















































DELEM DA-58T nustatymų režimo pagrindinių funkcijų analizė
Turinys
1. Įvadas
2. Bendrieji nustatymai
3. Medžiagų nustatymai
4. Duomenų saugojimo ir atkūrimo funkcionalumas
○ Produktų duomenų saugojimas
○ Produktų duomenų atkūrimas
○ Įrankių duomenų saugojimas
○ Įrankių duomenų atkūrimas
○ Lentelių ir nustatymų saugojimas ir atkūrimas
○ Katalogų naršymo operacijos
5. Programos nustatymai
6. Numatytieji ir skaičiavimo nustatymai
○ Pagrindinių numatytųjų reikšmių konfigūracija
○ Pagrindinių skaičiavimo parametrų nustatymai
7. Gamybos nustatymai
8. Laiko ir tinklo nustatymai
○ Gamybos laiko apskaičiavimas
○ Pagrindiniai laiko nustatymai
○ Tinklo konfigūracija (prieinama tik po tinklo parinkties įdiegimo)
9. Dažniausiai užduodami klausimai (DUK)
○ Kaip optimizuoti lenkimo staklių našumą naudojant DELEM DA-58T nustatymų režimą?
○ Kaip nustatyti ilgio ribų ribas DELEM DA-58T nustatymų režime?
10. Išvada
Šiame straipsnyje išsamiai analizuojamos DELEM DA-58T lenkimo staklių valdymo sistemos nustatymų režimo funkcionaliosios savybės, išsamiai aprašomos jos pagrindinės konfigūracijos charakteristikos ir tai, kaip šie nustatymai gali padėti pagerinti lenkimo staklių eksploatacinę efektyvumą bei apdorojimo tikslumą. Nepriklausomai nuo to, ar siekiate optimizuoti įrangos našumą, ar pritaikyti eksploatacines procedūras pagal realius metalo apdorojimo poreikius, šio nustatymų režimo įvairių funkcijų supratimas yra esminis. Šiame straipsnyje aiškiai ir glaustai aiškinami DELEM DA-58T nustatymų režimo pagrindiniai aspektai, padedantys visiškai panaudoti šios įrangos taikymo galimybes.
Įžanga

DELEM DA-58T valdymo sistema gali būti perjungta į Nustatymų režimą spustelėjus Nustatymai navigacinį mygtuką įrenginio valdymo pulte. Kaip pagrindinis konfigūracijos centras, šis režimas leidžia vieningai nustatyti numatytąsias reikšmes ir įvairius unikalius apribojimo parametrus, reikalingus produktų programavimui, todėl jis yra svarbus taškas asmeniniam lenkimo presų derinimui.
Visi Nustatymų režime esantys parametrai pagal funkcijas yra suskirstyti į skirtingas korteles ir palaiko horizontalų slinkimą perjungimui. Vartotojams tereikia spustelėti atitinkamą kortelę ir konkrečią parametrų poziciją, kad pakeistų įvairias reikšmes. Valdymo logika paprasta ir lengvai suprantama, todėl parametrų konfigūravimo barjeras žymiai sumažėja.
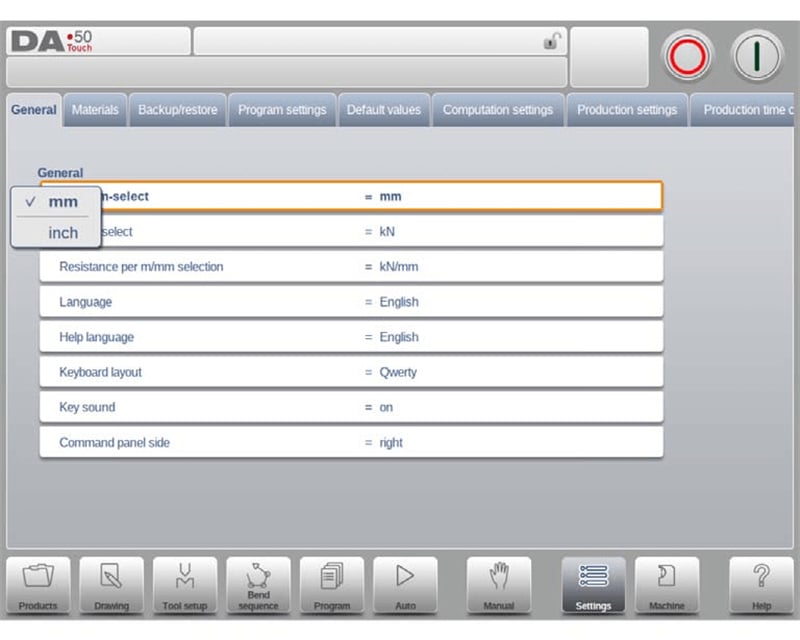
Bendrieji nustatymai
DELEM DA-58T bendrųjų nustatymų modulis leidžia vartotojams pritaikyti įrangos pagrindinius veikimo parametrus, įskaitant vienetų pasirinkimą (colis/mm, tonos/kN), valdymo sąsajos kalbą, klaviatūros išdėstymą ir įvesties skydelio mygtukų garsą. Vaizdinė valdymo sąsaja padaro įvairių nustatymų pasirinkimą patogesnį, visiškai prisitaiko prie skirtingų vartotojų darbo įpročių ir sukuria personalizuotą vartotojo patirtį.
