efektyvumui padidinti. Jei jus domina asmeninės konfigūracijos, kurias galima nustatyti šioje nustatymų veiksenoje, šiame straipsnyje išsamiai išnagrinėjami pagrindiniai reguliavimo punktai, kad padėtumėte tiksliai optimizuoti spaudimo lenktuvo parametrus ir maksimaliai padidinti gamybos efektyvumą.
Valdymo sistemos nustatymų veiksenos įžanga
Palietus navigacinėje juostoje esantį mygtuką „Nustatymai“, valdymo sistema perjungiama į nustatymų veikseną. Visos šios veiksenos funkcijos logiškai suskirstytos į skirtingus skirtukus, o kiekvieno skirtuko konkrečieji nustatymai vėliau bus išsamiai aprašyti vienas po kito.
DELEM DA-66T nustatymų režimas veikia kaip išsami valdymo centrinė vieta, leidžianti operatoriams lankstiai konfigūruoti įvairius mašinos parametrus, kad būtų pritaikyta įvairioms eksploatacinėms sąlygoms, tuo pat metu užtikrinant, kad lenkimo tikslumas visada būtų palaikomas idealiu lygiu. Tai yra pagrindinis funkcionalusis modulis, kuris užtikrina gamybos stabilumą.
Parametrų parinktys
Pasirinkę reikiamą skirtuką, spustelėkite keičiamą parametrą, kad atliktumėte koregavimą. Jei parametras yra skaitmeninis arba raidės-skaičiaus tipas, sistema automatiškai iškvies klaviatūrą, kad galėtumėte įvesti norimą reikšmę. Konkrečios keičiamos parinktys yra šios:
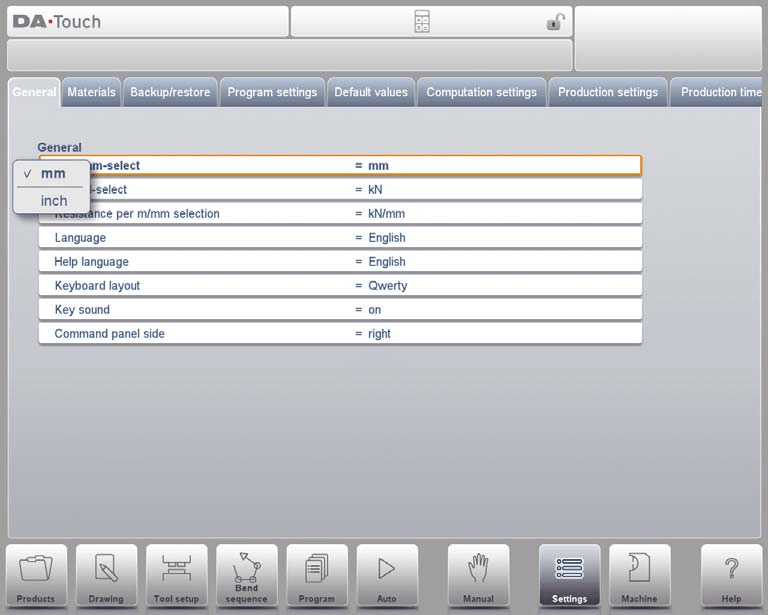
• Colių/mm pasirinkimas: Lengvai perjunkite tarp matavimo sistemų, kad atitiktumėte projektų reikalavimus.
• Tonų/kN pasirinkimas: Pasirinkite jėgos matavimo vienetą, kuris geriausiai atitinka eksploatacines specifikacijas, kad būtų užtikrinta duomenų tikslumas.
• Varžos vienam metrui/mm pasirinkimas: Tinkinkite varžos parametrus pagal apdirbamos medžiagos savybes ir technologinius reikalavimus.
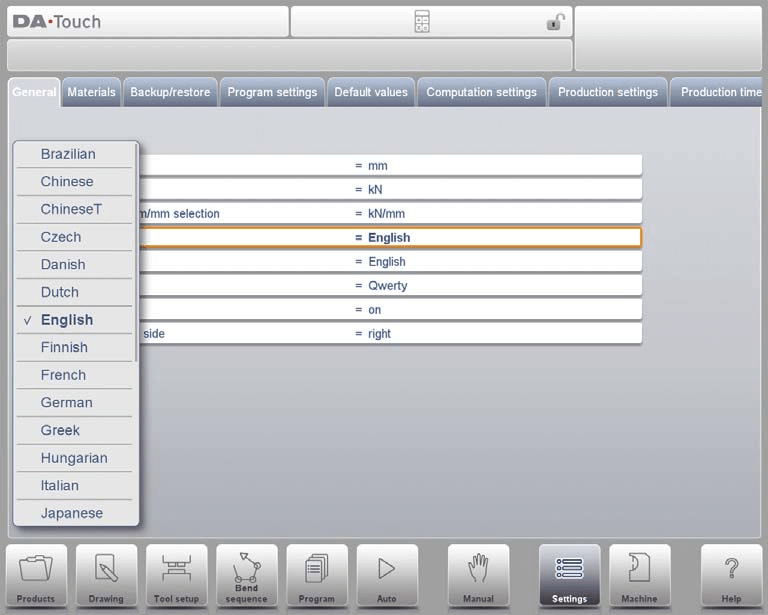
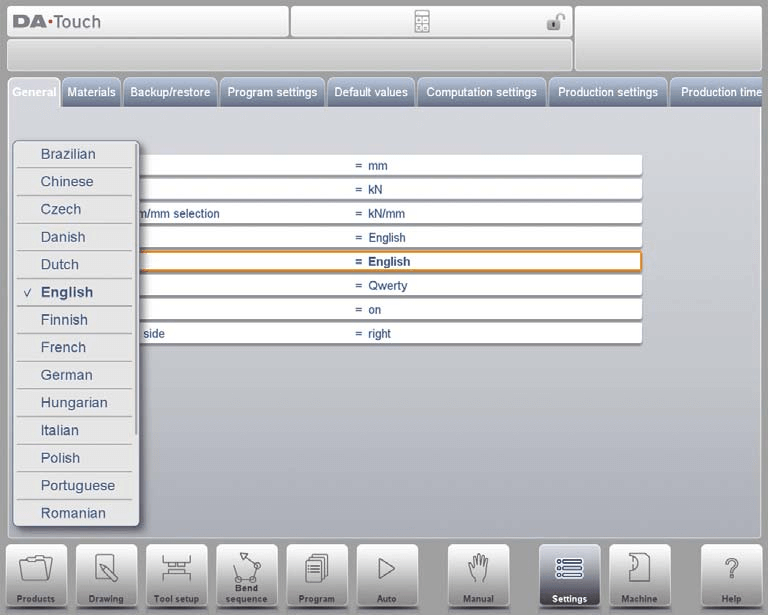
• Kalba: Pasirinkite pageidaujamą operacinės sąsajos kalbą, kad būtų patogiau naudotis.
