















































DELEM DA-53T rankinio režimo sąrankos žingsniai
Turinys
• 1 žingsnis: Prieiga prie rankinio režimo
• 2 žingsnis: Parametrų supratimas
◦ Lankstymo parametrai
◦ Jėgos parametrai
◦ Greičio parametrai
◦ Funkcijų nustatymai
◦ Produkto savybės
◦ Įrankių informacija
◦ Pagalbinės ašys
◦ Įrankio nustatymas
• 3 žingsnis: Parametrų konfigūravimas
◦ Makro funkcija
• 4 žingsnis: Ašių judinimas rankiniu būdu
• Korekcijos funkcija
• Diagnostikos funkcija
• Įvesties/išvesties būsena
• Dažniausiai užduodami klausimai (DUK)
• Išvados
Konfigūruojant DELEM DA-53T valdiklio rankinį režimą, būtina kruopščiai išaiškinti kiekvieną veikimo žingsnį, kad pasiektumėte preso lenktuvo optimalų našumą. Šiame straipsnyje pateikiamas išsamus DELEM DA-53T rankinio režimo nustatymo procesas, kuris padės efektyviai derinti įrangos parametrus ir visiškai atskleisti preso lenktuvo našumo potencialą.
Naudojantis Rankiniu režimu galite visiškai kontroliuoti visą lenkimo procesą, įgalindami tikslius reguliavimus ir maksimaliai gerinant apdirbto gaminio kokybę. Ar jūs pirmą kartą naudojate DELEM valdiklį, ar siekiate optimizuoti esamus darbo nustatymus – šis straipsnis suteikia išsamią informaciją, kaip greitai pradėti naudotis ir visiškai išnaudoti preso lenktuvo funkcinių galimybių vertę.
1 žingsnis: Prieiga prie rankinio režimo
Iš pradžių paleiskite DELEM DA-53T valdiklį. Kai įrenginys visiškai įsijungs, naudodamiesi sąsajos mygtukais pereikite į pagrindinį meniu.
Raskite ir pasirinkite meniu sąraše „Rankinio režimo“ parinktį; tuomet valdiklio sąsaja pereis iš automatinio režimo į rankinio režimo sąrankos sąsają.
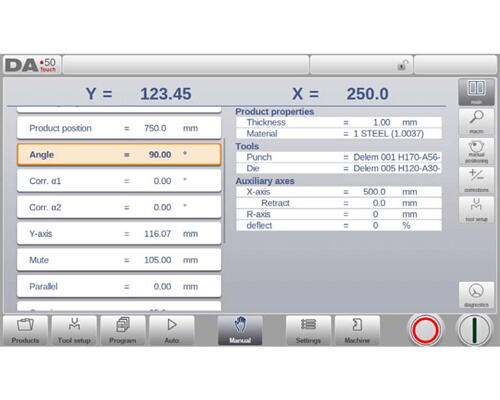
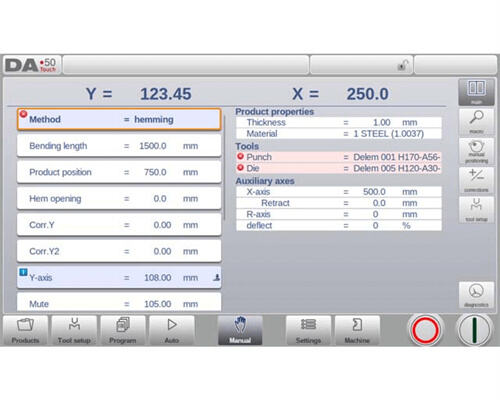
Rankinio režimo ekrano viršutinėje dalyje galite tiesiogiai matyti esamas Y ašies ir pagrindinės X ašies pozicijas; visos kitos ašys ir funkcijos apačioje esančiose dviejose stulpelių eilutėse bus išvardytos po vieną. Jei Y ašies ir X ašies reikšmės yra paryškintos, tai rodo, kad šios dvi ašys sėkmingai atpažino nuorodos žymes ir jų dabartinės pozicijos atitinka programuotas reikšmes.