Sąsajos kalba
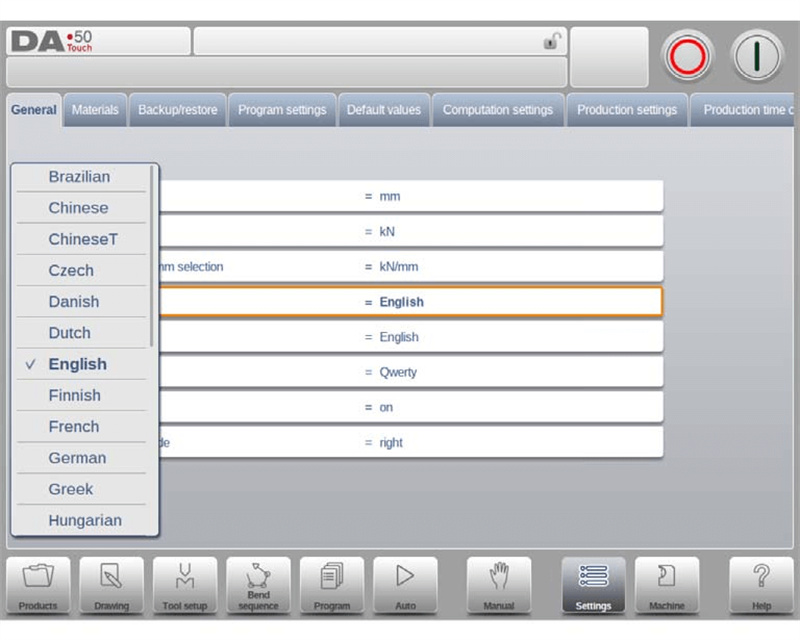
Valdymo sąsajos rodymo kalbą galima tiesiogiai pasirinkti iš sistemos sąrašo. Šiame sąraše yra daugiau kalbų nei pradžioje rodoma. Vartotojai gali peržiūrėti visas pasirinktinas kalbas sąrašą vilkdami jį aukštyn ar žemyn ir vienu spustelėjimu baigti kalbos keitimą. Atkreipkite dėmesį, kad jei pasirenkama kalba, kurioje naudojami specialūs nestandartiniai raidės-skaičiai simboliai, valdymo sistema automatiškai paleidžiama iš naujo, kad būtų užbaigta konfigūracija.
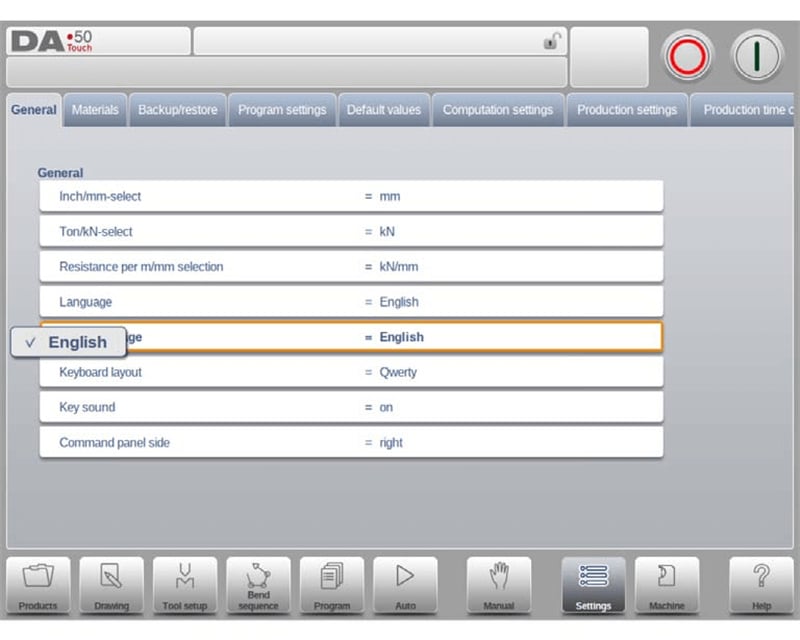
Žinyno dokumento kalba
Tinklinės pagalbos funkcijos numatytoji rodymo kalba atitinka valdymo sąsajos kalbą. Jei pasirinktai kalbai neegzistuoja atitinkamo tinklinio pagalbos dokumento, sistema automatiškai perjungs rodymą į anglų kalbą. Kai vartotojas pasirenka parinktį „Pagalbos kalba“, sąsajoje pasirodo papildoma funkcija „Pridėti pagalbos kalbą“. Šia funkcija galima įdiegti naujas pagalbos dokumentų kalbų paketus į valdymo sistemą. Prieš diegdami įsitikinkite, kad reikalingi kalbų paketų failai yra įrašyti į įrangos vietinį diską, USB atmintuką arba prieinamą tinklo kelią; sistema automatiškai juos atpažins ir užbaigs diegimą.
Klaviatūros išdėstymas
Sistema palaiko trijų klaviatūros išdėstymų perjungimą: Qwerty, Qwertz ir Azerty. Numatytasis konfigūracijos variantas – Qwerty išdėstymas, kuris pritaikytas įvairių regionų vartotojų įvedimo įpročiams.
Mygtukų garsas
Įvesties skydelio pagrindinis garsas gali būti laisvai įjungiamas arba išjungiamas. Pagal numatytuosius nustatymus sistema garsą įjungia, kad vartotojams būtų patogu patvirtinti operacinės instrukcijos įvedimą.
Valdymo skydelio padėtis
Operacinis valdymo skydelis gali būti perjungiamas taip, kad būtų rodomas ekrano kairėje pusėje, o pagal numatytuosius nustatymus sistema jį rodo dešinėje pusėje. Vartotojai gali pritaikyti jo padėtį pagal savo darbo įprastas.
Medžiagų nustatymai
„Material Settings“ (Medžiagų nustatymai) skirtuke „DELEM DA-58T“ nustatymų režimas palaiko iki 99 apdirbamos medžiagos parametrų programavimą, o kiekvienai medžiagai galima atskirai sukonfigūruoti pagrindines fizines savybes, pvz., tempimo stiprumą ir tamprumo modulį. Ši funkcija leidžia tiksliai pritaikyti apdirbimą skirtingoms medžiagoms, užtikrina, kad lenkimo operacija būtų labai suderinta su medžiagos savybėmis, ir padidina apdirbimo tikslumą.
