















































Produkto brėžinių kūrimo žingsnis po žingsnio procesas su DELEM DA-58T
Tikslaus ir aukšto naudingumo produktų brėžinių kūrimas yra svarbus metalo apdirbimo gamybos etapas, o DELEM DA-58T sistema siūlo profesionalų šios svarbios užduoties sprendimą. Šios sistemos standartizuoto brėžinių kūrimo proceso įvaldymas ne tik užtikrina metalo apdirbimo detalių tikslumą, bet taip pat optimizuoja visą gamybos darbo eigą. Ar esate pradedantysis, kuris susipažįsta su DELEM DA-58T sistema, ar patyręs operatorius, siekiantis tobulinti savo brėžinių kūrimo įgūdžius – ši išsami instrukcija paeiliui supažindins jus su pagrindiniais žingsniais ir svarbiausiais veiksmais, susijusiais su produktų brėžinių kūrimu naudojant šią sistemą, padėdama pasiekti jos visą funkcionalumą.
Nustatant bendrąsias produkto savybes
Pirmasis žingsnis kurdami gaminio brėžinį su DELEM DA-58T yra bendrųjų gaminio savybių konfigūravimas, kuris sudaro viso brėžimo proceso pagrindą.
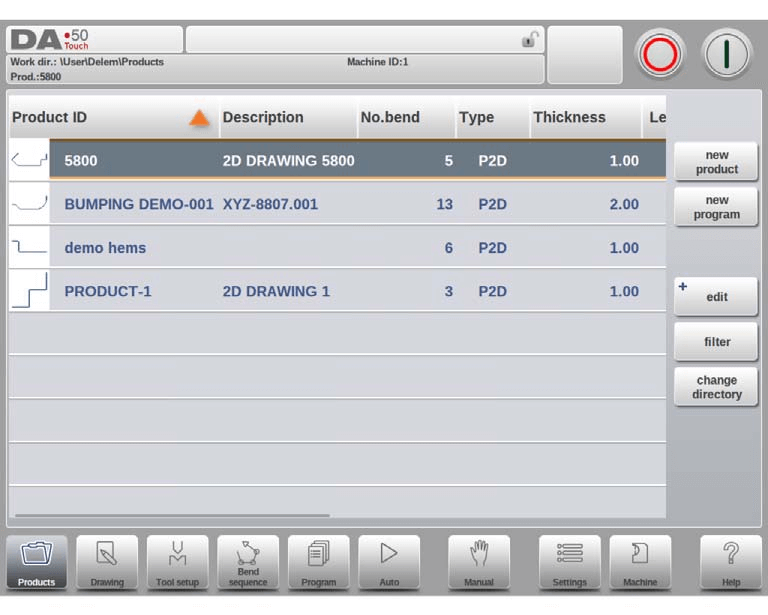
Jei reikia redaguoti esamą brėžinį, tiesiog pasirinkite atitinkamą gaminį iš sistemos Gaminių bibliotekos ir spustelėkite parinktį Brėžinys, kad jį atvertumėte. Norėdami sukurti visiškai naują gaminio brėžinį, pradėkite procesą pasirinkdami Gaminių bibliotekoje parinktį Naujas gaminys – tai atvers bendrųjų gaminio savybių nustatymo sąsają; visi šioje sąsajoje esantys parametrai turi būti nustatyti prieš einant į oficialų brėžimo etapą.
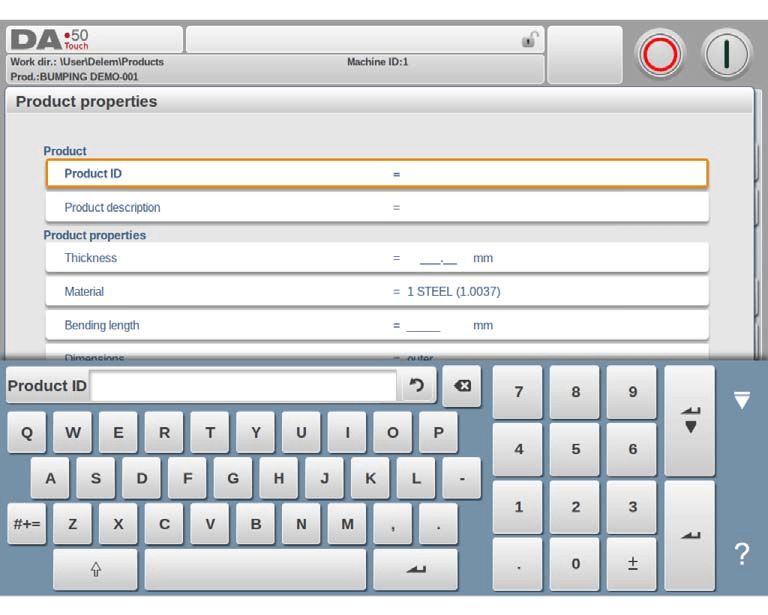
Reikia atidžiai įvesti du pagrindinius identifikavimo parametrus: produkto ID – unikalų kiekvieno produkto programos identifikatorių, kuris gali būti ne ilgesnis kaip 25 simboliai (leidžiami raidės ir skaičiai), ir produkto aprašymą – taip pat ne ilgesnį kaip 25 simboliai, skirtą trumpai paaiškinti programos taikymą ir paskirtį. Jei įvesite produkto ID, kuris jau egzistuoja sistemoje, pasirodys įspėjimo pranešimas, kuriame bus klausiama, ar pakeisti esamus produkto duomenis. Pasirinkus „taip“, ankstesni produkto duomenys bus ištrinti, o pasirinkus „ne“ reikės įvesti naują unikalų ID.