2 žingsnis: Parametrų supratimas
Įėjus į Rankinio Režimo režimą, reikia įvesti reikiamus parametrus esamai apdirbimo operacijai, įskaitant preso-stanco ėjimą, greitį ir pozicionavimo nustatymus – šie parametrai yra būtini, kad būtų užtikrintas tikslumas atliekant rankines operacijas. Rankinio Režimo režimas paprastai naudojamas įrangos testavimui, kalibravimui ir vieno lenkimo operacijoms.
Galite įvesti skaitines reikšmes, atitinkančias numatytuosius nustatymus, naudodami duomenų įvedimo mygtukus. Prieinamų parametrų, galiojančių Rankinio Režimo režime, išsamesnis aprašymas pateiktas toliau:
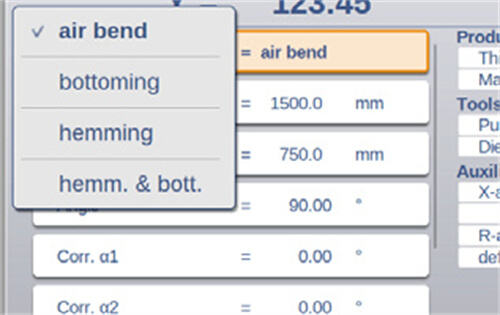
Lenkimo Parametrai
• Metodas: Pasirinkite reikiamą lenkimo metodą. DELEM DA-53T Rankinio Režimo režimas palaiko kelis metodus, tokius kaip Orinio Lenkimo, Iki dugno lenkimas, Apsiuvojimas ir Apsiuvojimas bei lenkimas iki dugno. Kiekvieno metodo išsamesnį aprašymą rasite Programos Režimo dokumentacijoje.
• Lenkimo ilgis: Įveskite lakšto lenkimo ilgį, kad būtų sukurtas duomenų pagrindas tiksliai apdirbti.
• Produkto padėtis: Nustatykite absoliučią padėtį Z kryptimi, naudodami nulinį tašką mašinos kairėje pusėje kaip atskaitos tašką.
• Kampas: Nustatykite reikiamą lenkimo kampą. Jei yra skirtumas tarp faktinio lenkimo kampo ir numatyto kampo, sureguliuokite jį keisdami korekcijos reikšmes α1 (Corr.α1) ir α2 (Corr.α2). Pavyzdžiui, jei programuotas kampas yra 90 laipsnių, o išmatuotas faktinis kampas – 92 laipsniai, nustatykite Corr.α į -2.
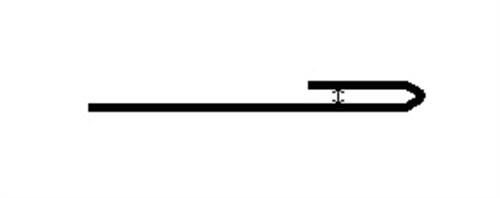
• Apsivertimo tarpas: Nustatykite atstumą tarp kraštų apsivertimo lenkimo procese. Numatytieji parametrai prieinami per Nustatymų režimą.
•
• Corr.Y: Jei pasirinktas „Bottoming“ metodas, šis parametras gali būti naudojamas Y ašies padėčiai koreguoti.
• Y ašis: Programuota ar apskaičiuota Y ašies reikšmė, reikalinga pasiekti tam tikrą lenkimo kampą.
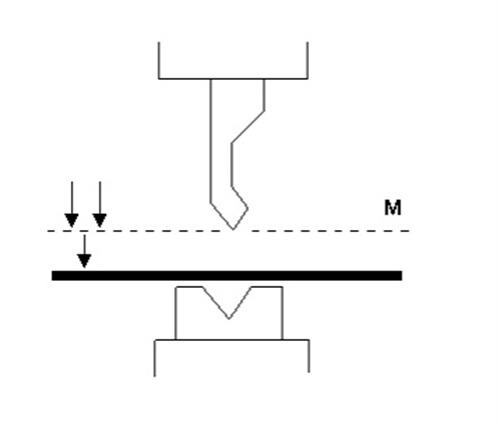
• Nutildymas: taškas, kuriame Y ašis pereina nuo greito užsidarymo greičio prie spaudimo greičio, čia programuojamas kaip Y ašies padėties reikšmė. Ši programuota reikšmė atitinka Y ašies padėtį virš lakšto.