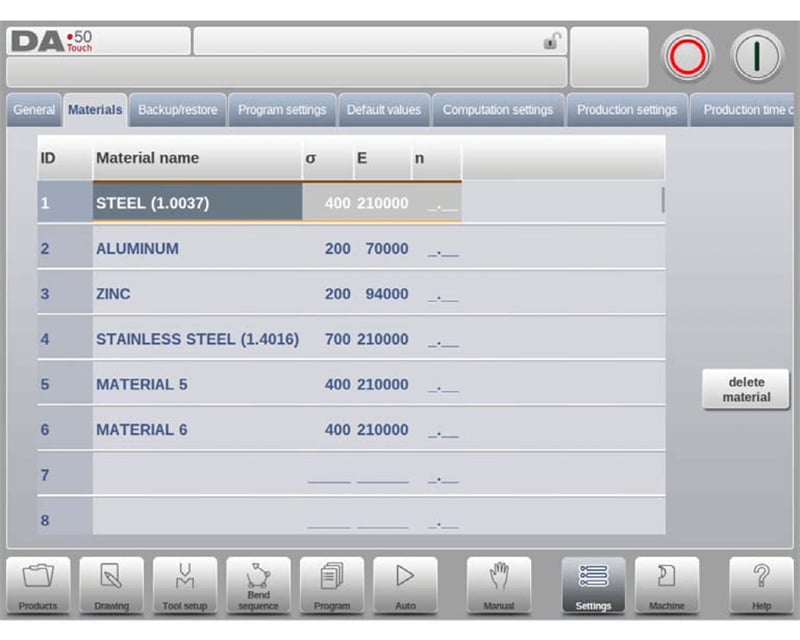
Ši sistema konfigūruoja tris pagrindinius kiekvieno medžiagos elementą rodomus ir redaguojamus atributus: medžiagos pavadinimą, tempimo stiprumą ir tampriojo modulio reikšmę. Medžiagos pavadinimas tiesiogiai rodomas programavimo sąsajoje, jo maksimalus ilgis – 25 simboliai, o pavadinimas privalo prasidėti raide; tempimo stiprumas ir tampriojo modulio reikšmė tiesiogiai susiję su medžiagos fizinėmis apdorojimo savybėmis ir yra svarbios lenkimo proceso parametrų skaičiavimo prielaidos.
Medžiagų sąrašas pradžioje surūšiuotas pagal medžiagos numerį (ID), esantį pirmojoje stulpelyje. Vartotojai gali spustelėti bet kurio atributo stulpelio antraštę, kad vėl surūšiuotų sąrašą pagal tą atributą. Norėdami pakeisti esamos medžiagos parametrus, tiesiog pasirinkite atitinkamą medžiagos eilutę ir pakeiskite reikšmes; norėdami ištrinti medžiagą, pasirinkite tikslinę eilutę ir spustelėkite „Ištrinti medžiagą“; norėdami pridėti naują medžiagą, pasirinkite tuščią eilutę sąraše ir tiesiog įveskite kiekvieno atributo reikšmes, kad užbaigtumėte konfigūraciją.
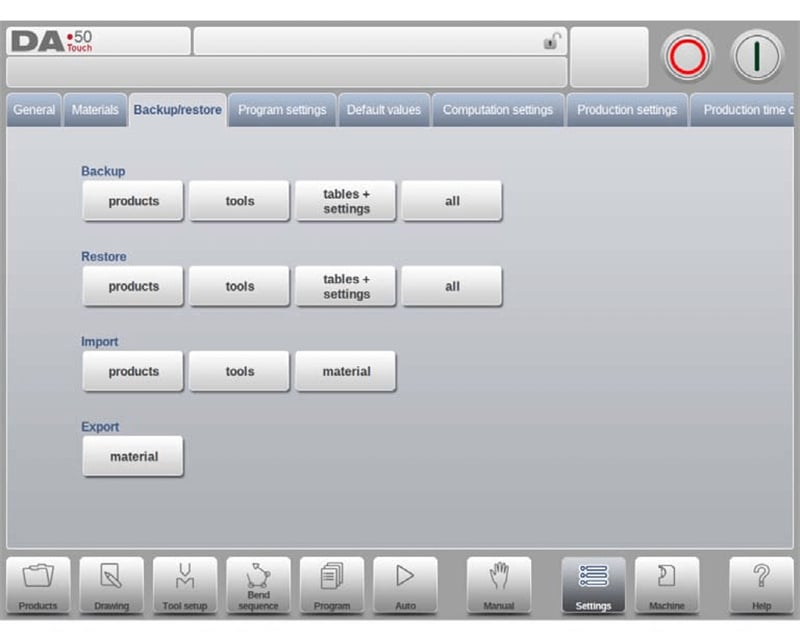
Duomenų rezervinės kopijos kūrimo ir atkūrimo funkcionalumas
DELEM DA-58T nustatymų režimas yra aprūpintas išsamią atsarginės kopijos kūrimo ir atkūrimo funkcija, kuri gali atlikti visapusišką duomenų atsarginę kopiją ir atkurti produktų programas, įrankių parametrus, sistemos nustatymus bei įvairias konfigūracijos lentelas. Ji ne tik užtikrina gamybos duomenų saugumą, bet taip pat leidžia beblyksniškai perkelti duomenis tarp skirtingų valdymo sistemų. Senesnėse valdymo sistemose esantiems produktų ar įrankių duomenims šiame režime taip pat įtaisyta vidinė importavimo funkcija, skirta greitai integruoti istorinius duomenis.
Produkto ir įrankių duomenų atsarginės kopijos sukūrimo ir atkūrimo operaciniai procesai yra labai suvienodinti. Nepriklausomai nuo to, ar duomenys perduodami per tinklą, ar per USB atmintuką, taikomi standartiniai operaciniai veiksmai, todėl vartotojų operacinės veiklos sudėtingumas sumažėja. Atsarginės kopijos katalogas susideda iš pasirinktos saugyklos įrangos (USB atmintukas, tinklo diskas ir kt.) ir vartotojo nustatyto katalogo. Vartotojai gali sukurti ir pasirinkti specialų atsarginės kopijos katalogą pagal savo poreikius. Be to, produkto ir įrankių duomenų atsarginių kopijų saugojimo kelias gali būti nustatomas atskirai, kad būtų įmanoma duomenų klasifikacinė valdymo sistema.