Be to, reikia nustatyti keletą pagrindinių techninių parametrų:
• Storis: Įveskite konkretnį apdorojamo lakštinio metalo storį.
• Medžiaga: Pasirinkite vieną iš keturių sistemoje iš anksto nustatytų medžiagų tipų; papildomas medžiagas galima sukonfigūruoti Nustatymų modulyje ir aktyvuoti pasirenkant jas, kai tai reikia.
• Lenkimo ilgis: Nustatykite lakštinio metalo Z ašies ilgį.
• Matmenys: Pasirinkite išorinius (A) arba vidinius (B) matmenis naujoms paviršių ir kraštų schemoms; numatytieji matmenys nustatomi pagal parametrą „Numatyti matmenys“ sistemos nustatymų režime.
• Spindulys: Įrankio pasirinkimo etape įrankių paruošimo fazėje sistema automatiškai perskaičiuos gaminio spindulį; jei norite išlaikyti pradinį nustatymą, pasirinkite parinktį „naudoti programuotą“, kad išjungtumėte perskaičiavimą.
• Lenkimo leidžiamasis nuokrypis: Pagal faktines apdorojimo reikmes pasirinkite „naudoti apskaičiuotą“ (taikydami Delem formulę) arba „naudoti programuotą“ (taikydami sistemos lenkimo leidžiamojo nuokrypio lentelę).
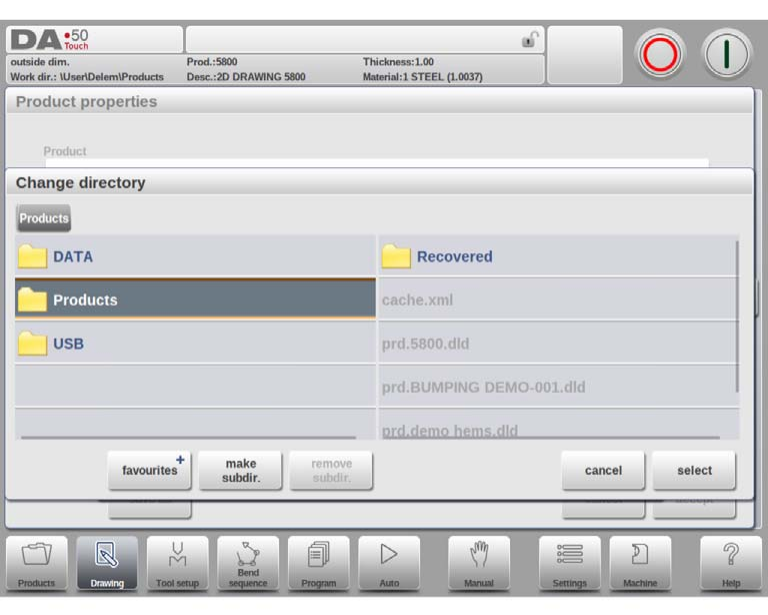
Norėdami pakeisti veikiamosios piešinio saugyklos katalogą, naudokite funkcijas „Išsaugoti kaip“ ir „Pakeisti katalogą“ – dabartinis piešinio failas bus automatiškai nukopijuotas į naujai pasirinktą katalogą patogiam failų valdymui.
2D gaminio piešinio kūrimas
Kai visi bendrieji produkto duomenys nustatyti teisingai, sistema įkels 2D piešimo sąsają, kurioje galėsite pradėti kurti produkto profilį.