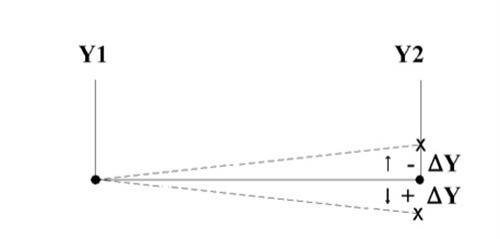
• Lygiagretumas: padėties skirtumas tarp kairiojo ir dešiniojo cilindrų (Y1 ir Y2). Jei reikšmė teigiama, tai reiškia, kad dešinysis cilindras yra žemiau; jei reikšmė neigiama, dešinysis cilindras yra aukščiau. Ši programuota reikšmė taikoma žemiau spaustuvo taško.
• Atidarymas: šis parametras naudojamas nustatyti tarpui tarp įrankio ir formos po lenkimo. Teigiama reikšmė reiškia, kad tarpas yra virš Nutildymo taško; neigiama reikšmė reiškia, kad tarpas yra žemiau Nutildymo taško. Jei norite sutrumpinti gaminio apdorojimo laiką, galite nustatyti šį parametrą maža teigiamą arba neigiamą reikšme.
Jėgos parametrai
• Jėga: Nustatykite lenkimo operacijai reikalingą spaudimo jėgą, kad užtikrintumėte, jog slėgio taikymas atitiktų apdirbimo reikalavimus ir būtų pasiekiami geriausi rezultatai.
• Pabuvojimo laikas ir atsparos atstumas: Nustatykite pabuvojimo laiką lenkimo taške ir atsparos atstumą, kad racionaliai kontroliuoti slėgio sumažinimo procesą ir užtikrinti apdirbimo stabilumą.
Greičio parametrai
• Greitis: Y ašies judėjimo greitis lenkimo metu.
• Atsparos greitis: Sija galima programuoti judėti nustatytu greičiu per atsparos atstumą.
Funkcijų nustatymai
• Laukimas atbulinės eigos: Nustatykite, ar Y ašis laukia, kol bus baigta atbulinės eigos veiksmas, prieš pradėdama judėti, ar pradeda judėti vos prasidėjus atbulinei eigai, siekiant optimizuoti darbo eigą.
Produkto savybės
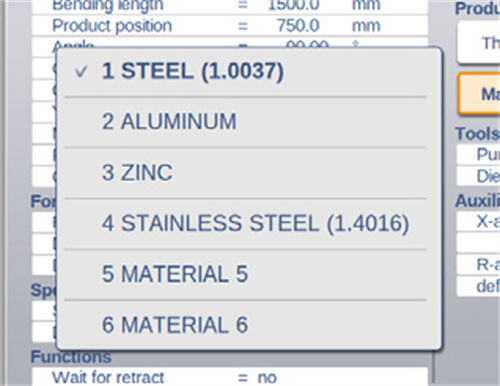
• Storumas ir medžiaga: Įveskite lakšto storį ir iš 99 pasirinktinų medžiagų kontroleryje pasirinkite atitinkamą medžiagą, kad būtų suteikta pagrindinė duomenų parama lenkimo gylui apskaičiuoti.
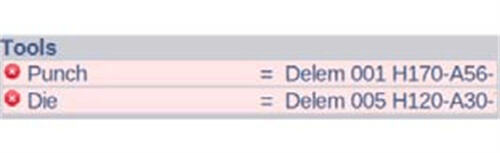
Įrankių informacija
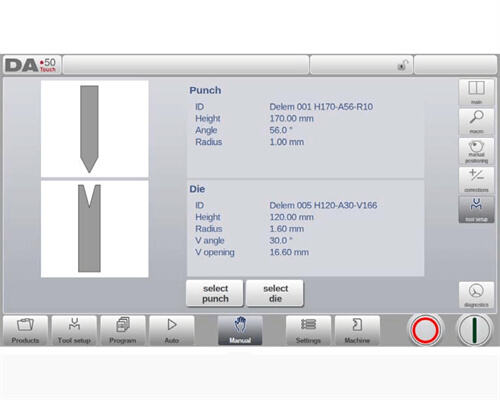
• Kalnas ir įrėžas: Pasirinkite arba modifikuokite kalno ir įrėžo ID, reikalingus dabartinei operacijai, iš atitinkamų įrankių bibliotekų, kad užtikrintumėte, jog įrankiai atitinka apdirbimo reikalavimus.