• Pagalbos kalba: Nustatykite pagalbos dokumentacijos rodymo kalbą, kad būtų palaikoma tarptautinių komandų bendradarbiavimas.
• Klaviatūros išdėstymas: Priderinkite klaviatūros išdėstymą prie savo darbo įpratimų, kad padidėtų įvedimo efektyvumas.
• Klavišų garsas: Įjunkite arba išjunkite klavišų garsą, kad operacijų metu būtų teikiama garso grįžtamasis ryšys.
• Komandų skydelio pusė: Pakeiskite rodymo nustatymus, kad būtų optimaliai pasiekiamas valdymo skydelis.
Programavimo medžiagos su jų savybėmis
Šiame skirtuke galima programuoti medžiagas ir jų savybes. Galima redaguoti esamas medžiagas, pridėti naujų arba pašalinti nereikalingas medžiagas. Valdymo sistema gali iš anksto nustatyti parametrus iki 99 medžiagų.
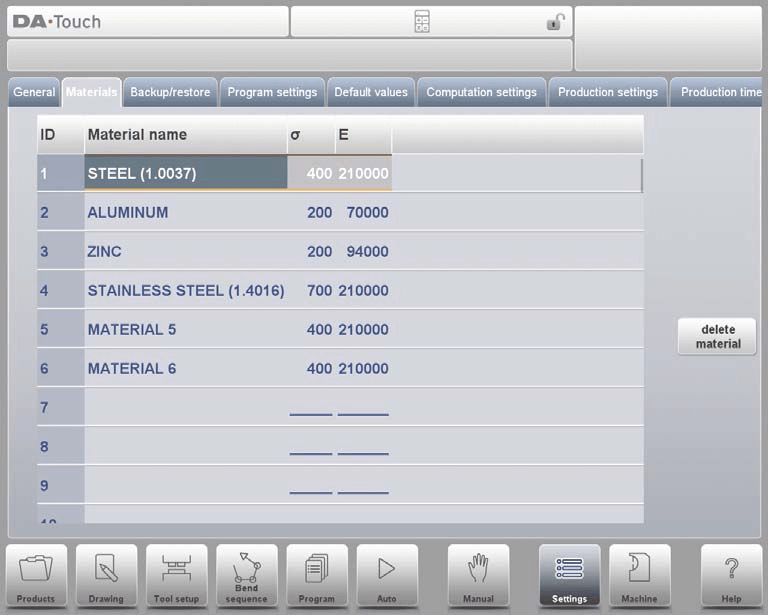
Kiekviena medžiaga apima tris pagrindines savybes, kurias galima peržiūrėti ir keisti:
• Medžiagos pavadinimas: Aiškiai nurodykite medžiagos tipą, kad būtų aiškiai žymima apdorojimo eiga.
• Tempiamasis stipris: Įveskite tikslų tempiamojo stiprio reikšmes, kurios yra pagrindiniai parametrai, užtikrinantys lenkimo operacijų tikslumą.
• Tamprumo modulis (E modulis): Nurodykite medžiagos tamprumo modulį, kad būtų užtikrinta, jog įrenginys tvarko medžiagą laikydamasis jos fizinės savybės reikalavimų.
Medžiagos pradžioje rodomos surūšiuotos pagal medžiagos numerį (ID). Spustelėjus stulpelio antraštę galima rūšiuoti bet kuriuo požymiu didėjančia ar mažėjančia tvarka. Norėdami redaguoti esamą medžiagą, tiesiog pasirinkite norimą medžiagą ir tiesiogiai keiskite parametrus; norėdami ištrinti medžiagą, pasirinkite atitinkamą eilutę ir naudokite funkciją „Ištrinti medžiagą“; norėdami pridėti naują medžiagą, pasirinkite tuščią eilutę ir įveskite atitinkamus savybių parametrus, kad užbaigtumėte programavimą.
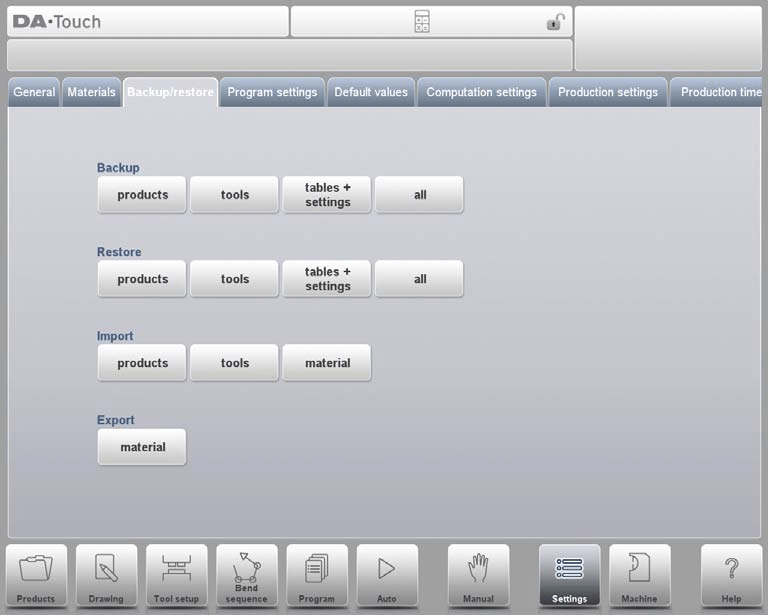
Atsarginės kopijos sukūrimas / atkūrimas
DELEM DA-66T nustatymų režimas suteikia išsamias atsarginės kopijos sukūrimo ir atkūrimo funkcijas, palaikydamos produktų, įrankių, nustatymų ir lentelės duomenų atsarginės kopijos sukūrimą ir atkūrimą. Jis taip pat suderinamas su senesnių valdymo sistemų produktų ir įrankių duomenų importavimu.