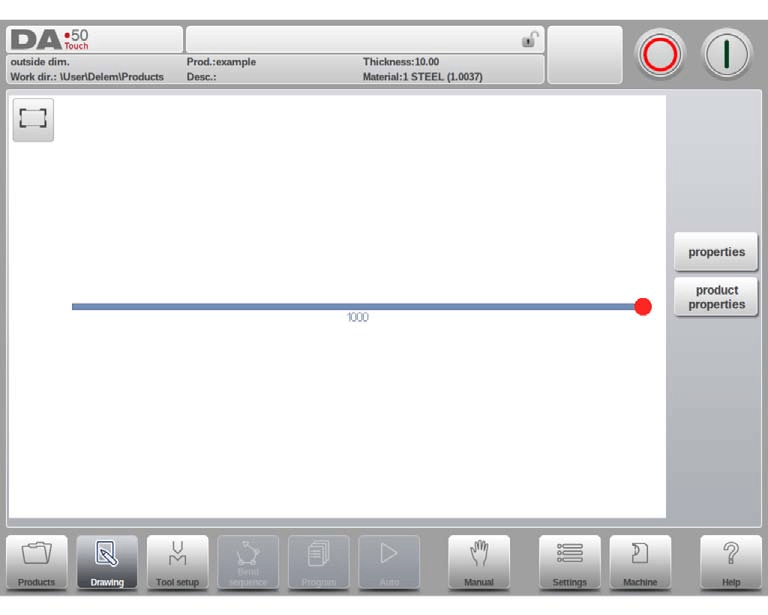
Viršutinė piešimo sąsajos informacinė juosta rodo pagrindinę produkto informaciją, įskaitant produkto ID, aprašymą ir pagrindinius matmenis greitam pasižymėjimui. Pirmiausia galite naudoti sistemos „eskizų“ režimą, kad sukurtumėte preliminarų produkto profilį: tiesiog palieskite sąsają, kad apibrėžtumėte pagrindinę formą, tada įveskite tikslų matmenis ir kitas technines vertes klaviatūra, kad patobulintumėte projektą. Taip pat palaikoma tiesioginis klaviatūros įvedimas lenkimo kampams ir šonų ilgiams (patvirtinami paspaudus „Enter“ klavišą), leidžiantis lankstų ir efektyvų piešimą.
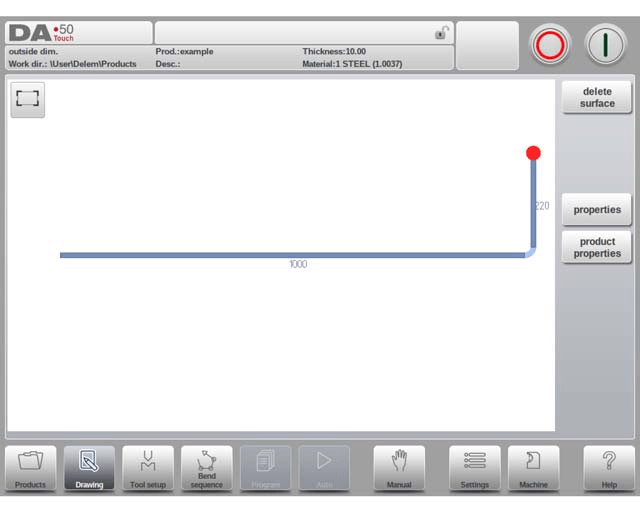
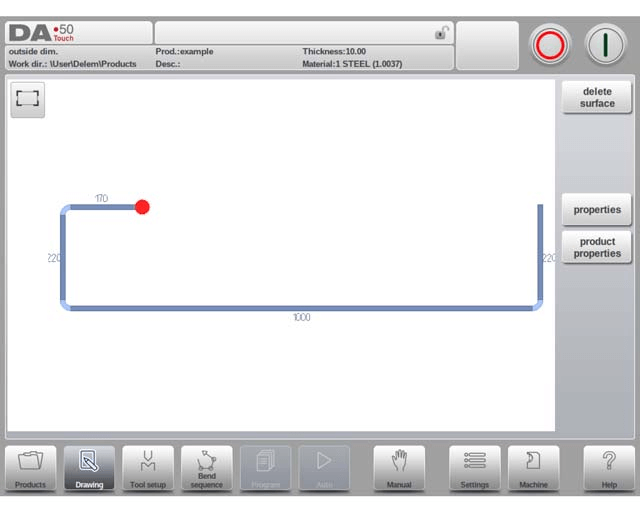
Šis pakartotinis projektavimo procesas tęsiamas, kol pasiekiamas pageidaujamas produkto profilis. Jei brėžimo metu reikia pakeitimų, galite keisti pagrindinius produkto duomenis „Produkto savybės“ skyriuje; norėdami tiksliai sureguliuoti atskirus kampus ir linijas, pasirinkite tikslinį elementą ir spustelėkite parinktį „Savybės“, kad atliktumėte pakeitimus. Sistema paryškina šiuo metu aktyvų elementą (liniją ar kampą), kad būtų aiškus operacinis atsiliepimas, ir palaiko grafinį programavimą iki 99 lankstymų vienam produktui, tenkindama sudėtingų detalių apdorojimo poreikius.
