















































DELEM DA53T/DA58T Z ašies valdiklio optimalios veiklos vadovas
DELEM DA53T/DA58T Z ašies valdiklio optimalios veiklos vadovas
Netinkamas DELEM DA53T/DA58T Z ašies valdiklio konfigūravimas gali rimtai sumažinti lenktuvų veikimo efektyvumą. Ši išsami instrukcija išsamiai aprašo teisingus Z ašies valdiklio nustatymus ir veiklos metodus, siekdama padėti operatoriams pasiekti sklandų ir didelės tikslumo lenktuvų darbą įvaldant jo pagrindines funkcijas ir konfigūravimo procesus.
DELEM DA53T/DA58T Z ašies valdiklis yra specializuota valdymo komponentė, sukurtą DELEM DA53T/DA58T CNC sistemai. Jis integruotas su Schneider Easy Harmony lietimo ekranu ir Schneider TM200 PLC, o tokia integracija leidžia atnaujinti DA53T/DA58T sistemą taip, kad ji palaikytų 6+1 ašies valdymą, kuriamas žymiai padidinant sistemos veikimo lankstumą ir tikslumą. Naudojamas lietimo ekranas – HMIET6401 modelis, turintis 7 colių ekraną, 800×480 pikselių skiriamąją gebą ir 16 milijonų spalvų TFT LCD ekraną aiškiam ir intuityviam valdymui.

1. Z ašies valdiklio pagrindinės veiklos apžvalga
DELEM DA5XT serijos sistemoms (įskaitant DA53T/DA58T) Z ašis gali būti valdoma tiek vieno žingsnio, tiek daugiažingsnio programavimo režimu – kaip ir X bei R ašys, Z ašies valdymo režimas gali būti laisvai pritaikomas DELEM DA5XT sistemoje.
Z ašies programavimo pagrindiniai veiksmų etapai yra šie:
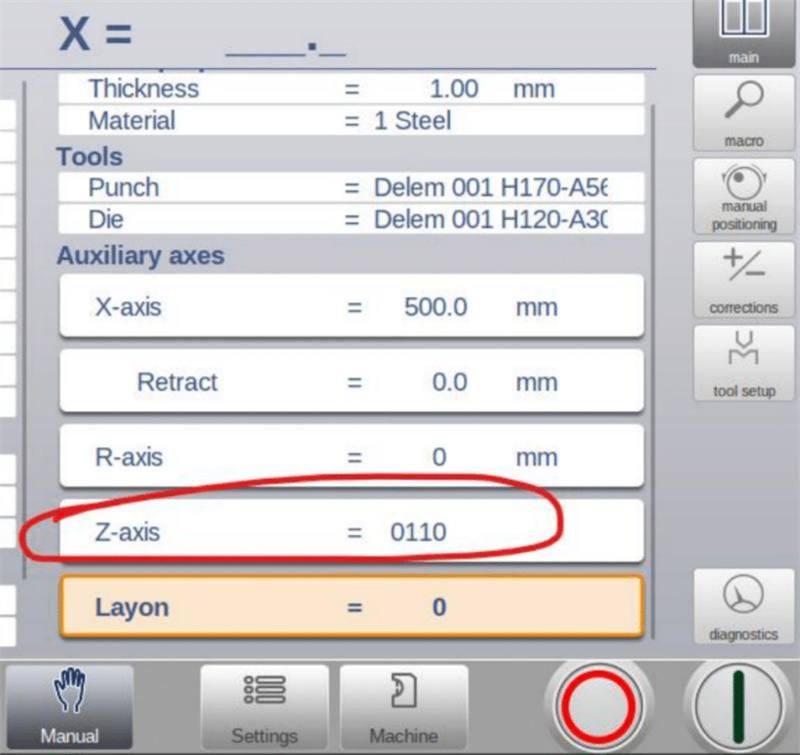
1. Remiantis faktine lakštinio metalo ilgiu ir skylės padėtimi, įveskite tikslų Z ašies programavimo koordinates JUGAO liečiamajame ekrane;
2. Kiekvienam DA5XT sistemos programavimo žingsniui priskirkite unikalų Z ašies identifikatorių (ID reikšmė yra dvejetainėje formoje, su konfigūruojamu diapazonu nuo 0000 iki 1111).
Vieno žingsnio ir kelių žingsnių Z ašies veikimo režimai abu leidžia laisvai nustatyti Z ašies ID reikšmes dvejetainiame 0000–1111 diapazone, o sistema abiem režimams pateikia vaizdinius veiksmų pavyzdžius, kad būtų lengviau operatoriui suprasti ir atlikti veiksmus.
2. Išsami operacija JUGAO liečiamajame ekrane
JUGAO liečiamasis ekranas yra pagrindinis žmogaus ir mašinos sąsajos elementas Z ašies rankiniam ir automatiniam valdymui; skirtingiems darbo režimams taikoma aiški ir skirtinga valdymo logika, taip pat numatyti specialūs netinkamos situacijos sprendimo būdai ir kasdienė kalibracija.
2.1 Rankinės valdymo metodika
Rankinis Z ašies valdymas galimas tik tada, kai liečiamajame ekrane rodomas nurodytas rankinio valdymo piktograma; jei piktograma nerodoma, rankinis valdymas išjungtas.
• Paspauskite į priekį veikiančią valdymo mygtuką, kad Z1 arba Z2 judėtų padėties reikšmės didėjimo kryptimi (Y1 pusė atitinka mažiausią Z ašies reikšmę, o Y2 pusė – didžiausią Z ašies reikšmę);
• Paspauskite atbulinės eigos valdymo mygtuką, kad Z1 arba Z2 judėtų padėties reikšmės mažėjimo kryptimi; judėjimas sustoja nedelsiant, kai paleidžiamas mygtukas;
• Z1 ir Z2 perjungimas: paspauskite ašies parinkties mygtuką, tada Z2 bus rodomas mėlynai, kas reiškia, kad Z2 yra rankiniu būdu valdoma būsenoje; dar kartą paspaudus mygtuką, Z2 vėl tampa juoda, o rankinio valdymo teisė grįžta prie Z1.