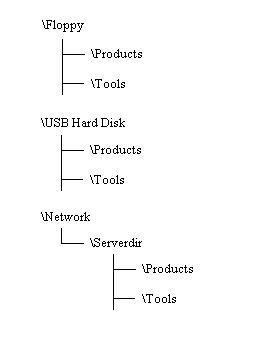
Įrankių ir produktų atsarginės kopijos sukūrimo ir atkūrimo procesai yra vienodi ir taikomi visiems atsarginės kopijos saugojimo laikmenoms (pvz., tinklo saugykla, USB atmintukai ir kt.). Atsarginės kopijos katalogas susideda iš saugojimo įrenginio (USB atmintukas, tinklas) ir konkrečios aplanko. Galite lankstiai pasirinkti priklausomai nuo prijungtų įrenginių. Jei reikia, galite sukurti arba nurodyti tikslinį aplanką, o produktų ir įrankių atsarginės kopijos saugojimo kelius galima nustatyti atskirai.
Produkto atsarginė kopija
Norėdami pradėti produkto programos atsarginės kopijos sukūrimo procesą, pagrindiniame meniu „Atsarginė kopija“ pasirinkite „Produktai“.

Nustačius pradinį atsarginės kopijos katalogą, pateksite į produkto atsarginės kopijos sąsają. Pagrindinės funkcijos yra šios:
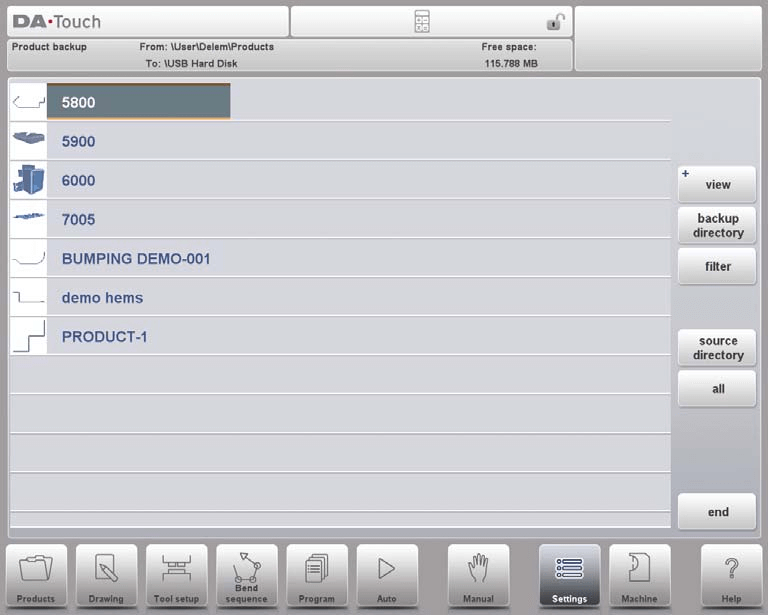
• Dabartinės vietos rodymas: Dabartinis šaltinio failo kelias ir atsarginės kopijos paskirties kelias aiškiai rodomi sąsajos viršuje.
• Atskiro produkto atsarginė kopija: Spustelėkite, kad pasirinktumėte tikslinį produktą, o sistema rodytinės atsarginės kopijos žymą, patvirtinančią operaciją; jei atsarginės kopijos kelyje jau yra failas su tuo pačiu pavadinimu, iššoks pranešimas, klausiantis, ar pakeisti jį.
• Visų produktų grupinė atsarginė kopija: Naudokite parinktį „Visi“, kad vienu spustelėjimu atliktumėte visų produktų grupinę atsarginę kopiją.
• Katalogo redagavimas: Pakeiskite šaltinio failo kelią, kuriame yra produktas, naudodami „Šaltinio katalogą“, o atsarginės kopijos failo saugojimo vietą pasirinkite per „Atsarginės kopijos katalogą“, kad būtų lengviau greitai pereiti į tikslinį aplanką.
Produkto atkūrimas
Pagrindiniame meniu „Atkurti“ pasirinkite „Produktai“.

Nustačius pradinį atkūrimo katalogą, pateksite į produkto atkūrimo sąsają. Operacijos eiga tokia:
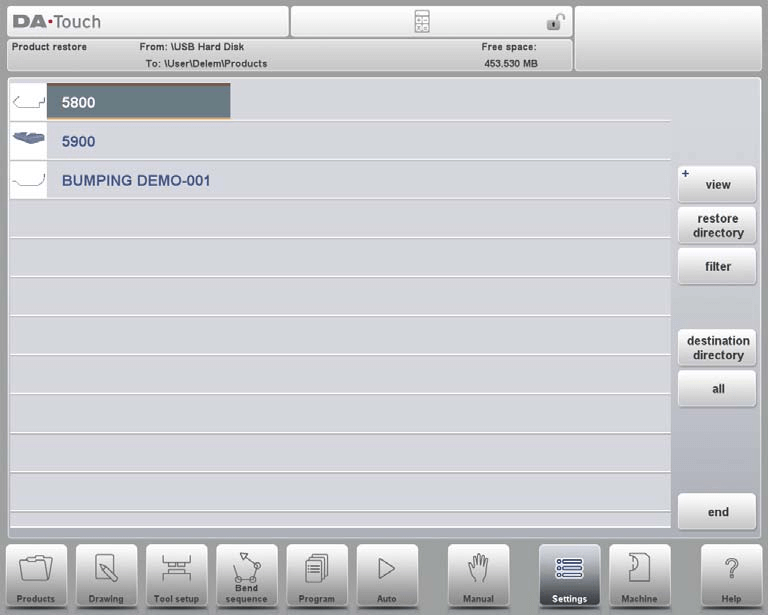
• Produktų peržiūra ir pasirinkimas: Atitinkamai produktų veiksenos veikimo logikai galite patogiai naršyti pasirinktame kataloge esančius produktus ir pasirinkti atkurtinus failus. Dabartinis atkūrimo šaltinio kelias ir paskirties kelias rodomi sąsajos viršuje.
• Atkūrimo patvirtinimas: Spustelėkite, kad pasirinktumėte atkurtiną produktą. Jei paskirties kelyje jau yra failas su tuo pačiu pavadinimu, sistema paprašys patvirtinti, ar norite jį pakeisti.
• Katalogo koregavimas: Keiskite atkuriamo failo šaltinio kelią per „Atkūrimo katalogą“ ir nurodykite saugojimo vietą po to, kai failas bus atkurtas, per „Paskirties katalogą“.