Baigę 2D produkto brėžinį, galite pereiti prie tolesnių DELEM DA-58T sistemos programavimo etapų: pirma užbaikite įrankių konfigūravimą, tada nustatykite lakštinių metalų apdorojimo lankstymo seką.
Konfigūruojant linijos savybes
Linijų savybės yra svarbus detalės 2D braižyme, o DELEM DA-58T leidžia kiekvienos produkto linijos parametrams pritaikyti individualius nustatymus pasirinkus parinktį „Savybės“, kai žymeklis yra nukreiptas į tikslinę liniją. Pagrindinės konfigūruojamos linijų savybės apima projekcijos nustatymus ir tikslumo pasirinkimą, kurie abu tiesiogiai veikia braižymo tikslumą ir vėlesnio apdorojimo įmanomumą.
Projekcijos nustatymai
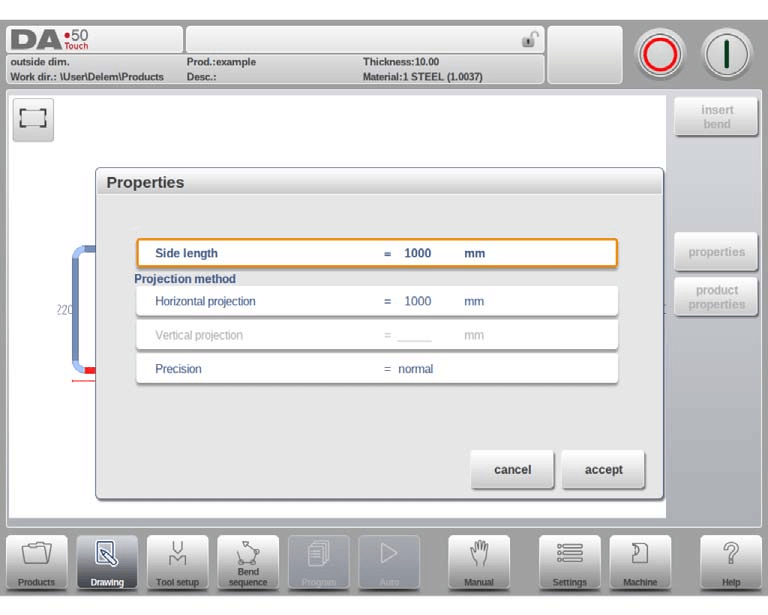
Linijų savybių nustatymų lange galite programuoti dvi pagrindines projekcijos parametrus pasirinktai linijai:
• Horizontali projekcija: Linijos pastovus horizontalus atstumas, nepriklausomai nuo jos faktinio kampo.
• Vertikali projekcija: Linijos pastovus vertikalus atstumas, nepriklausomai nuo jos faktinio kampo.
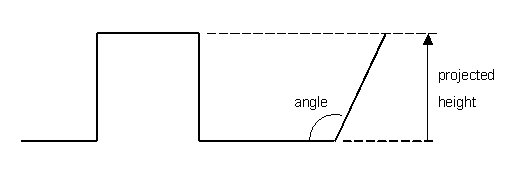
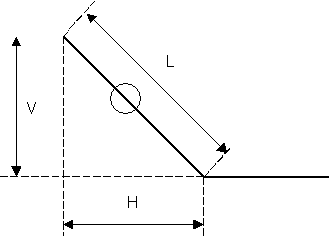
Projekcijos funkcija yra praktiškas įrankis įstrižainių linijų brėžimui: ji pašalina būtinybę ranka apskaičiuoti tikslų kraštinių ilgius. Tiesiog įveskite reikiamą horizontalią arba vertikalią projekcijos atstumą pasirinktai linijai ir paspauskite „Enter“, o sistema automatiškai apskaičiuos ir pritaikys tikslų linijos ilgį atitinkamam segmentui. Sistemos žymėjimuose įprastinis linijos ilgis pažymėtas kaip L, vertikaliai suprojektuotas ilgis – kaip V, o horizontaliai suprojektuotas ilgis – kaip H, kad būtų aiškiai atskleista kiekvienos reikšmės prasmė. Jei nustatytas projekcijos parametras neįmanomas taikyti dabartinei linijai, sistema sąsajoje rodytų pranešimą, kad būtų išvengta operacinės klaidos.
Tikslus pasirinkimas
Kai braižymo žymeklis yra ant konkrečios linijos dalies, galite nustatyti šios dalies tikslumą per „Tikslumas“ parametrą savybių meniu. Sistema siūlo tris tikslumo parinktis:
• Įprastas: užtikrina standartinį linijos dalies tikslumą, tinkamą bendrosioms apdorojimo reikmėms.