Produkto duomenų atsarginės kopijos sukūrimas
Norėdami pradėti produkto programų disko atsarginės kopijos sukūrimo procesą, pasirinkite parinktį „Produktai“ atsarginės kopijos srityje skirtuke „Atsarginės kopijos sukūrimas / atkūrimas“. Po pirmojo atsarginės kopijos katalogo nustatymo sistema automatiškai pereis į produkto atsarginės kopijos operacinę sąsają. Konkrečios operacijos vykdomos šiais žingsniais:
1. Peržiūrėti produktus: Visus pasirinkto katalogo produktų programas galima peržiūrėti atsarginės kopijos sąsajoje, o pagrindinės funkcijos, kurios atitinka Produktų režimą, leidžia naršyti ir rasti produktų programas, kurioms reikia sukurti atsarginę kopiją;
2. Patikrinti kelius: Sąsajos viršuje realiuoju laiku rodomas dabartinis produktų programų šaltinio kelias ir nurodytas atsarginės kopijos saugyklos kelias. Prieš vykdant operaciją patvirtinkite, kad keliai teisingi;
3. Pasirinkti produktus: Spustelėkite produktų programą sąraše, kad pažymėtumėte ją kaip produkto programą, kuriai reikia sukurti atsarginę kopiją; sistema rodo atsarginės kopijos žymą, patvirtinančią pasirinkimą; jei atsarginės kopijos kelyje jau yra produktų programa su tuo pačiu pavadinimu, sistema iškvies įspėjimą, kad vartotojas galėtų pasirinkti, ar pakeisti ją;
4. Masinė atsarginė kopija: Spustelėkite mygtuką „Viskas“, kad vienu metu sukurtumėte atsarginę kopiją visoms sąraše esančioms produktų programoms ir padidintumėte atsarginės kopijos kūrimo efektyvumą;
5. Pakeisti šaltinio katalogą: jei reikia pakeisti produktų programų, kurios bus atkuriamos, šaltinio katalogą, spustelėkite parinktį „Šaltinio katalogas“ ir pasirinkite naują šaltinio kelią naudodami katalogų naršyklę;
6. Pakeisti atkūrimo katalogą: spustelėkite parinktį „Atkūrimo katalogas“, kad pereitumėte į naują saugojimo vietą ir pasirinktumėte ją kaip atkūrimo tikslinį katalogą.
Produktų duomenų atkūrimas
Atkūrimo srityje skirtuke „Atkurti / sukurti atsarginę kopiją“ pasirinkite parinktį „Produktai“, kad atkurtumėte diskelyje esančias produktų programas į valdymo sistemą.

Baigę pradinio atkūrimo katalogo nustatymą, įveskite produktų atkūrimo operacijos sąsają. Operacijos žingsniai tokie:
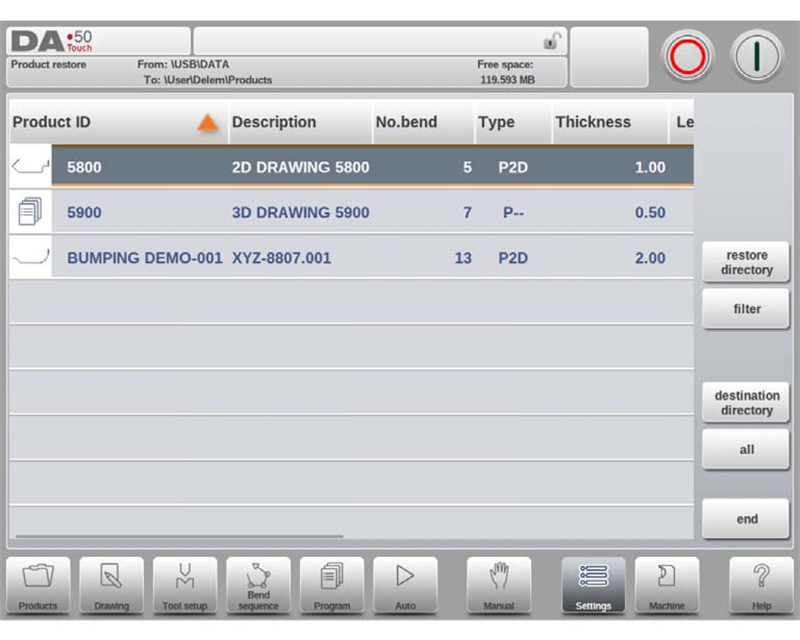
1. Pasiekite atkūrimo sąsają: peržiūrėkite visus pasirinktame atkūrimo kataloge esančius produktų programas;
2. Priderinkite peržiūrą: greitai raskite atkurtinas produktų programas naudodami peržiūros pritaikymo funkciją;
3. Patikrinkite kelius: patvirtinkite produktų programų atkūrimo šaltinio kelią ir įrenginyje esantį tikslinį saugojimo kelią;
4. Pasirinkite produktus: spustelėkite tikslinę produkto programą, kad pažymėtumėte ją atkūrimui;
5. Tvarkykite dubliuotus failus: jei įrenginyje yra produkto programa su tuo pačiu pavadinimu, sistema praneš useriui, kad pasirinktų, ar pakeisti ją;
6. Pakeiskite pradinį katalogą: pagal poreikį naršykite į naują produkto programų atkūrimo pradinį katalogą;
7. Nustatykite tikslinį katalogą: pasirinkite įrenginyje atkurtų produkto programų saugojimo katalogą.
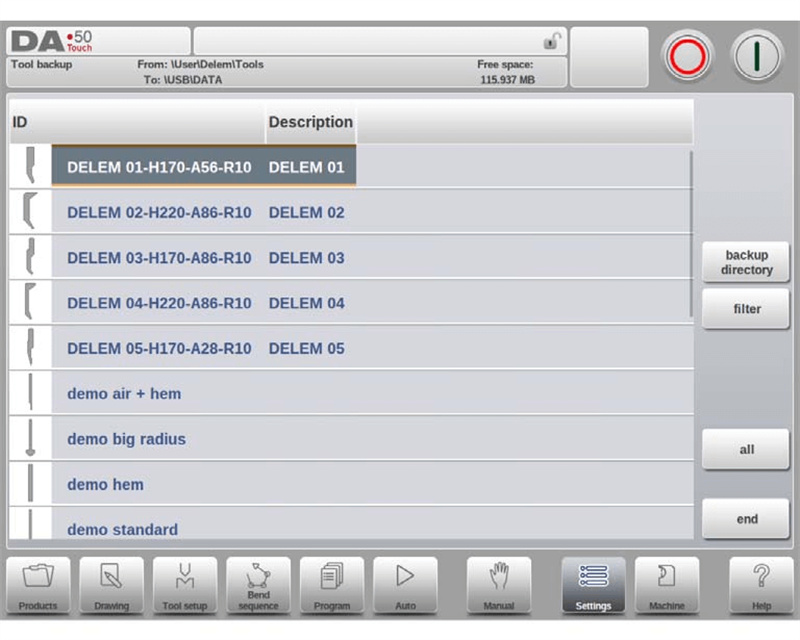
Įrankių duomenų atsarginė kopija
Norėdami pradėti įrankių parametrų disko atsarginės kopijos procesą, pasirinkite parinktį „Įrankiai“ atsarginės kopijos srityje skirtuke „Atsarginė kopija / Atkūrimas“. Baigę pradinio atsarginės kopijos katalogo nustatymą, pateksite į įrankių atsarginės kopijos operacinę sąsają.