Trumpai tariant, DELEM DA-66T nustatymų veiksena suteikia efektyvius ir patogius įrankius produktų duomenų valdymui ir atkūrimui, užtikrindama gamybos duomenų saugumą.
Įrankio atsarginė kopija
Pagrindiniame meniu pasirinkite „Įrankiai“ → „Atsarginė kopija“.
Nustačius pradinį atsarginės kopijos katalogą, pateksite į įrankių atsarginės kopijos sąsają. Ši funkcija leidžia sukurti atsargines kopijas iš valdymo sistemos įrankių (įskaitant kalapus, šablonus ar mašinos formos parametrus), o operacijų eiga yra tokia pati kaip ir produktų atsarginės kopijos kūrimo procese.

Įrankio atkūrimas
Įrankių atkūrimo operacijų eiga visiškai sutampa su produkto atkūrimo operacijų eiga: taikoma ta pati katalogų nustatymo, failų pasirinkimo ir patvirtinimo logika, kad būtų užtikrintas įrankių duomenų greitas atkūrimas.
Staliukų ir nustatymų atsarginės kopijos ir atkūrimas
Per skirtuką „Atsarginė kopija / Atkūrimas“ galima tvarkyti vartotojo specifinius nustatymus ir lentelės duomenis; operacijų logika yra tokia pati kaip ir produktų bei įrankių atsarginės kopijos kūrimo ir atkūrimo procesuose. Tarp kitų funkcijų, „Viskas“ funkcija automatiškai atlieka visų produktų, įrankių, lentelių ir nustatymų visumos atsarginės kopijos kūrimą arba atkūrimą seka, supaprastindama masinio duomenų valdymo procesą.
Katalogo naršymas
Naudodami „Atsarginės kopijos katalogo“ funkciją, sistema rodo sąrašą galimų atsarginių kopijų katalogų. Katalogų naršymo interfeise galima atlikti šiuos veiksmus:
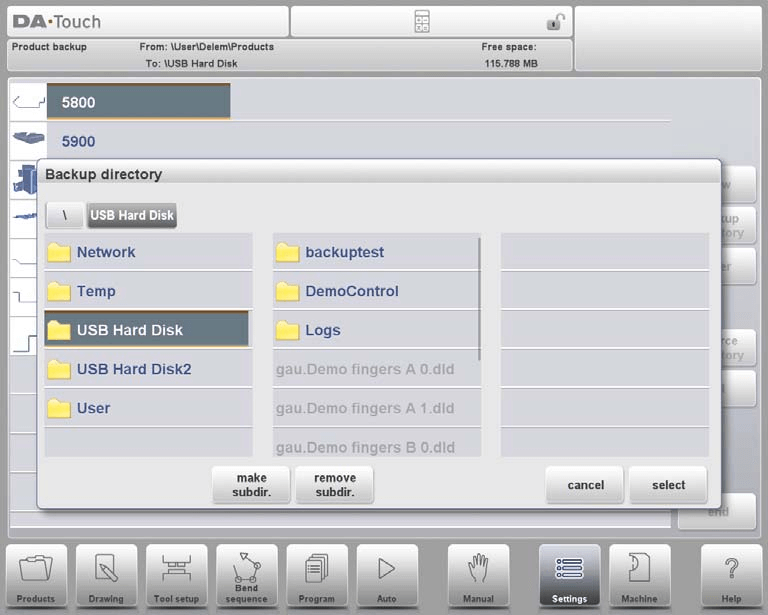
• Hierarchinis naršymas: spustelėkite taško piktogramą, kad išplėstumėte poapkatalogius, ir grįžtumėte į aukštesnįjį katalogą pasirinkdami „TĖVINIS“; spustelėkite „Pasirinkti“, kad patvirtintumėte dabartinį katalogą.
• Įrenginių perjungimas: nuolat spustelėkite „TĖVINIS“, kol pasieksite viršutinį katalogą, kad pasirinktumėte kitus saugyklos įrenginius ir jiems atitinkamus poapkatalogus; tinklu prijungtiems įrenginiams pirma turite pasirinkti „Tinklas“, tada – tikslinį tinklo tomą; veiksmų logika tokia pati kaip ir kitų įrenginių atveju.
• Katalogų valdymas: sukurkite naują aplanką pasirinkdami „Sukurti poaplankį“, o perteklinius aplankus pašalinkite pasirinkdami „Pašalinti poaplankį“; spustelėkite poaplanko pavadinimą, kad įeitumėte į aplanką, ir galiausiai patvirtinkite tikslinį aplanką pasirinkdami „Pasirinkti“.
Programos nustatymai
Programoje nustatytų įvairių parametrų racionalus sukonfigūravimas gali žymiai pagerinti lenkimo tikslumą. Konkrečios reguliuojamos parinktys pateiktos toliau:
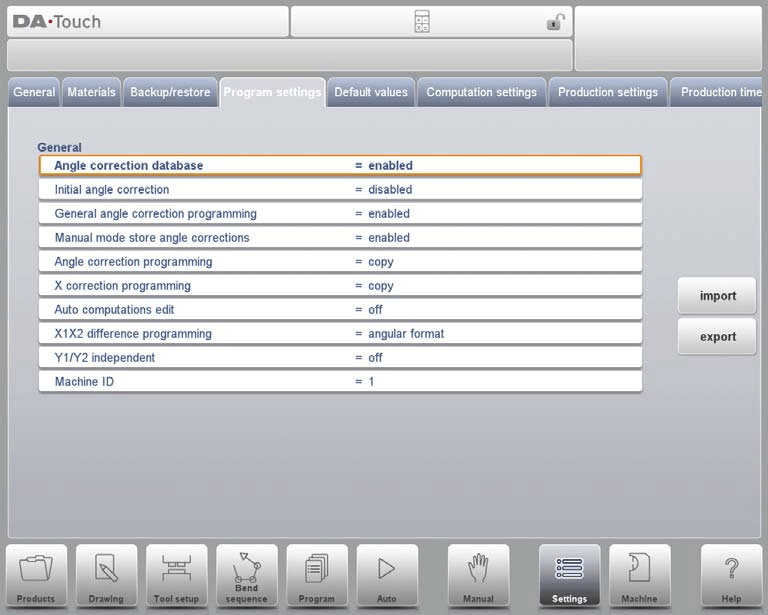
• Kampų korekcijos duomenų bazė: Įjungus šią parinktį, galima sukurti specialią kampų korekcijos duomenų bazę, kad nuolat būtų optimizuojamas lenkimo tikslumas.