• Aukšta: Lenkimo sekos apskaičiavimo metu sistema optimizuoja užpakalinio matavimo stabdiklio padėtį, kad pasiektų kuo didesnę galimą tikslumą šiam linijos segmentui, kai reikalingas aukšto tikslumo apdirbimas.
• Uždaromasis matmuo: Lenkimo sekos apskaičiavimo metu sistema koreguoja užpakalinio matavimo stabdiklio padėtį, kad būtų užtikrintos linijos segmento tolerancijos reikalavimai, kai detalėms taikoma griežta tolerancijų kontrolė.
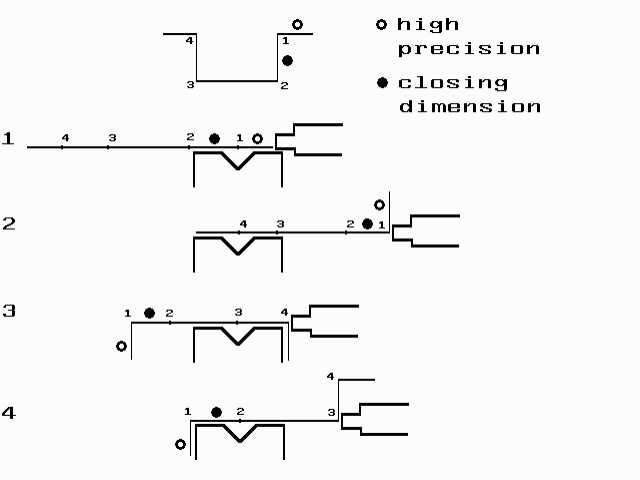
Norint pasiekti optimalų tikslumą, atviru ratuku pažymėti linijos segmentai geriausiai turi būti išdėstyti tiesiogiai tarp užpakalinio stabdiklio ir štampo centro. Svarbu atkreipti dėmesį, kad nustatant linijos segmentams „Aukštą“ arba „Uždaromąjį matmą“ tikslumą gamybos trukmė gali pailgėti dėl sudėtingesnių sistemos skaičiavimų. Be to, jei sistemos parametras „priekinio išsikišimo santykis“ nustatytas kaip „laikytis, jei įmanoma“, tikslumo parametras skaičiavimo procese turės pirmenybę.
Lenkimo savybių keitimas
Lenkimai yra lakštinių metalų gaminių brėžinių pagrindiniai konstrukciniai elementai, o DELEM DA-58T pateikia išsamių lenkimų savybių konfigūravimo parinkčių, įskaitant standartinius oru lenkiamus lenkimus, didelio spindulio šuoliukų lenkimus ir kraštų suvyniojimo lenkimus. Kiekvieno tipo lenkimui galima nustatyti pritaikytinus parametrus, kad jie atitiktų faktines apdorojimo sąlygas, o savybes galima koreguoti pasirinkus reikiamą lenkimą ir atidarius „Savybės“ meniu.
Oru lenkiamas lenkimas
Oru lenkiamas lenkimas yra standartinis lakštinių metalų apdorojimo lenkimo tipas, o oru lenkiamo lenkimo programavimas reiškia tiesių ilgių ir kampų reikšmių tikslinimą tol, kol gaminio forma atitinka reikalavimus. Pagrindiniai oru lenkiamo lenkimo konfigūruojami parametrai yra:
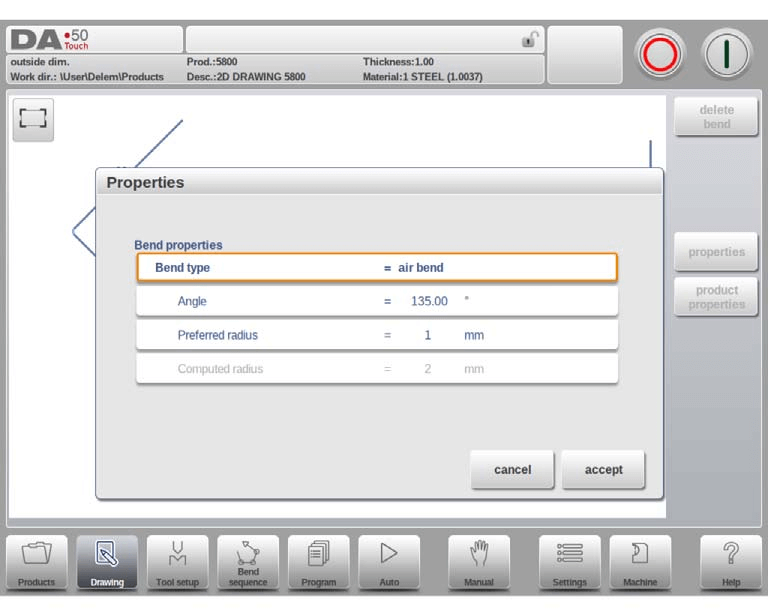
• Kampas: tikslinis kampas, į kurį lenkiamas lakštinis metalas.