Valdymo sistemoje galima vieningai atsarginę kopiją daryti įvairiems įrankių parametrams, pvz., smaigčiams, šablonams ir įrangos formavimo įrankiams. Operacijos procesas visiškai toks pat kaip ir produkto duomenų atsarginės kopijos kūrimas, taip užtikrinant operacinės logikos vienodumą.
Įrankių duomenų atkūrimas
Įrankių parametrų atkūrimo operacijos procesas yra toks pat kaip ir produktų duomenų atkūrimo procesas. Vartotojai gali atkurti įrankių duomenis vykdant standartizuotus veiksmus ir greitai atkurti įrankių apdorojimo konfigūracijos parametrus.
Staliukų ir nustatymų atsarginės kopijos ir atkūrimas
„Atsarginė kopija / Atkūrimas“ skirtukas sukurtas specialiai vartotojo apibrėžtoms sistemos nuostatoms ir įvairioms konfigūracijos lentelėms atsarginėms kopijoms daryti ir atkurti, o operacijų procesas yra toks pat kaip ir produktų bei įrankių duomenų atsarginės kopijos kūrimo ir atkūrimo procesas. Sistema taip pat teikia „Viskas“ greitosios funkcijos parinktį. Spustelėjus šią parinktį, sistema automatiškai atlieka visų produktų, įrankių, lentelių ir sistemos nuostatų pilną atsarginę kopiją arba atkūrimą nurodyta tvarka, dėl ko žymiai padidėja masinės operacijos efektyvumas.
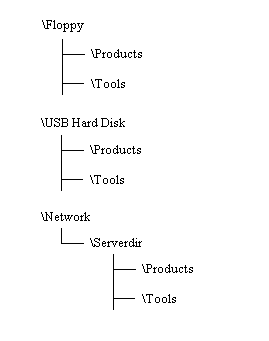
Katalogų naršymo operacijos
Spustelėjus „Atsarginės kopijos katalogas“, sistema atveria langą su prieinamų atsarginių kopijų katalogų sąrašu. Norint supaprastinti katalogų naršymą ir valdymą, konkrečios procedūros yra tokios:
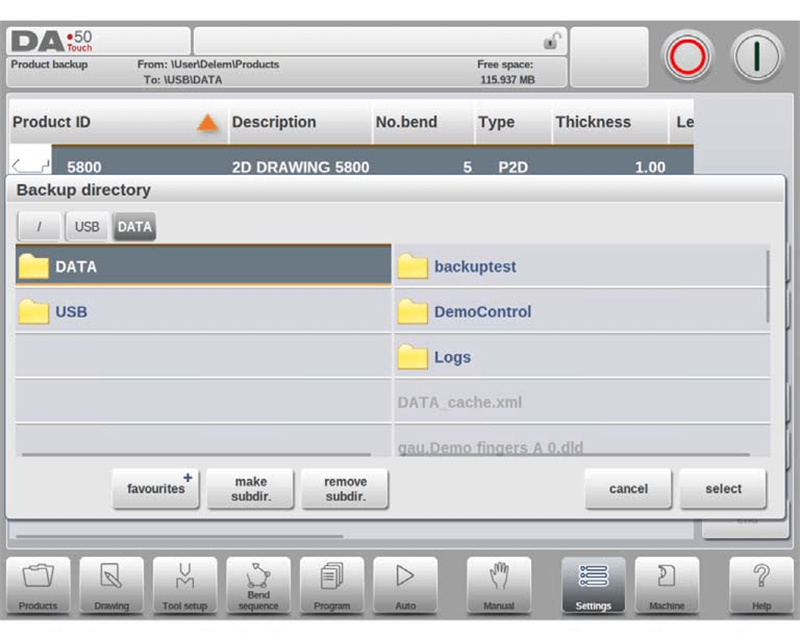
1. Katalogų naršymas: spustelėkite taško piktogramą, kad įeitumėte į poaplankį, spustelėkite „Tėvinio katalogo“ piktogramą, kad grįžtumėte į aukštesnį katalogą, ir spustelėkite „Pasirinkti“, kad patvirtintumėte dabartinį operacinį katalogą;
2. Įrenginio keitimas: nuolat spustelėkite „Tėvinio katalogo“ piktogramą, kol pasieksite viršutinį katalogą, tada iš naujo pasirinkite saugyklos įrenginį ir atitinkamą poaplankį;
3. Tinklo prieiga: jei įrenginys prijungtas prie tinklo, pirma pasirinkite „Tinklas“ parinktį, tada pasirinkite tikslinį tinklo tomą, o tolesni naršymo veiksmai bus tokie patys kaip vietinio saugyklos įrenginio atveju;
4. Poaplankių valdymas: spustelėkite „Sukurti poaplankį“, kad sukurtumėte specialų saugyklos katalogą, ir spustelėkite „Ištrinti poaplankį“, kad pašalintumėte nereikalingus katalogus; įėję į bet kurį poaplankį, spustelėkite „Pasirinkti“, kad patvirtintumėte katalogą.
