















































Kaip nustatyti vamzdžių lenkimo staklių vedamųjų bėgių nusidėvėjimo šakninę priežastį?
Kaip nustatyti vamzdžių lenkimo staklių vedamųjų bėgių nusidėvėjimo šakninę priežastį?

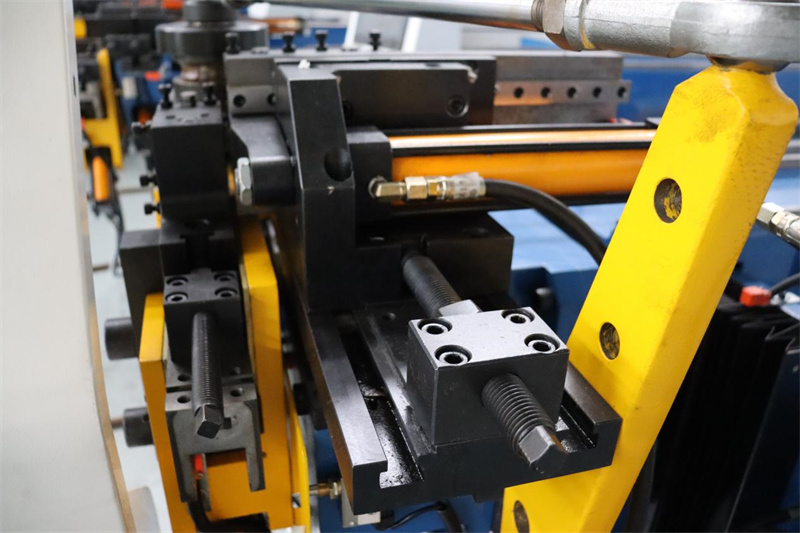
Kai vamzdžių lenkimo mašinos vedamosios bėglių bėgių paviršius susidėvi ir pradeda veikti mašinos tikslumą, sukelti virpesius ar padidinti lenkimo vežimo judėjimo pasipriešinimą, produkto apdorojimo kokybė ir bendra gamybos našumas sumažėja. Jei ieškote ankstyvo vedamosios bėglių bėgių susidėvėjimo priežasčių ir norėtumėte nustatyti jų šaknines priežastis dar prieš tai, kol problema sukels rimtų nuostolių, šiame straipsnyje rasite praktinės naudingos informacijos. Toliau sistemingai aprašysiu dažniausiai pasitaikančius vedamosios bėglių bėgių susidėvėjimo požymius, diagnostikos metodus bei gedimų šalinimo būdus, kad techninės priežiūros komandos ir operatoriai galėtų tiksliai nustatyti vedamosios bėglių bėgių pažeidimų šaknines priežastis. Ankstyvas problemų nustatymas leidžia išvengti nereikalingų detalių keitimo, sumažinti įrangos neveikimo laiką ir užtikrinti lenkimo proceso stabilumą.
Kaip nustatyti, ar vamzdžių lenkimo mašinos vedamosios bėglių bėgių paviršius susidėvi eksploatuojant
1. Stebėkite tikslumo pokyčius kartojant lenkimo procesus
Vienas ankstyvųjų vamzdžių lenkimo mašinų vedamosios bėgelės nusidėvėjimo tipiškų požymių yra nevienodumas apdorojimo rezultatuose. Kai vienodomis programomis ir technologiniais parametrais apdorotų vamzdžių kampai žymiai skiriasi, dažnai tai rodo, kad vedamosios bėgelės paviršiaus nusidėvėjimas paveikė vežimo įrenginio judėjimo stabilumą. Rekomenduojama naudoti skaitmeninį kampo matavimo įrankį, kad palygintumėte kelio lenkimo operacijų rezultatus. Jei nuokrypis rodo palaipsniui didėjančią tendenciją, tai dažniausiai rodo mechaninio nusidėvėjimo problemas, o ne valdymo sistemos ar programinės įrangos nuokrypius.
2. Atkreipkite dėmesį į netipinį virpesį ir triukšmą.
Vibracija yra ne tik trikdymas veikiant, bet ir mechaninės gedimo pradžios požymis. Kai vedačių paviršius susidėvi arba netinkamai tepamas, slankiklis judėdamos neatlieka lygaus judėjimo, todėl trintis padidėja, kas gali sukelti triukšmą, vibracijos žymes vamzdžio paviršiuje ir net vietinį perkaitimą. Jei vibracija stipresnė esant didelėms apkrovoms, tai gali būti susiję su netinkama vedačių išdėstymo padėtimi arba tepimo sistemos gedimu.