• Pageidaujamas spindulys: numatytasis lenkimo spindulys; pradinė reikšmė pagal nutylėjimą – lakštinio metalo storis; didesnis pageidaujamas spindulys gali reikšti specialių lenkimo įrankių parinkimą.
• Apskaičiuotas spindulys: faktinis lenkimo spindulys, kurį sistema sukuria remdamasi valdymo parametrais ir pasirinktais įrankiais. Esant dideliems apskaičiuotiems spinduliams, reikia specialaus kalno arba galima naudoti šuoliukų (bumping) metodą kaip alternatyvą. Ypač svarbu užtikrinti, kad lenkimo spindulys neviršytų gretimų kraštinių ilgio, kad būtų išvengta apdorojimo konfliktų.
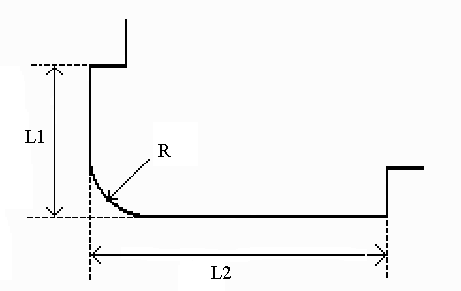
Programuojant linijų ilgius, susijusius su lenkimo spinduliu, dviejų gretimų kraštinių (L1 ir L2) ilgiai turi būti didesni arba lygūs lenkimo spinduliui (R). Alternatyvus būdas sukurti orinį lenkimą – pastatyti žymeklį ant lankstomosios kraštinės galo, kur reikia lenkimo, pasirinkti „Savybės“ ir išplėtotame lange nustatyti papildomus parametrus.
Didelis spindulys: šuoliukų metodas
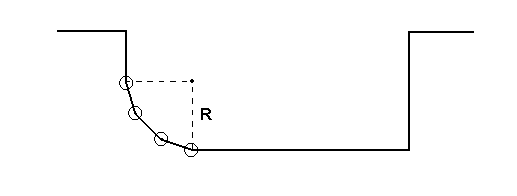
Jei specialūs didelio spindulio lenkimo įrankiai neprieinami, DELEM DA-58T šuoliukų (bumping) metodu galima sukurti didelius spindulius atliekant eilę mažų, vienas po kito einančių orinių lenkimų norimos kreivės formai sukurti.
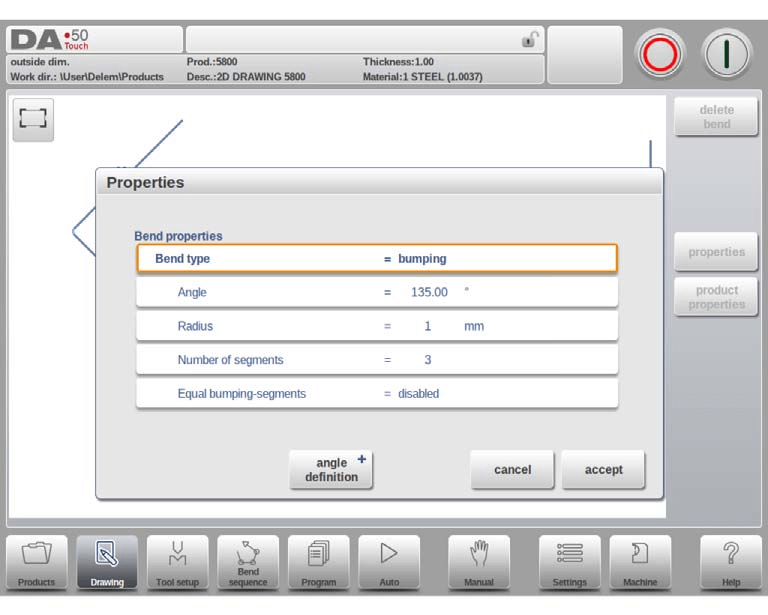
Norėdami naudoti smūginio lenkimo metodą, pirmiausia pasirinkite Kampų apibrėžimą (arba sistemos numatytąjį kampą, arba centrini kampą, kuris lygus 180 laipsnių minus numatytasis kampas). Tada suprogramuokite šiuos pagrindinius parametrus:
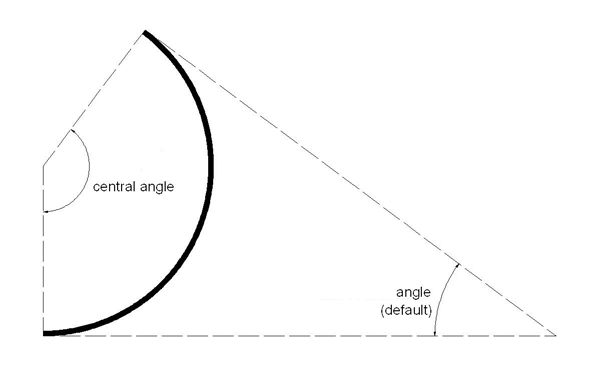
• Centrinis kampas: Tikslo lenkimo kampo papildomasis kampas.