Programos nustatymai
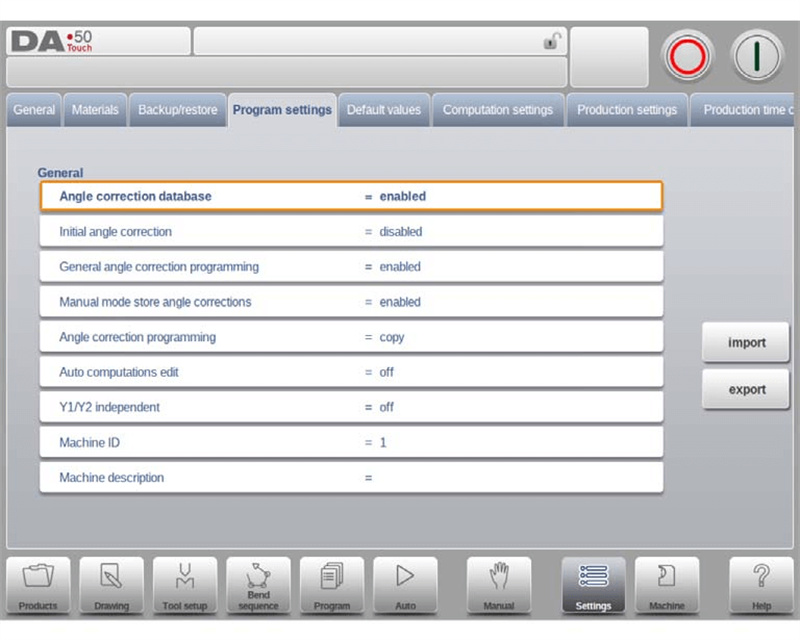
Kampų taisymo duomenų bazė yra viena iš pagrindinių DELEM DA-58T nustatymų režimo funkcijų. Ši duomenų bazė gali saugoti kampų taisymo parametrus, įvestus gamybos metu realiuoju laiku, užtikrinti apdorojimo tikslumo vientisumą skirtingoms medžiagoms ir skirtingų tipų lenkimams bei yra svarbus konfigūracijos elementas, užtikrinantis apdorojimo tikslumą produktų programavime. Kad būtų visiškai panaudota kampų taisymo duomenų bazės funkcija ir optimizuota nustatymų režimo veikimo efektyvumas, konkrečios konfigūracijos taškai yra šie:
Kampų taisymo duomenų bazė
1. Duomenų bazės įjungimas: Įjungus šį parametrą, duomenų bazė automatiškai įrašys kampų taisymo reikšmes, įvestas gamybos režime (automatinis režimas); gamybos metu sistema automatiškai patikrins, ar duomenų bazėje yra panašiems lenkimams skirtų taisymo parametrų, ir, jei jie egzistuoja, juos tiesiogiai iškvies, o jei ne – sugeneruos adaptacines taisymo reikšmes naudodama interpoliacijos algoritmą;
2. Lenkimo savybių atitikties taisyklės: Sistema palygins kelias pagrindines lenkimo operacijos savybes, įskaitant medžiagos charakteristikas, lakšto storį, štampo angos dydį, štampo spindulį, kalno spindulį ir lenkimo kampą. Pirmosios penkios savybės turi būti visiškai atitinkamos, o lenkimo kampo pataisos reikšmės yra iškviečiamos arba interpoliuojamos pagal panašumą;
3. Pradinio kampo pataisa: Šis parametras yra nepriklausomas programavimo elementas, kuris rodomas tik „Auto“ režime ir skirtas mažų kampų tiksliai pataisyti. Jo reikšmė sudedama su vizualizuota pataisos reikšme, kad būtų gauta galutinė bendro kampo pataisos reikšmė;
4. Bendrojo kampo pataisos programavimas: Šis pataisos parametras taikomas visoms programoje esančioms lenkimo operacijoms, nesukuriamas konkrečiam lenkimo kampui, o susijusios reikšmės neįrašomos į Kampų pataisos duomenų bazę;
5. Rankinės veiksenos korekcijos reikšmių saugojimas: Įjungus šią funkciją, rankinės veiksenos metu suformuotos kampo korekcijos reikšmės bus išsaugotos, kad būtų pateikta duomenų parama tolesniam gaminio programavimui;
6. Kampų korekcijos programavimo metodai: Keičiant kampo korekcijos reikšmes, galima pasirinkti kopijuoti pradines reikšmes, palikti delta reikšmes arba nepriklausomai reguliuoti dvi pagrindines parametrų Cα1 ir Cα2 reikšmes, kad būtų pritaikyta įvairiems apdorojimo koregavimo reikalavimams.
Automatiniai skaičiavimai – redagavimas
Keičiant medžiagos tipą, lakšto storį, apdorojimo ilgį, daužiklio ar matricos konfigūraciją sistema automatiškai perskaičiuos pagrindinius apdorojimo rodiklius, pvz., lenkimo jėgą, išsiskyrimo atstumą ir išlenkimo įrenginio parametrus, remdamasi konkrečiais scenarijais, pvz., lenkimo metodais, be rankinio skaičiavimo, taip padidinant programavimo efektyvumą.
Y1 ir Y2 nepriklausomas programavimas
Jis palaiko abiejų Y ašių nustatymą į nepriklausomą programavimo režimą arba integruotą programavimo režimą. Vartotojai gali pasirinkti adaptacinį programavimo režimą pagal lenkimo proceso tikslumo reikalavimus, kad būtų patenkintos sudėtingų lenkimo operacijų ašių valdymo sąlygos.
Stačiosios presuojamosios mašinos identifikatorius ir aprašymas
Kiekvienai presuojamajai mašinai galima sukonfigūruoti unikalų stačiosios presuojamosios mašinos identifikatorių, kad būtų palengvinta gamybos programų vieninga valdymo sistema; tuo pačiu metu galima pridėti stačiosios presuojamosios mašinos aprašymo informaciją, kad būtų užtikrintas greitas įrangos atpažinimas ir klasifikavimas neprisijungusiose programavimo sistemose, pvz., JUGAO, ir būtų optimizuotas gamybos valdymo procesas.
Numatytieji ir skaičiavimų nustatymai
Šis modulis gali konfigūruoti lenkimo operacijos pagrindines numatytąsias reikšmes, įskaitant Y ašies atvėrimo dydį, spaudimo greitį, laukimo trukmę ir kt.; tuo pačiu metu jis gali reguliuoti pagrindinius skaičiavimo parametrus, pvz., lenkimo leidžiamosios lentelės aktyvinimą, duomenų paruošimo konfigūraciją ir kt., kad produktų programavimas visiškai atitiktų įvairius gamybos ir apdirbimo reikalavimus bei padidintų proceso lankstumą.