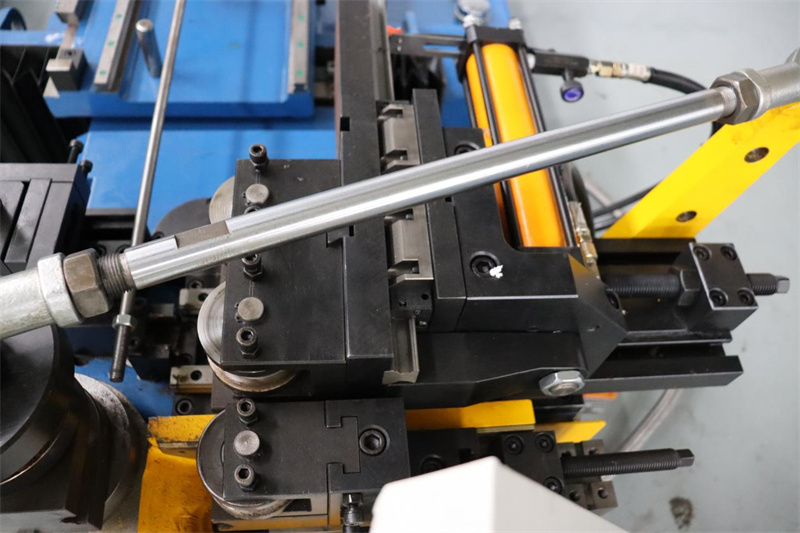
3. Rankiniu būdu perkelti slankiklį ir patikrinti judėjimo pasipriešinimą.
Perjungti į rankinį režimą ir lėtai stumti slankiklį, kad pajustumėte, ar jo judėjimas yra lygus. Jei pastebite užstrigimą, netolygų pasipriešinimą ar vietinius sustojimus, tai dažniausiai rodo, kad vedačių paviršius pažeistas arba užterštas dalelėmis. Normaliomis sąlygomis slankiklis turėtų judėti lygiai net maža išorine jėga.
Kaip diagnozuoti vamzdyno lenkimo mašinos vedačių susidėvėjimo mechanines priežastis

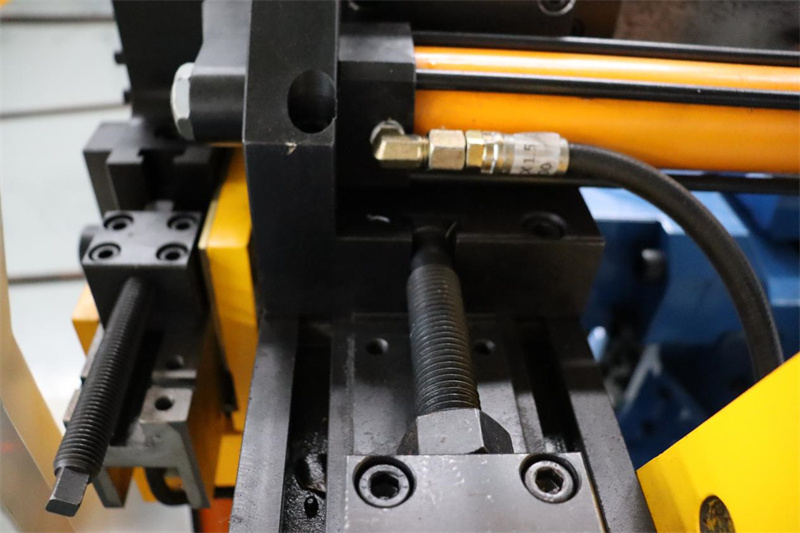
1. Lygiavimo nuokrypis tarp rėmo ir vedamosios bėglių.
Netinkamas lygiavimas yra dažna neteisingos vedamosios bėglių dėvėjimosi priežastis. Kai slankiklis ir vedamoji bėgle nėra visiškai statmeni judėjimo kryptimi, apkrova susikaupia vienoje vedamosios bėglių pusėje arba lokalioje srityje, dėl ko atsiranda netolygi dėvėjimasis, kuris pasireiškia vienpusiais įdubimais, brūkšniais arba pasviru dėvėjimosi raštu.
Sprendimas: Naudokite rodyklinį indikatorių, kad patikrintumėte vedamosios bėglių ir slankiklio lygiavimą, palaipsniui reguliuokite vedamosios bėglių tvirtinimo varžtus ir nuolat stebėkite nuokrypį. Atkreipkite dėmesį, kad niekada nebandykite priverstinai sureguliuoti lygiavimo veikiant apkrovai, nes tai gali sukurti konstrukcinį įtempimą ir dar labiau padidinti dėvėjimąsi.
2. Aplankymo sistemos gedimas ar netinkamas naudojimas
Vedamosios bėglių tinkamas veikimas priklauso nuo nuolatinio ir pakankamo aplankymo. Užsikimšę aplankymo vamzdeliai, nestabilus alyvos tiekimas ar netinkamų alyvų naudojimas sukelia tiesioginį metalinių paviršių sąlyčį, kuris greitai pagrečina dėvėjimąsi.