• Spindulys: Numatytasis didysis lenkimo spindulys; pradinė numatytoji vertė – lakštinio metalo storis.
• Segmentų skaičius: Į kiek segmentų padalijamas didysis spindulys; visų lenkimų skaičius lygus segmentų skaičiui plius vienas. Daugiau segmentų užtikrina tikslesnę didžiojo spindulio toleranciją, tačiau reikalauja mažesnio V-formės kalapo atvirkščiojo atvėrimo.
• Lygūs smūginio lenkimo segmentai: Šis parametras valdo segmentų dydį. Jei jis įjungtas, visi segmentai nustatomi vienodo dydžio; jei išjungtas, pirmasis ir paskutinis segmentai yra pusė mažesni už viduriniuosius, kad būtų pasiektas subtileresnis lenkimo efektas, tačiau tai gali sudėtinginti kalapo parinkimą. Jei kyla kalapų atitikties problemų, sistema leidžia perskaičiuoti su įjungtais lygiais segmentais.
Programavimo žingsniai išlenkimo su įdubimu atlikimui yra šie: pirmiausia sukurkite standartinį kampą su gretimomis kraštinėmis, tada grįžkite prie kampo, pasirinkite „Savybės“ ir nustatykite lenkimo tipą į „Įdubimas“. Įveskite reikiamą spindulį, segmentų skaičių ir segmento dydžio nustatymą, ir sistema piešinyje sugeneruos didelį spindulį. Taip pat bus rodomas pranešimas su minimaliu segmento ilgiu, kuris yra svarbus orientyras vėlesniam štampo parinkimui.
Užlenkti lenkimai
Užlenkti lenkimai – tai specializuotas lakštų metalo lenkimo procesas, kuris apima pirminį lenkimą (aštrųjį standartinį oru vykdomą lenkimą) ir užlenkimo operaciją, atliekamą naudojant specialius įrankius.
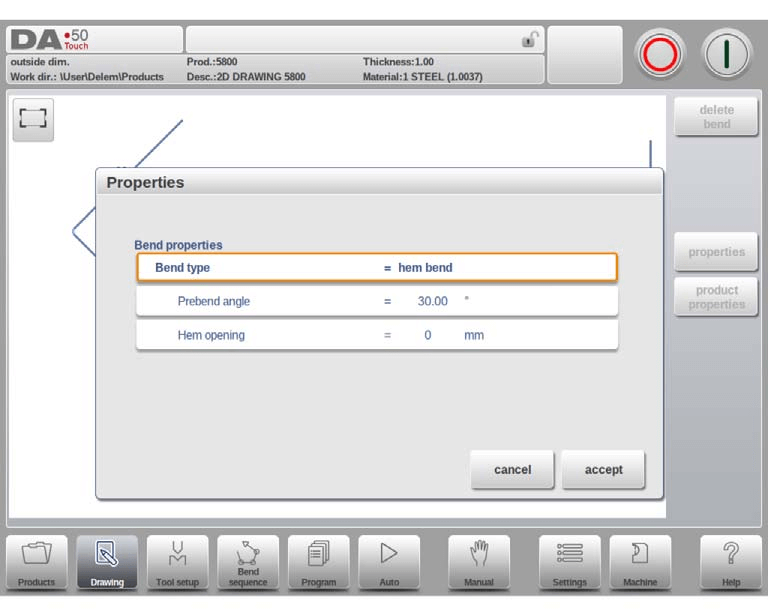
Norėdami sukurti krašto lankymą DELEM DA-58T piešimo sąsajoje, pirma sukurkite lanką su iš anksto nustatyta lankymo pradžios kampu, tada pastatykite žymeklį į tikslinį lankymą ir pasirinkite „Savybės“, kad iššokančiame lange pakeistumėte atitinkamus parametrus. Alternatyviai galite pastatyti žymeklį į lanko galą, kur reikia sukurti krašto lankymą, pasirinkti „Savybės“ ir sukonfigūruoti papildomus pasirinktinius parametrus, kurie tuomet pasirodys.