Pagrindinių numatytųjų reikšmių konfigūracija
1. Y ašies atvėrimo numatytoji reikšmė: nustato pradinę Y ašies atvėrimo reikšmę, kad būtų pateikti pagrindiniai ašių valdymo parametrai lenkimo operacijai;
2. Spaudimo greitis: nustato pradinį spaudimo greitį naujai sukuriamai apdirbimo programai;
3. Laukti atsitraukimo: lenkimo programoje „Laukti atsitraukimo“ funkcijos pradinė nuostata yra įjungta (Taip);
4. Žingsnio keitimo kodas: numatytasis žingsnio keitimo kodas yra UDP;
5. Delsos trukmė: numatytoji laukimo trukmė X ašies žingsnio keitimui yra 0;
6. Pabuvimo laikas: Nustatykite numatytąjį pabuvimo laiką lenkimo programoje, kad būtų užtikrintas norimas lenkimo formavimo efektas;
7. Išankstinio lenkimo kampas: Nustatykite numatytąjį išankstinio lenkimo kampą grafiniam produktų programavimui;
8. Briaunos atvėrimas: Numatytasis briaunos atvėrimas spindulio pozicijoje yra 0,0 mm;
9. Matmenys: Nustatykite numatytąjį pagrindinį matmenų parametrą (D1) grafiniam brėžimui.
Pagrindiniai skaičiavimo parametrai
1. Aktyvi lenkimo leidžiamojo nuokrypio lentelė: Galima pasirinkti du skaičiavimo režimus – vienas iš jų – lenkimo leidžiamojo nuokrypio skaičiavimas naudojant standartinę formulę, kitas – pataisomosios lentelės iškvietimas skaičiavimams (jei lentelė egzistuoja, ji gali būti tiesiogiai redaguojama). Šis nustatymas leidžia tikslinti X ašies tikslumą, kurį sukelia lakšto susitraukimas;
2. Duomenų paruošimas – lenkimo priedas: Įtraukia tris konfigūravimo režimus. Jei pataisa išjungta, lenkimo priedas neįtraukiamas į programavimo skaičiavimą; jei pataisa įjungta, pataisos reikšmė rodoma ir redaguojama gamybos metu; šis nustatymas neįtakoja brėžinių režimo postprocesavimo proceso, o sistemą automatiškai įtraukia lenkimo priedą į skaičiavimą, kai brėžinių režime generuojama CNC programa. Jei įjungta lenkimo priedo lentelė, jos reikšmės gali būti koreguojamos naujame lange naudojant „Redaguoti lentelę“ funkciją. Veikiant pasirinkite redagavimo lauką naudodami Tab klavišą, įveskite naują reikšmę ir patvirtinkite ją paspausdami Enter klavišą. Šis meniu nepalaiko naujų lentelių kūrimo. Išsamios lenkimo priedo konfigūravimo specifikacijos pateiktos oficialiame DELEM vadove. Jei reikia įkelti kitas lenteles, raskite jas ir importuokite naudodami „Įkelti lentelę“ funkciją;
3. Apatinio spaudimo jėgos koeficientas: Konkrečią apatinio spaudimo jėgos reikšmę galima apskaičiuoti padauginus šį koeficientą iš oro lenkimo jėgos, kas sudaro pagrindą lenkimo slėgio konfigūracijai;
4. Z-atstumas: Šis parametras – atstumas nuo piršto krašto iki lakšto kampo. Jei įrenginyje įdiegta Z-ašis, sistema automatiškai apskaičiuos optimalią piršto darbo poziciją, kad būtų pagerinta pozicionavimo tikslumas.
Gamybos nustatymai
DELEM DA-58T nustatymų režimo „Gamybos nustatymai“ modulis yra specialiai sukurtas gamybos našumui optimizuoti ir palaiko pagrindinių parametrų, tokių kaip atsargų skaičiavimo režimas, automatinio lenkimo keitimo režimo žingsnis ir lygiagretumo poslinkis, pritaikytą konfigūraciją. Vartotojai gali pritaikyti gamybos procesą pagal faktines gamybos operacijų reikalavimus, kad būtų pasiektas tiek apdorojimo našumo, tiek tikslumo dvigubas pagerėjimas.
1. Atsargų skaičiavimo veiksena: Palaiko dvi skaičiavimo veisenes – didėjančiąją ir mažėjančiąją. Mažėjantis skaičiavimas automatiškai sustoja, kai reikšmė pasiekia 0, o įrenginį paleidus iš naujo pradinė reikšmė atstatoma; ši veiksena tinka fiksuotų normų gamybos užduotims; didėjantis skaičiavimas leidžia realiuoju laiku stebėti gamybą, todėl jis tinka partijų apdorojimo eigos sekimui;
2. Automatinio lenkimo keitimo veiksena – žingsnis: Išjungtos būsenos metu reikia rankiniu būdu pasirinkti ir paleisti kitos operacijos parametrus; įjungtos būsenos metu sistema automatiškai įkelia kitos operacijos parametrus, o po paleidimo mygtuko paspaudimo įrenginys automatiškai atlieka pozicionavimą, kad būtų pasiektas bepertraukiamas operacijų perjungimas;
3. Lygiagretumo nuokrypis: Nustato bendrą Y ašies lygiagretumo parametrą, kuris įsigalioja žemiau spaustuvo taško (Y2 + nuokrypis), kad būtų užtikrintas lakštų lygiagretumas lenkimo metu;
4. Užrakinti lietimo ekraną paleidus: Įjungus šią funkciją, lietimo ekranas bus užrakintas įrenginio veikimo metu, kad būtų išvengta neteisingų veiksmų, kurie gali paveikti gamybą;
5. Slėgio korekcija: Tikslus slėgio vožtuvo valdymas pasiekiamas naudojant apskaičiuotos lenkimo jėgos procentinę reikšmę, kad būtų pritaikytas skirtingų medžiagų lenkimo slėgio reikalavimams;
6. Spaustuvo korekcija: Sistema automatiškai apskaičiuoja sijos padėtį, kai lakštas yra spaustuvas. Norint užtikrinti efektyvų lakšto spaustuvą, apskaičiuotas spaustuvo taškas gali būti poslinkiu ir reguliuojamas šiuo parametru. Teigiamoji reikšmė perkels sijos padėtį žemyn, o neigiama reikšmė – aukštyn;
7. Tarpinė R reikšmė X ašies judėjimui: Nustatykite laikiną R ašies padėtį, kad būtų išvengta susidūrimo su įrenginiu judant X ašimi; šią funkciją galima įjungti tik nustatant nenulinę reikšmę;
8. Atbulinės matavimo įrangos ir X-ašies padėties saugos funkcija: Pagal saugos zonos vietą sistema automatiškai pritaikys skirtingas ašių judėjimo strategijas:
○ Senoji ir naujoji padėtys yra už saugos zonos ribų: X-ašis ir Z-ašis juda sinchroniškai;
○ Senoji padėtis – už saugos zonos, naujoji – saugos zonoje: pirmiausia juda Z-ašis;
○ Senoji padėtis – saugos zonoje, naujoji – už saugos zonos ribų: pirmiausia juda X-ašis;
○ Senoji ir naujoji padėtys yra saugos zonoje: pirma X-ašis perkeliama į tarpinę poziciją, po to juda Z-ašis, o galiausiai X-ašis reguliuojama į tikslinę poziciją.