Sprendimas: Rekomenduojama kas savaitę tikrinti tepimo sistemą, kad būtų užtikrintas nepriklausomas alyvos srautas. Naudokite specialiai skirtą tepalą tiesiaeigiams judėjimo komponentams, vengdami įprasto tepalo naudojimo. Jei reikia, atlikite srauto bandymus, kad patikrintumėte alyvos tiekimo vienodumą kiekvienam tepimo taškui.
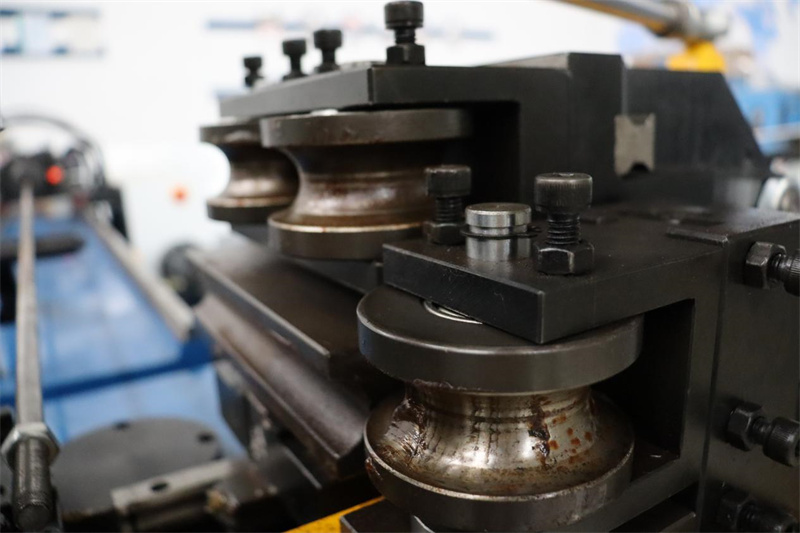
3. Metalo dulkių ar priemaišų patekimas
Vamzdžių lenkimo metu vamzdis ir šablonas gali trintis vienas į kitą, dėl ko susidaro metalo drožlės ar kitos dalelės. Jei šios priemaišos prilimpa prie vedamosios bėglių paviršiaus ir laiku nešalinamos, jos veikia kaip šlifavimo medžiaga, greitindamos vedamosios bėglių nusidėvėjimą.
Sprendimas: Rekomenduojama montuoti apsauginius dangčius ant vedamosios bėglių ir įsteigti reguliarų valymo grafiką. Valykite sausu audiniu, vengdami vandens, kad išvengtumėte korozijos. Apdorojant feromagnetines medžiagas, apsvarstykite magnetinio surinkimo įrenginio įdiegimą, kad sumažėtų metalo dulkių išplitimas.
4. Netolygi apkrovos pasiskirstymo
Jei montuodami operatoriai nepalaiko vamzdžių lygiagrečiai arba neefektyviai nepalaiko ilgų vamzdžių, vedamosios bėglių sistemos patiria papildomą sukimo jėgą vietoj tiesinės apkrovos, numatytos projektavimo metu, dėl ko atsiranda netolygus nusidėvėjimas.
Sprendimas: sustiprinti operatorių mokymą, kad užtikrintų vamzdžių stabilų padėjimą prieš lenkiant. Ilgiems vamzdžiams galima įdiegti papildomus atraminius įrenginius. Jei įranga ilgą laiką veikia didelėmis apkrovomis, rekomenduojama pakartotinai įvertinti vedamosios bėglių sistemos apkrovos našumą ir, jei reikia, atnaujinti technines specifikacijas.
Kaip išvengti vedamosios bėglių sistemos nusidėvėjimo naudojant įprastinę priežiūrą
Tikrinimo plano rekomendacijos
Kas savaitę: vizualiai patikrinti vedamosios bėglių sistemos būklę ir nuvalyti paviršiaus šiukšles.
Kas mėnesį: patikrinti tepalo tiekimo sistemos veikimą.
Kas ketvirtį: atlikti išsamią išlyginimo ir tikslumo patikrą.
Kasmet: pakviesti specialistus atlikti visos sistemos vertinimą.
Tepimo dažnumo nuoroda
Maža apkrova: kas dvi savaites
Vidutinė apkrova: kartą per savaitę
Nuolatinė didelio apkrovos gamyba: kas 3 - 4 dienas
Operatorių mokymas yra būtinas
Daugybė vairojų iššilimų atsiranda dėl netinkamų darbo įpročių arba komunikacijos trūkumo tarp pamainų. Rekomenduojama parengti aiškias eksploatavimo procedūras, standartizuoti vamzdžių įkrovimo procesą ir registruoti įrangos būklę pervedant pakaitą. Nauji operatorius taip pat turėtų būti sistemingai mokomi, kad būtų užtikrinta, kad jie suprastų teisingus veiklos metodus.

Per mokslinį patikrinimą, tikslią diagnozę ir standartizuotą įprastą techninę priežiūrą galite veiksmingai pratęsti vamzdžių lenktynės vadovo bėgių eksploatacijos laiką, užtikrinant įrangos apdorojimo tikslumą ir veikimo stabilumą.