Pagrindiniai konfigūruojami krašto lankymo parametrai yra:
• Lankymo pradžios kampas: aštrus kampas (numatytasis – 30 laipsnių), kurį galima koreguoti pagal faktines apdirbimo reikmes.
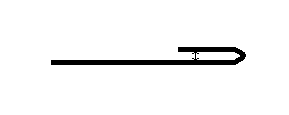
• Krašto atvira dalis: apibrėžia atstumą tarp dviejų lankų po krašto lankymo; tai svarbus parametras, naudojamas skaičiuojant spindulio poziciją krašto lankymo procese; numatytąją reikšmę nustato sistemos „Nustatymai“ modulyje esantis parametras „Numatytoji krašto atvira dalis“.
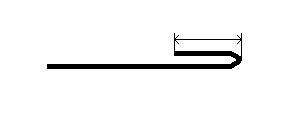
Vienintelis pagrindinis krašto lankymo šoninis parametras yra „Šono ilgis“, kuris reiškia lanką, kuriam bus atliekamas krašto lankymas, ir jį reikia nustatyti pagal gaminio projektavimo reikalavimus.
Dažnai užduodami klausimai
Klausimas 1: Ką daryti, jei DELEM DA-58T gaminio brėžinys rodomas neteisingai?
Jei brėžinyje yra vaizdavimo klaidų ar jis neatitinka projektavimo tikslų, pirmiausia dvigubai patikrinkite visus įvesties parametrus ir sistemos nustatymus, kad užtikrintumėte matmenų, lenkimo kampų, spindulio reikšmių ir kitų pagrindinių duomenų tikslumą. Be to, įsitikinkite, kad DELEM DA-58T įrenginys tinkamai sukalibruotas, nes netikslūs kalibravimo duomenys taip pat gali sukelti brėžinio vaizdavimo ir vėlesnių apdorojimo klaidų.
Klausimas 2: Kaip optimizuoti DELEM DA-58T gaminio brėžinius didesniam efektyvumui?
Optimizuokite brėžinio sukūrimo efektyvumą loginiu būdu organizuodami brėžinio sluoksnius, išlaikydami valdymo sąsają švarią ir nepersikrautą, kad greitai galėtumėte pasiekti ir keisti parametrus. Taip pat rekomenduojama reguliariai atnaujinti DELEM DA-58T sistemos programinę įrangą iki naujausios versijos, nes oficialūs atnaujinimai dažnai apima funkcionalumo optimizacijas ir klaidų taisymus, kurie pagerina brėžinio kūrimo ir apdorojimo efektyvumą.
Klausimas 3: Kaip teisingai išsaugoti ir eksportuoti DELEM DA-58T gaminio brėžinius?
Naudokite sistemos funkciją „Išsaugoti kaip“, kad išsaugotumėte ir eksportuotumėte piešinių failus, bei pasirinktumėte failo formatą, kuris atitiktų jūsų tolesnių programų poreikius, užtikrindami suderinamumą tarp skirtingų programinės įrangos sistemų. Dažniausiai naudojami formatai yra DXF, DWG ir PDF, kurie visiškai suderinami su dauguma pagrindinių CAD programinės įrangos sistemų ir palengvina failų bendrinimą bei antrinį redagavimą.
Išvada
Išmokti kurti produktų piešinius naudojant DELEM DA-58T sistemą reiškia suprasti logišką operacinio proceso seką: nuo bendrųjų produktų savybių pradinės konfigūracijos iki išsamių 2D produktų piešinių sukūrimo ir tikslaus linijų bei lenkimų savybių nustatymo. Kiekvienas žingsnis reikalauja griežto laikymosi parametrų nustatymo taisyklių ir operacinės procedūros detalių, kad būtų užtikrintas galutinio piešinio tikslumas ir techninė įvykdymo galimybė.
Vadovaudamiesi šiame vadove pateiktais standartiniais veiksmais ir geriausiomis praktikomis, operatoriai gali žymiai pagerinti savo įgūdžius kurdami DELEM DA-58T produktų brėžinius, užtikrinti nuoseklumą tarp brėžinio projektavimo ir faktinio lakštų metalo apdirbimo bei maksimaliai panaudoti sistemos galimybes metalo apdirbimo gamyboje. Norėdami gauti papildomų profesionalių rekomendacijų arba išspręsti sudėtingas eksploatacines problemas, nedvejodami susisiekite su oficialiąja techninės palaikymo komanda, kuri teikia pritaikytas sprendimo schemas ir ekspertines rekomendacijas. Taip pat galite peržvelgti sistemos oficialią dokumentacijos biblioteką, kur rasite išsamias eksploatacines patarimus ir optimizavimo strategijas, padėsiančias pakelti jūsų DELEM DA-58T taikymo įgūdžius.