Saugos zonos apibrėžimo formulė: SZ = X-saugus + SD (SD – saugos atstumas, nustatytas įrangos tiekėjo).
Laiko ir tinklo nustatymai
Laiko nustatymai leidžia vartotojams pritaikyti datos ir laiko rodymo formatą, kad įsitikintų, jog įrenginio laikas sinchronizuotas su gamybos veiklos planu; tinklo konfigūracija gali būti įjungta tik po tinklo funkcijos įdiegimo, kas leidžia užtikrinti ryšį tarp įrenginio ir kitų sistemų bei įvykdyti gamybos duomenų bendrinimą tarp sistemų.
Gamybos laiko skaičiavimas
DELEM DA-58T nustatymų režime atsargų skaičiavimo režimas automatiškai apskaičiuoja gamybos laiką lenkimo sekos skaičiavimo metu, derindamas ašių pozicionavimo greitį ir gaminio apdorojimo laiką, taip pateikdamas duomenis, kurie padeda sudaryti gamybos planus. Rankinės operacijos etapuose (pvz., gaminio pasukime) sunaudojamas laikas tiesiogiai priklauso nuo gaminio matmenų. Mažesnių matmenų gaminiams Z kryptimi pasukti reikia mažiau laiko, o ilgesniems gaminiams X kryptimi pasukti reikia daugiau laiko.
Sistema nustato tris ilgio slenksties lygius (ribos 1/2/3) kaip produktų dydžio skirstymo standartą. Vartotojai gali nepriklausomai konfigūruoti produktų apsukimo laiko parametrus skirtinguose slenksties intervaluose, kad laiko apskaičiavimas būtų tiksliau pritaikytas faktinei gamybos situacijai.
Pagrindiniai laiko nustatymai
1. Rodomasis laikas: galima nustatyti antraštės juostos rodymo turinį; palaikomos trys režimo parinktys: datos ir laiko rodymas, tik laiko rodymas arba laiko paslėpimas;
2. Laiko formatas: palaikoma perjungimas tarp 24 valandų ir 12 valandų formato, kad būtų pritaikyta įvairioms laiko peržiūros įpročiams;
3. Datos formatas: palaikomi trys rodymo formatai: dd-mm-mmmm, mm-dd-mmmm ir mmmm-mm-dd, kuriuos vartotojai gali pasirinkti pagal poreikį;
4. Laiko koregavimas: įrenginio datą ir laiką galima tiesiogiai koreguoti, o sukalibruotas laikas bus sinchronizuotai atnaujintas įrenginyje veikiančioje Windows operacinėje sistemoje, kad būtų užtikrintas sistemos laiko vientisumas.
Tinklo konfigūracija (prieinama tik po tinklo parinkties įdiegimo)
Tinklo funkcija yra pasirinktinis modulis. Po įdiegimo ji leidžia prietaiso jungimąsi prie vietinio tinklo ir gamybos valdymo sistemos bei užtikrina gamybos programų ir apdorojimo duomenų perdavimą ir bendrinimą tarp įrenginių. Konkrečios konfigūracijos nurodytos oficialiame įrangos vadove.
Dažnai užduodami klausimai
Kaip optimizuoti lenkimo preso našumą naudojant DELEM DA-58T nustatymų režimą?
Lenkimo preso našumo optimizavimo pagrindas – tiksliai nustatyti produktų faktines apdorojimo matmenis ir įvairių operacijų trukmės parametrus DELEM DA-58T nustatymų režime; tuo pačiu metu įranga turi būti tiksliai kalibruota, kad visi parametrų nustatymai atitiktų gamybos ir apdorojimo specifikacijas bei reikalavimus, taip užtikrinant, kad įrangos veikimo parametrai būtų kuo labiau pritaikyti faktinėms gamybos poreikiams.
Kaip nustatyti ilgio ribų ribas DELEM DA-58T nustatymų režime?
Įeikite į nustatymų režimo ilgio ribų konfigūracijos sritį ir įveskite konkrečias Ribos 1, Ribos 2 ir Ribos 3 reikšmes, kad užbaigtumėte ilgio ribų nustatymą. Tikslinga trijų lygių ribų konfigūracija leidžia užtikrinti, kad skirtingų dydžių gaminiams būtų priskirti tikslūs lenkimo trukmės parametrai, pagerinant laiko apskaičiavimo ir gamybos procesų racionalumą.
Išvada
Bendrai paėmus, DELEM DA-58T nustatymų režimas yra pagrindinis įrankis, padedantis pagerinti lenktuvų veikimo funkcijas ir apdorojimo tikslumą. Jo įvairios funkcionalios konfigūracijos ir aukšta pritaikomumo galimybė leidžia optimizuoti gaminio programavimą ir gamybos procesų eigą, todėl jis yra svarbus garantas lenktuvų tikslios gamybos realizavimui.
Kad pilnai išnaudotumėte lenkimo preso našumą ir padidintumėte įrangos tarnavimo laiką, būtina standartizuoti parametrų nustatymus ir kasdien prižiūrėti įrangą. Racionalus šio nustatymų režimo įvairių funkcijų naudojimas leidžia efektyviai sumažinti įrangos prastovas ir žymiai padidinti gamybos našumą. Jei naudojant kyla kokių nors klausimų arba reikia profesionalios techninės pagalbos, galite bet kuriuo metu susisiekti su atitinkama technine komanda; taip pat galite pasinaudoti atitinkamais priedais, kad išsiaiškintumėte daugiau praktinių įrangos optimizavimo metodų ir dar labiau padidintumėte lenkimo preso gamybinę taikymo vertę.