Pagalbinės ašys
• Pagalbinių ašių parametrai: Jei įranga aprūpinta viena ar daugiau pagalbinėmis ašimis (pvz., X ašimi, R ašimi arba Z ašimi), čia bus rodomi jų susiję parametrai.
• Atitraukimas: Pagalbinės ašies atitraukimo atstumas lenkimo procese. Tarp jų „Atlopo atitraukimas“ prasideda nuo sukimo taško.
• Greitis: Pagalbinės ašies judėjimo greitis esamoje lenkimo operacijoje, kuris gali būti programuojamas kaip procentinė maksimalaus greičio dalis.
Tinkamai suprogramavus minėtus parametrus DELEM DA-53T rankiniame režime, galima užtikrinti lenkimo operacijos tikslumą. Patvirtinus visus parametrų nustatymus, paspauskite paleidimo mygtuką, kad aktyvuotumėte šias konfigūracijas.
Įrankių nustatymas
Įrankių nustatymo programavimas DELEM DA-53T rankiniame režime yra labai panašus į automatinio režimo nustatymą. Abudu režimai leidžia atlikti nepriklausomą įrankių nustatymą, o įrankių nustatymas iš automatinio režimo gali būti tiesiogiai taikomas ir rankiniame režime. Pereinant į rankinį režimą, DELEM DA-53T valdiklis siūlo parinktį „naudoti esamą įrankių nustatymą“. Tačiau atkreipkite dėmesį, kad jei dabartinis nustatymas skiriasi nuo ankstesnio programavimo, vartotojas turi elgtis atsargiai, kad nebūtų paveikta apdirbimo tikslumas.
• Įrankių (skaidiklių/matricų) pridėjimas: Atitinka operaciją funkcijoje „Įrankių nustatymas“, reikalingi skaidikliai ar matricos gali būti pridedami naudojant funkciją „Pridėti“.
3 žingsnis: Parametrų konfigūravimas
Kiekvienas parametras DELEM DA-53T rankiniame režime gali būti programuojamas nepriklausomai. Sistema automatiškai apskaičiuoja kiekvieno parametro poveikį kitiems parametrams, o parametrų tarpusavio ryšiai vartotojui lengvai identifikuoti vaizduojami naudojant simbolius ir fono spalvas.
• Kai parametras yra pakeistas, sąsajoje pasirodo informacinė piktograma, rodanti, kad parametras buvo atnaujintas.

• Jei parametro reikšmė skiriasi nuo sistemos apskaičiuotos kontrolinės reikšmės, bus rodoma žvaigždutės piktograma – ši funkcija ypač naudinga, kai parametrams reikia sąmoningai nustatyti kitokias reikšmes arba kai jie apriboti.

• Jei parametro reikšmė nustatyta neteisingai (pavyzdžiui, programuojamas lenkimas, bet nėra sumontuotų lenkimo įrankių), bus rodoma klaidos piktograma, primenanti vartotojui atlikti pataisymus.
Peržiūros parinktys
Komandų mygtukai ekrano dešinėje pusėje suteikia prieigą prie kitų nei Pagrindinė peržiūros vaizdų, įskaitant Makro peržiūrą, Rankinio pozicionavimo peržiūrą, Pataisymų peržiūrą ir Diagnostikos peržiūrą.
Makro funkcija
Įjungus makro funkciją, DELEM DA-53T rankinio režimo rodymas perjungiamas į naują vaizdą, kuriame rodomos padidintos ašių reikšmės. Toks išdėstymas leidžia operatoriams aiškiai perskaityti ašių reikšmes net tada, kai dirbama šiek tiek atokiau nuo valdiklio, o tai padidina patogumą naudojantis.