2.2 Automatinio valdymo metodas
Z ašies automatinis valdymas aktyvuojamas specialiu JUGAO liečiamojo ekrano automatinio paleidimo mygtuku, tačiau prieš tai tikrinama įrangos būklė:
• Jei spaustuvės stabdymo įrenginio alyvos siurblys neįjungtas, ekrane operatoriui bus pranešta, kad pirmiausia reikia įjungti alyvos siurblį;
• Jei alyvos siurblys veikia normaliai, paspaudus automatinio paleidimo mygtuką, Z ašis pajudės į Id0000 atitinkamą iš anksto nustatytą poziciją;
• Bet kuriuo metu galima paspausti specialų sustabdymo mygtuką ekrane, kad nedelsiant sustabdytumėte Z ašies automatinį judėjimą.
2.3 Nenormalaus darbo valdymas susidūrimo atveju
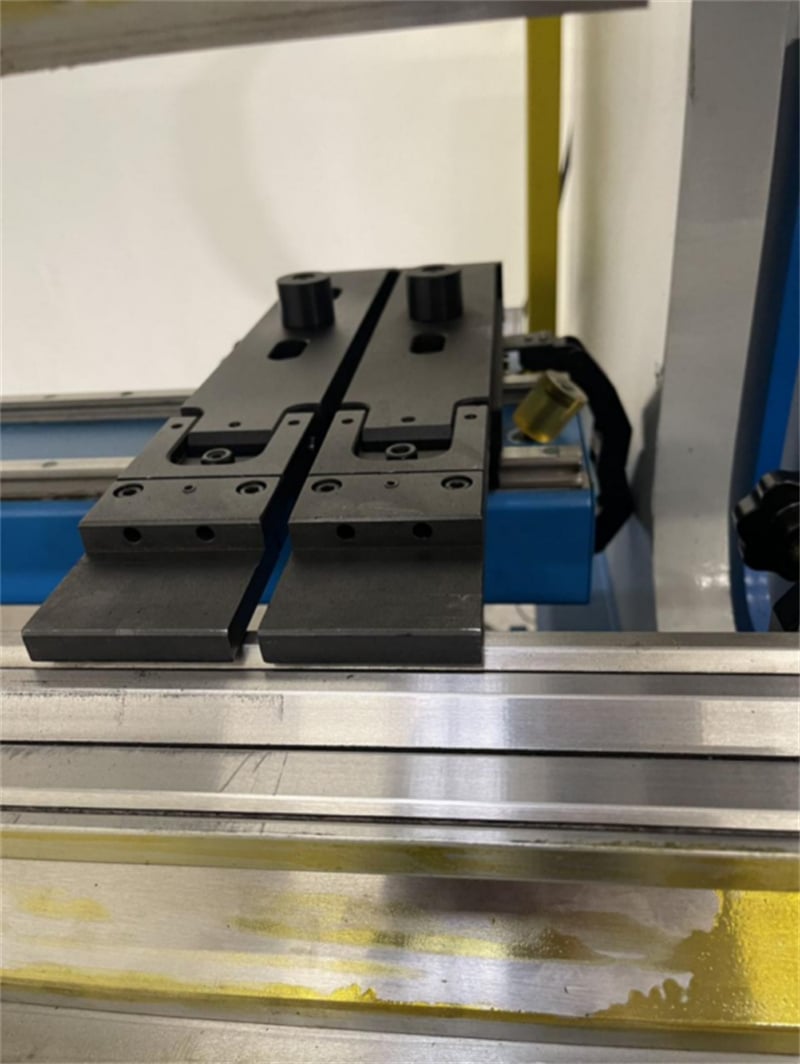
Jeigu eksploatuojant įvyksta susidūrimas tarp Z1 ir Z2 stabdymo pirštų, nenormalaus darbo situacija turi būti išspręsta šia tvarka:
1. Pirmiausia patikrinkite, ar Z ašies variklio modulis rodo įspėjimo signalą; jei įspėjimas aktyvuotas, išjunkite variklio modulį iš maitinimo ir paleiskite jį iš naujo, kad nuimtumėte įspėjimą;
2. Atlikite „mokymo“ kalibravimo operaciją tiek Z1, tiek Z2 ašims;
3. Įveskite tikslų dabartinį Z1 ir Z2 pozicijų rodmenis liečiamajame ekrane, o patvirtinus – sistema gali tęsti normalų tolesnį darbą.
2.4 Pagrindiniai reikalavimai Z ašies mokymo (kalibravimo) operacijai
Teisingas Z ašies mokymas (kalibravimas) yra pagrindinė visos Z ašies valdiklio normaliam ir tiksliajam veikimui būtina sąlyga, o ši operacija turi būti atliekama šiais atvejais:
1. Naujos lenktuvės su DA53T/DA58T Z ašies valdikliu pirmasis bandymo paleidimas ir įdiegimas;
2. Bet koks netyčinis Z ašies stabdymo pirštų ar kitų netipiškų mechaninių poveikių Z ašiai.
Svarbu pažymėti, kad Z ašies valdiklis turi išjungimo atminties funkciją: kalibruoti Z ašies padėties parametrai automatiškai saugomi sistemoje. Po įrenginio išjungimo ir vėl įjungimo operatorius neprivalo pakartotinai atlikti mokymo (kalibravimo) operacijos, o sistema gali tiesiogiai naudoti išsaugotus parametrus veikimui.