• Pradinės kampo korekcijos nustatymas: Nustatykite pradines kampo korekcijos parametrus pagal projekto reikalavimus.
Išjungta: Pradinės kampo korekcijos programuoti negalima.
Įjungta: Pradinės kampo korekcijos programuoti galima visose korekcijų apžvalgose.
• Bendroji kampo korekcijos programavimo funkcija: Tinkinkite bendruosius kampo korekcijos parametrus, kad užtikrintumėte veiklos vientisumą.
Išjungta: Bendrosios kampo korekcijos funkcijos nėra.
Įjungta: Tik G-korekc. α1 (numatytoji nuostata).
α1 ir α2: Palaiko dviejų parametrų korekciją – G-korekc. α1 ir G-korekc. α2.
• Rankinio režimo kampo korekcijų įrašymas: Įrašykite kampo korekcijos duomenis atliekant rankinius veiksmus, kad juos būtų galima naudoti kaip nuorodą vėlesniems veiksmams.
• Kampų taisymo programavimas: sukonfigūruokite tikslinamus kampų taisymo parametrus sudėtingoms konstrukcijos reikalavimams.
• X ašies taisymo programavimas: tiksliai sureguliuokite X ašies taisymo parametrus, kad užtikrintumėte lenkimo tikslumą.
Kopijuoti: automatiškai sinchronizuoti su CX2 keičiant CX1 (numatytoji nuostata).
Delta: keičiant CX1 išlaikyti nekintamą skirtumą tarp CX1 ir CX2.
Nepriklausomai: CX1 ir CX2 parametrus galima keisti atskirai.
• Automatiniai skaičiavimai redaguojami: automatizuokite skaičiavimo procesą, kad sumažintumėte rankinio valdymo klaidas; tai taip pat gali paveikti kitų susijusių parametrų reikšmes.
• X1/X2 skirtumo programavimas: pagal poreikį nustatykite programavimo skirtumą tarp X1 ir X2. Jei įrenginys turi dvi nepriklausomas X ašis (X1 ir X2) ir įdiegta OP-W-X@ parinktis, X1 ir X2 reikšmės gali būti programuojamos remiantis kampine jų sąsaja.
• Y1/Y2 nepriklausomumas: sukonfigūruokite Y ašies nepriklausomų veikimo parametrus, kad padidėtų operacinė lankstumas.
Išjungta: vieno Y ašies programavimo režimas (numatytoji nuostata).
Įjungta: Y1 ir Y2 parametrai gali būti programuojami nepriklausomai.
• Įrenginio ID: Numatytoji reikšmė yra 1, kurią galima koreguoti pagal faktinę įrangos konfigūraciją.
Numatytųjų reikšmių nustatymai
Numatytųjų reikšmių nustatymai užtikrina, kad įrenginys po paleidimo galėtų greitai peršokti į veikimo būseną, sumažindamas pakartotinius rankinius reguliavimus. Konkrečiai konfigūruojami parametrai pateikti toliau:
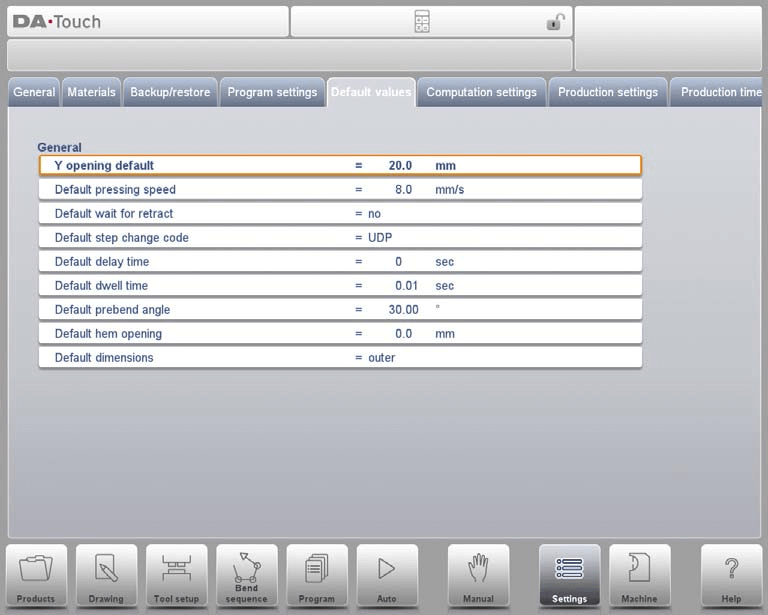
1. Y atvėrimo numatytoji reikšmė: nustato Y ašies atvėrimo dydį programos inicializavimo metu.
2. Numatytoji spaudimo greičio reikšmė: iš anksto nustato pradinį spaudimo greitį naujoms programoms.
3. Numatytoji laukimo reikšmė prieš atsitraukimą: konfigūruoja pradinę parametro „Laukti prieš atsitraukimą“ būseną, kuri veikia lenkimo programos veikimo logiką. Numatytoji nuostata yra „Taip“.
4. Numatytoji žingsnio keitimo komanda: nustato pradinę komandą žingsnių keitimui lenkimo programoje; numatytoji komanda yra „UDP“.
5. Numatytasis delsos laikas: reguliuokite X ašies laukimo laiką žingsnių keitimo metu. Numatytasis reikšmė yra 0, tačiau ją galima pratęsti pagal medžiagos apdorojimo reikalavimus.
6. Numatytasis pristovėjimo laikas: iš anksto nustatykite pradinį pristovėjimo laiką lenkimo procese.
7. Numatytasis išankstinio lenkimo kampas: nustatykite grafinių gaminių pradinį išankstinio lenkimo kampą.
8. Numatytasis krašto atvėrimas: nustatykite pradinį atvėrimo atstumą spindulio pozicionavimui krašto formavimo operacijose. Numatytoji reikšmė yra 0,00 mm (t. y. tarp kraštų nėra tarpelio).
9. Numatytieji matmenys: iš anksto nustatykite grafinių gaminių brėžinyje naudojamą matmenų nuorodą (išoriniai ar vidiniai matmenys), kuri tiesiogiai veikia „Matmenų (D1)“ parametro skaičiavimo logiką.