4 žingsnis: Ašių judinimas rankiniu būdu
Judėjimo procedūra
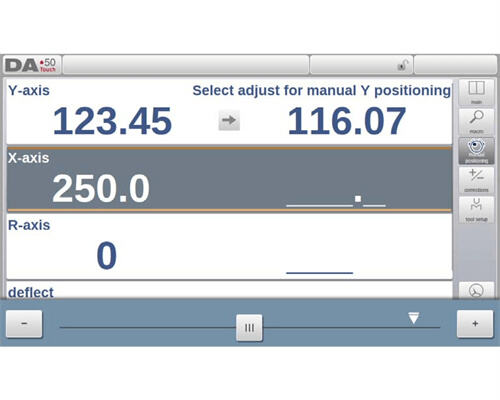
Norėdami rankiniu būdu pajudinti ašį DELEM DA-53T rankinio režimo veiksenoje, naudokite slankiklį ekrano apačioje. Pasirinkę pagrindiniame ekrane „Manual Pos“ (Rankinė pozicija), atsivers nauja operacijų sąsaja. Nustatykite slankiklį iš jo vidurinės pozicijos į pageidaujamą kryptį, kad galėtumėte pajudinti bet kurią sąsajoje rodomą ašį; paleidus slankiklį, jis automatiškai grįš į vidurinę poziciją.
Pagalbinių ašių judinimas
Prieš judindami pagalbinę ašį, įsitikinkite, kad valdiklis yra sustabdytas (paspauskite Stop mygtuką). Iš pradžių pasirinkite reikalingą atbulinio matavimo ašį, pastatykite žymeklį ant tos ašies ir tuomet valdykite ašies judėjimą naudodami slankiklį.
Y ašies judinimas
Rankinis preso sijos (Y ašis) judinimo veiksmas yra panašus į pagalbinių ašių valdymą, tačiau turi būti įvykdytos šios sąlygos:
1. Valdiklis turi būti aktyvuotas (paspauskite paleidimo mygtuką).
2. Aktyvinkite „adjust“ funkciją – jei ši funkcija neaktyvi, ekrano viršutiniame dešiniajame kampe pasirodys pranešimas.
3. Y ašis turi būti žemiau „Mute“ taško.
4. Turi būti išduota CNC spaudimo komanda.
Padėties atmintis (mokymas)
Po to, kai rankiniu būdu perkeliama ašis, jei reikia išsaugoti dabartinę padėtį, spustelėkite ašies pavadinimą stulpelyje „Programuota“. Sistema tuomet nukopijuos reikšmę iš stulpelio „Faktinė“ (kairėje pusėje) į stulpelį „Programuota“ (dešinėje pusėje).

Grįžus į numatytąjį Rankinio režimo ekraną, šios ašies parametras išlaikys paskutinę išsaugotą reikšmę.
Vedantis minėtais žingsniais užtikrina sklandų ir tikslų ašių judėjimą DELEM DA-53T Rankinio režimo metu.
Korekcijos funkcijomis
DELEM DA-53T rankinio režimo metu rodomi lenkimo operacijos, suprogramuotos šiame režime, korekcijos parametrai.
Kadangi rankinis režimas paprastai apima vieną lenkimo operaciją, sąsajoje rodoma tik viena korekcijos informacijos eilutė. Rankiniame režime suprogramuotas korekcijos vertes galima patikrinti taip pat, kaip ir automatinio režimo metu. Be to, čia taip pat matomi įrašai iš korekcijos duomenų bazės ir pradinės korekcijos vertės. Ypač svarbu turėti prieigą prie korekcijos duomenų bazės, nes joje esantys įrašai turi didelę įtaką galutiniams lenkimo rezultatams. Ši funkcija ypač naudinga koreguojant korekcijos vertes bandant lenkti ir saugant optimalius rezultatus duomenų bazėje.
Diagnostikos funkcija
DELEM DA-53T rankmeninio režimo veiksenoje spustelėjus „Diagnostika“ galima peržiūrėti kiekvienos ašies būseną. Šis langas rodo visų prieinamų ašių dabartinę būseną ir lieka aktyvus net po to, kai paleidžiamas valdiklis. Šios funkcijos naudojimas leidžia tikro laiko režimu stebėti valdiklio darbo būseną lenkimo ciklo metu, taip dar labiau padidinant tikslumą.
Įvesties/išvesties būsena
DELEM DA-53T rankmeninio režimo veiksenoje spustelėjus skirtuką „I/O“ diagnostikos sąsajoje atveriamas išsami visų įvesties (I) ir išvesties (O) signalų dabartinės būsenos vaizdas. Ši sąsaja lieka aktyvi po valdiklio paleidimo, todėl operatoriai gali efektyviai stebėti sistemos darbo būseną visą lenkimo ciklą ir laiku aptikti nesklandumus.
Išdidinta Įvesties/išvesties rodymo forma
Jei spustelėsite vieną ar daugiau (iki 5) kontaktų, sistema sugeneruos papildomą „Padidinto IO“ puslapį, kuriame pasirinkti IO bus rodomi padidintame vaizde. Pasirinkti kontaktai bus rodomi didesniu dydžiu, todėl operatoriams iš toli bus lengviau stebėti ir pagerins veikimo lankstumą.
Dažnai užduodami klausimai
1. Kokios apsaugos priemonės turi būti imamasi naudojant DELEM DA-53T rankiniu režimu?
Naudojant įrenginį būtina laikytis visų saugos taisyklių: atidžiai patikrinti darbo vietą, kad įsitikintumėte, jog ten nėra kliūčių; dėvėti apsauginę įrangą; susipažinti su rankinių valdymo mygtukų funkcijomis, kad būtų išvengta nelaimingų atsitikimų naudojimo metu.
2. Kokia rekomenduojama DELEM DA-53T techninės priežiūros dažnumas, kai jis naudojamas rankiniu režimu?
Reguliari techninė priežiūra turėtų būti atliekama kas 500 įrenginio darbo valandų, įskaitant pagrindinių komponentų būklės tikrinimą, įrenginio paviršiaus valymą ir judančių dalių tepimą, siekiant užtikrinti sklandų įrenginio veikimą ir pailginti jo tarnavimo laiką.
3. Ar DELEM DA-53T rankinio režimo funkcija gali būti naudojama visų tipų lenkimo operacijoms?
Nors DELEM DA-53T rankinio režimas yra labai universalus, jis daugiausia skirtas operacijoms, kurioms reikia rankinio reguliavimo ir realaus laiko stebėjimo. Sudėtingesnėms ar automatizuotoms operacijoms rekomenduojama naudoti DA-53T CNC funkcijas, kad būtų padidinta efektyvumas ir tikslumas.
Išvada
Konfigūruojant DELEM DA-53T rankinio režimo funkciją, svarbu laikytis šiame straipsnyje pateiktų žingsnių, kad užtikrintumėte įrangos normalią veiklą ir pasiektumėte optimalų našumą. Visas procesas apima valdiklio paleidimą, rankinio valdymo režimo pasirinkimą ir būtinų parametrų konfigūravimą, atsižvelgiant į konkrečius preso lenkimo reikalavimus. Šis glaustas ir sistemingas veiksmų metodas padeda padidinti darbo našumą ir sumažinti operacines klaidas.
Tinkamas įrangos derinimas ir reguliarios priežiūros darbai yra labai svarbūs lankstymo presų tarnavimo laikui pailginti ir užtikrinti jų našumą. Laikydamiesi šio straipsnio rekomendacijų ir atlikdami reguliarų techninį aptarnavimą, galite sumažinti įrangos prastovų laiką ir pagerinti gamybos efektyvumą. Jei susiduriate su konkrečiomis problemomis ar reikia techninės pagalbos, nedvejodami kreipkitės į mūsų komandą. Be to, rekomenduojame peržiūrėti kitus dokumentus, prieinamus mūsų oficialiame tinklapyje, kad gautumėte daugiau profesionalių žinių ir techninės paramos.