Keisdami aukščiau nurodytus numatytuosius parametrus, mašinos paleidimo konfigūraciją galima pritaikyti konkrečioms gamybos poreikiams, kad būtų padidinta eksploatacinė efektyvumas.
Skaičiavimo nustatymai
DELEM DA-66T nustatymų režime galima reguliuoti šiuos parametrus, kad būtų modifikuojama lenkimo leidžiamumo skaičiavimo logika, taip dar labiau užtikrinant tikslų lenkimą:
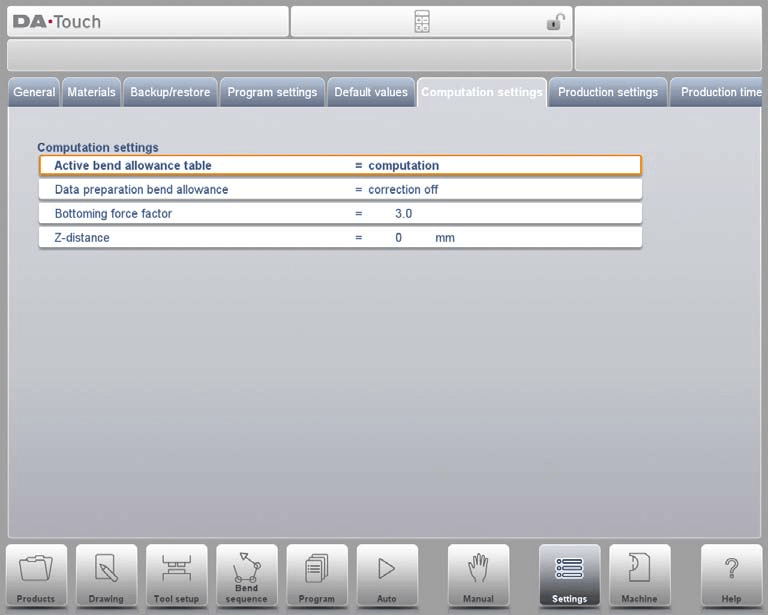
Aktyvi lenkimo leidžiamumo lentelė
• Skaičiavimo režimas: naudoti valdymo sistemos standartinę formulę automatiniam lenkimo leidžiamumo skaičiavimui.
• Lentelės režimas: jei importuota lenkimo leidžiamumo lentelė, galima atlikti korekcijas remiantis iš anksto nustatytais reikšmėmis.
Lenkimo leidžiamumo korekcija
• Korekcija išjungta: skaitmeninėje programavimo fazėje lenkimo leidžiamumas nepridedamas.
• Korekcija įjungta: lenkimo leidžiamumas įtraukiamas į skaičiavimus gaminant programą (programavimo režime). Sistema automatiškai apskaičiuoja ir saugo ašių korekcijos parametrus, kuriuos galima peržiūrėti ir koreguoti gamybos režime (automatinio režimo metu).
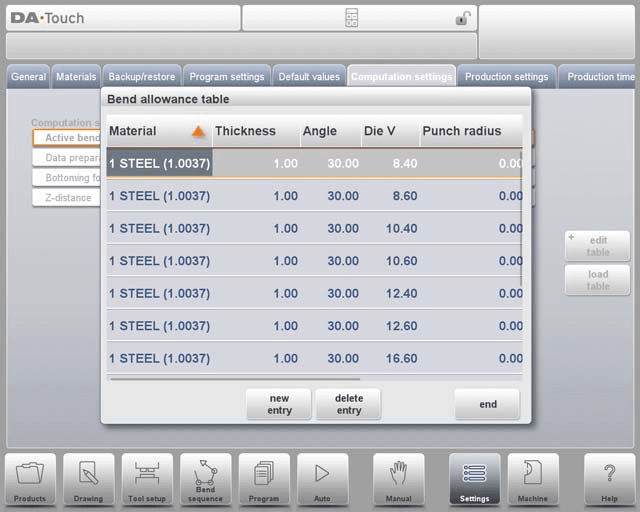
Skaičiavimo nustatymų sąsajoje įvairūs parametrai gali būti koreguojami lentelės pavidalo forma: pasirinkite tikslinį lauką, įveskite naują reikšmę ir paspauskite „Enter“ klavišą, kad baigtumėte keitimą. Reikia pažymėti, kad lentelė gali būti redaguojama tik po to, kai ji įkraunama į valdymo sistemą, o šiuo metu per šį meniu negalima kurti naujų lentelių.
Norėdami įkelti esamą lenkimo leidžiamosios nuokrypos lentelę, galite per „Įkelti lentelę“ funkciją pereiti į norimą failo vietą. Išsamesnę lenkimo leidžiamosios nuokrypos lentelės aprašymą rasite oficialiame DELEM vadove.
Pagrindiniai reguliuojami parametrai
1. Apatinio spaudimo jėgos koeficientas: reguliuokite oro lenkimo reikalaujamos jėgos daugiklį, kad pasiektumėte nustatytą apatinio spaudimo jėgą.
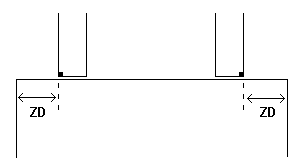
2. Z-atstumas: nustatykite atstumą tarp piršto krašto ir lakšto kampo. Jei įrengta automatinė Z-ašis, sistema automatiškai apskaičiuos piršto padėtį pagal lakšto galo poziciją.
Gamybos nustatymai
DELEM DA-66T nustatymų režime operatoriai gali lankstiai reguliuoti šiuos parametrus, kad optimizuotų lenkimo procesą, pasiekdami efektyvumo ir saugos pusiausvyrą:
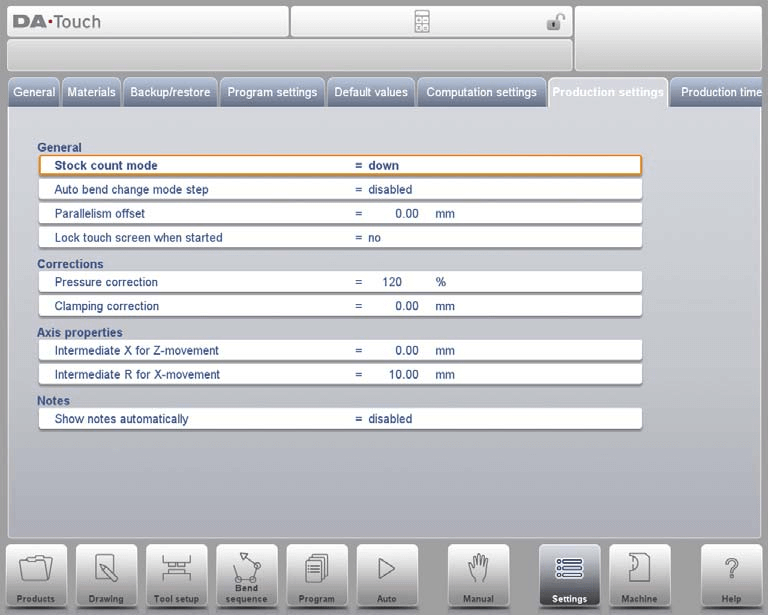
1. Rušiavimo skaičiavimo režimas: sukonfigūruokite rušiavimo skaičiuoklės skaičiavimo kryptį (didėjančią ar mažėjančią). Mažėjantis skaičiavimas tinka numatytiems gamybos planams įvykdyti, o didėjantis skaičiavimas palengvina realaus laiko stebėjimą gamybos eigoje.
2. Automatinio lenkimo keitimo žingsnio režimas: įjungę žingsnio režimą, paspauskite paleidimo mygtuką, ir sistema automatiškai įkels kitą lenkimo parametrų rinkinį, kad būtų užtikrintas nuolatinis veikimas.
3. Lygiagretumo poslinkis: nustatykite Y ašies judėjimo lygiagretumo vertę. Ši vertė įsigalioja žemiau spaustuko taško ir pridedama prie Y2 parametro, kad būtų užtikrintas lenkimo lygiagretumas.
4. Paleidus – užrakinti lietimo ekraną: įjungus šią funkciją, valdiklis veikiant automatiškai užrakins lietimo ekraną, kad būtų išvengta neteisingų operacijų dėl atsitiktinio lietimo ir neleistų keisti parametrų.
5. Slėgio korekcija: Pakeiskite slėgio vožtuvo apskaičiuoto slėgio procentinę reikšmę, kad būtų užtikrintas tikslus slėgio taikymas.
6. Spaustuvo korekcija: Kalibruokite sijos spaustuvo padėtį, kad lakštas būtų patikimai pritvirtintas. Teigiama reikšmė reiškia spaustuvo padėties gilinimą, o neigiama reikšmė – spaustuvo padėties pakėlimą.
7. Numatytoji detalės atramos grįžimo greičio reikšmė: Nustatykite detalės atramos grįžimo greitį po lenkimo (išreiškiamą kaip maksimalaus greičio procentinė reikšmė); ši parinktis prieinama tik tada, kai įranga turi detalės atramos funkciją.
8. Detalės atramos papildomasis kampas: Pridėkite papildomą kampą detalės atramos vienetui atleidžiant slėgį; taikoma sistemoms, kuriose įdiegta detalės atramos funkcija.
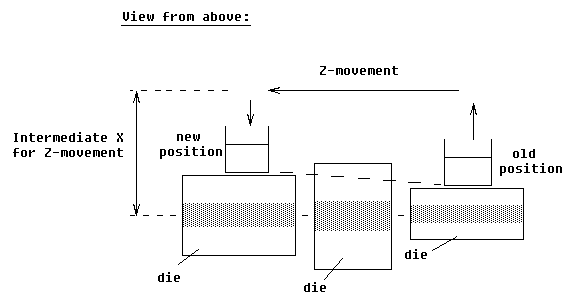
9. Tarpinė X reikšmė Z ašies judėjimui: Nustatykite saugią X ašies padėtį vykdant Z ašies judėjimą, kad būtų išvengta susidūrimų su įvairių dydžių kalapais.
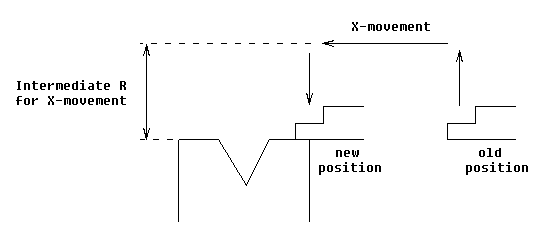
10. Vidurinė R ašies padėtis X ašies judėjimo metu: Nustatykite R ašies vidurinę padėtį judant X ašimi, kad užtikrintumėte judėjimą šablonų saugiojoje zonoje ir išvengtumėte susidūrimų.
11. Automatiškai rodyti pastabas: Automatinio režimo metu, kai pasirenkamas naujas lenkimo žingsnis, sistema automatiškai rodo to žingsnio pastabas, pagerindama operatoriaus supratimą ir užtikrindama veiklos nuoseklumą.
Nustatydami aukščiau nurodytus parametrus, DELEM DA-66T galima geriau pritaikyti prie konkrečių gamybos poreikių, tuo pačiu padidinant tiek našumą, tiek saugą.
Gamybos laiko skaičiavimas
DELEM DA-66T nustatymų režime galima konfigūruoti šiuos parametrus, kad būtų optimizuojamas lenkimo sekos gamybos laiko apskaičiavimas ir laiko įvertinimas tiksliai atitiktų faktinį operacinį procesą:
Gamybos laiko apskaičiavimo logika
Gamybos laiko apskaičiavimas priklauso daugiausia nuo ašių pozicionavimo greičio ir gaminio apdorojimo laiko. Tarp jų ašių pozicionavimo greitis nustatomas mašinos parametrais, o apdorojimo laikas tiesiogiai susijęs su gaminio dydžiu (ypač ilgiu ir pločiu) – maži gaminių turi didesnį apdorojimo našumą, o dideli juostos formos gaminių apvertimo operacija reikalauja daugiau laiko.
Apvertimo laiko konfigūracija
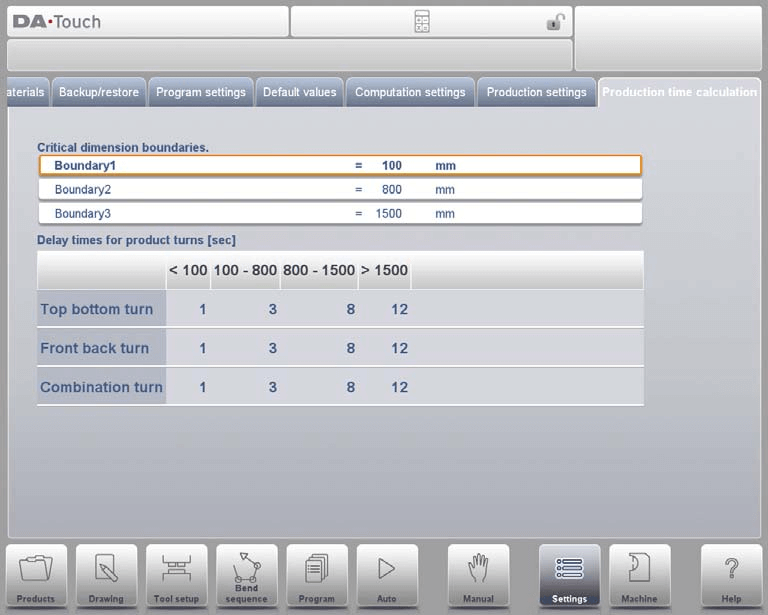
Skirtingų dydžių gaminių apvertimo laiką galima nustatyti per lentelę (vienetas: sekundės). Lentelė padalija gaminių ilgius į keturis intervalus, o kiekvienam intervalui atitinkamai priskiriami numatyti laikai skirtingoms apvertimo rūšims (viršaus–apačios apvertimas, priekio–pakaro apvertimas, kombinuotas apvertimas). Taip pat galima individualiai nustatyti tris ilgio ribas (Ribos 1, Ribos 2, Ribos 3), kad tiksliai pritaikytumėte apvertimo laikus skirtingų dydžių gaminiams.
Keisdami šiuos parametrus, gamybos laiko apskaičiavimą galima padaryti labiau atitinkantį faktinę veiklos situaciją, taip suteikiant patikimą pagrindą gamybos plano parengimui.
Laiko nustatymai
Tiksliai nustatydami sistemos laiką galime užtikrinti visų įrenginio veiklos įrašų visišką sekamumą ir jų sinchronizavimą su projekto laiko juosta. Konkrečios konfigūruojamos parinktys yra toliau nurodytos:
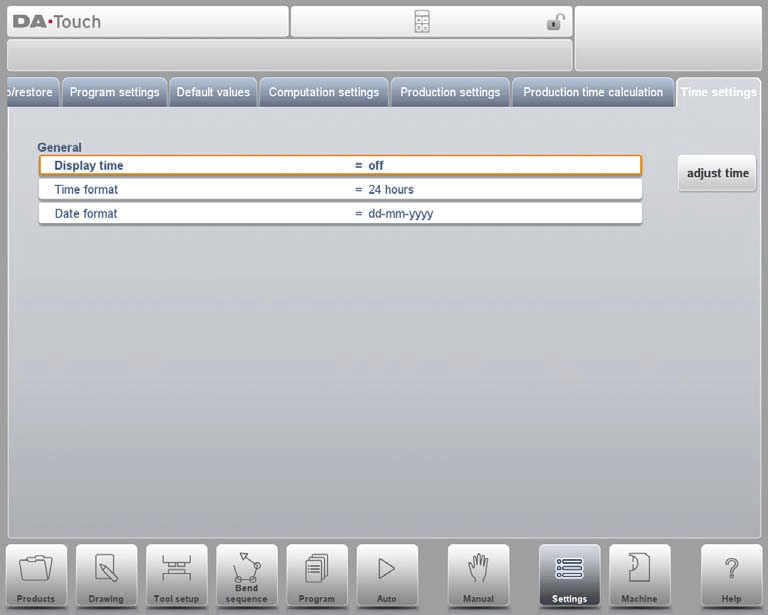
• Laiko rodymas: pasirinkite antraštės juostos laiko rodymo formatą (rodyti datą ir laiką, rodyti tik laiką arba neberodyti laiko).
• Laiko formatas: pasirinkite laiko rodymo formatą (24 valandų formatas arba 12 valandų formatas).
• Datos formatas: pasirinkite datos rodymo formatą (dd-mm-mmmm, mm-dd-mmmm arba mmmm-mm-dd).
• Laiko koregavimas: rankiniu būdu pakeiskite sistemos datą ir laiką. Šis veiksmas sinchroniškai atnaujins Windows operacinės sistemos datą ir laiką.
Dažnai užduodami klausimai
Ar parametrų keitimas DELEM DA-66T nustatymų režime gali turėti įtakos įrenginio saugai?
Taip. Visi parametrų reguliavimai turi griežtai atitikti saugos standartus ir gamintojo nurodymus, kad būtų išvengta saugos incidentų, kuriuos gali sukelti netinkami parametrų nustatymai, ir kad įranga visada veiktų saugiu režimu.
Koks yra tiksliausias preso lenktuvo kalibravimo būdas?
Norėdami pasiekti tikslų preso lenktuvo kalibravimą, pirmiausia įsitikinkite, kad įranga yra išlyginta horizontaliai; tada naudokite skaitmeninį kampamačį, kad išmatuotumėte lenkimo šablono kampą, ir jį sureguliuotumėte pagal gamintojo pateiktus kalibravimo standartus.
Kaip dažnai reikia atlikti preso lenktuvo techninę priežiūrą?
Būtina atlikti kasdieninę techninę priežiūrą kas 500 valandų įrangos veikimo laiko, įskaitant pagrindinių komponentų būklės patikrinimą, įrangos paviršiaus valymą ir judančių dalių tepimą.
Išvada
Apibendrinant, gebėjimas laisvai valdyti DELEM DA-66T nustatymų režimą ir koreguoti jo parametrus yra pagrindinis lenkimo staklių veiklos efektyvumo optimizavimo elementas. Teisingai sukonfigūravus pagrindinius nustatymus, tokius kaip ašių parametrai, įrankių parametrai ir saugos protokolai, ne tik užtikrinama tikslūs lenkimo rezultatai ir aukšta gamybos našumas, bet ir efektyviai padidinamas įrangos tarnavimo laikas.
Norėdami visiškai išnaudoti DELEM DA-66T galimybes, rekomenduojame reguliariai peržvelgti ir atnaujinti atitinkamus nustatymus pagal konkrečius gamybos poreikius. Jei eksploatuojant susidursite su klausimais arba reikės papildomos pagalbos, nedvejodami kreipkitės į mūsų techninės priežiūros komandą. Be to, galite susipažinti su kitais mūsų techniniais dokumentais, kad įgytumėte daugiau praktinių įgūdžių įrangos optimizavimui.

