















































Praktinis E21 lenkimo preso valdymo vadovas
Praktinis E21 lenkimo preso valdymo vadovas
Norėdami naudoti E21 lenkimo presą, pradėkite įvedant reikiamus lenkimo parametrus į valdymo sistemą. Kai medžiaga tinkamai padėta ir užfiksuota, galite pradėti lenkimo ciklą, laikydamiesi visų standartinių saugos protokolų. Norint gauti nuoseklius, aukštos kokybės rezultatus, būtina atlikti reguliarų techninį aptarnavimą ir periodines įrankių apžiūras.
Išsamiems, žingsnis po žingsnio, viso proceso paaiškinimams žr. pilną eksploatacijos vadovą žemiau.

E21 sistema: Įvadas
E21 yra specializuota valdymo sistema, sukurtos specifiškai presų lenktuvams. Ji pasižymi optimaliu našumo ir kainos efektyvumo santykiu, ženkliai sumažindama bendras mašinos išlaidas, kartu išlaikydama tikslumą, atitinkantį pramonės reikalavimus.
Pagrindinės E21 sistemos savybės apima:
Aukštos raiškos LCD ekranas palaiko dvikalę kinų ir anglų kalbas bei viename lange rodo programavimo parametrus, dėl ko programavimas tampa greitesnis ir patogesnis.
Išmanusis X ir Y ašių pozicionavimas palaiko rankinį reguliavimą, pašalinant būtinybę naudoti mechaninius, rankomis valdomus pozicionavimo įrenginius.
Integruotos slėgio išlaikymo trukmės ir iškrovimo delsos nustatymo funkcijos palengvina naudojimą ir sumažina išlaidas.
parametrų atsarginės kopijos kūrimo ir atkūrimo funkcija vienu mygtuko paspaudimu, leidžianti bet kada atkurti parametrus pagal poreikį, sumažinant techninio aptarnavimo išlaidas. Palaiko daugiapakopį programavimą, kuris padidina gamybos našumą ir apdirbimo tikslumą.
Visi mygtukai skydelyje yra mikrojungikliai ir buvo kruopščiai išbandyti pagal EMC, aukštą ir žemą temperatūrą, vibraciją ir pan., kad būtų užtikrintas produkto stabilumas ir ilgaamžiškumas.
CE sertifikavimas palaiko užsienio rinkas.
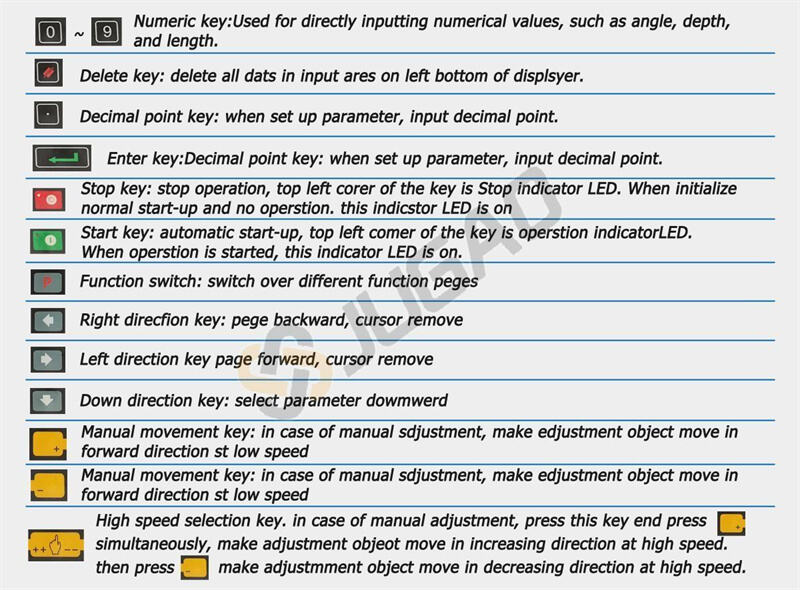
Skydelio klavišų funkcijos aprašytos lentelėje.
Viena sąsaja
E21 valdiklis naudoja 160*160 taškų matricinį LCD ekraną. Rodymo sritis pateikta žemiau.

Antraštės juosta: rodo aktualios puslapio informaciją, pvz., jo pavadinimą ir pan.
Parametrų rodymo sritis: rodo parametro pavadinimą, parametro reikšmę ir sistemos informaciją.
Būsenos juosta: įvesties informacijos ir pranešimų rodymo sritis.
Šio puslapio santrumpos aiškinimai pateikti lentelėje.
X: Dabartinė foninė pozicija
Y: Dabartinė slankiklio pozicija
XP: Norima atbulinio slydiklio pozicija
YP: Norima slankiklio pozicija
DX: Atbulinio slydiklio atitraukimo atstumas
HT: Laikymo delsa
DLY: Atsitraukimo delsa
PP: Iš anksto nustatytas ruošinys
CP: Dabartinis ruošinys
Vieno žingsnio programavimas
E21 turi du programavimo metodus – vieno žingsnio ir kelių žingsnių programavimą. Vartotojai gali pasirinkti programavimo būdą pagal faktines reikmes.
Vieno žingsnio programavimas paprastai naudojamas apdirbti vieną etapą, kad būtų užbaigtas ruošinio apdirbimas. Kai valdiklis įjungiamas, jis automatiškai pereina į vieno žingsnio programos puslapį.
Veikimo žingsniai
1 žingsnis Paleidus įrenginį, jis automatiškai pereis prie vieno žingsnio programos nustatymo puslapio.
2 žingsnis Paspauskite pasirinkti parametrą, kurį reikia nustatyti, paspauskite skaitmeninį klavišą, kad įvestumėte programos reikšmę, paspauskite, kad užbaigtumėte įvedimą.
3 žingsnis Paspauskite, ir sistema vykdys šią programą.
Daugiažingsnis programavimas
Daugiažingsnė programa naudojama apdorojant vieną darbo detalę, kurią reikia apdoroti keliose skirtingose stadijose, siekiant realizuoti nuoseklų daugiažingsnio apdorojimo vykdymą ir pagerinti apdorojimo efektyvumą.
Veikimo žingsniai
1 žingsnis Įjunkite maitinimą, įrenginys automatiškai rodo vieno žingsnio parametro puslapį.
2 žingsnis Paspauskite, kad pereitumėte į programos valdymo puslapį, perjunkite į programos valdymo puslapį.
3 žingsnis Paspauskite, kad pasirinktumėte programos serijos numerį, arba tiesiog įveskite programos numerį, pavyzdžiui, įveskite „1“.
4 žingsnis Paspauskite, kad patektumėte į daugiažingsnio programavimo nustatymo puslapį.
5 žingsnis Paspauskite, kad pasirinktumėte daugiažingsnio programavimo parametrą, kurį reikia nustatyti, įveskite nustatymo reikšmę, paspauskite, ir nustatymas įsigalios.
6 žingsnis Užbaigus nustatymą, paspauskite, kad patektumėte į žingsnio parametro nustatymo puslapį.
7 žingsnis Paspauskite, kad pasirinktumėte nustatytiną parametrą, įveskite programos reikšmę, paspauskite, ir nustatymas įsigalioja.
8 žingsnis Paspauskite, kad perjungtumėte tarp žingsnių. Jei esamas žingsnis yra pirmasis, paspauskite, kad patektumėte į paskutinį žingsnio parametrų nustatymo puslapį; jei esamas žingsnis yra paskutinis, paspauskite, kad patektumėte į pirmą žingsnio parametrų nustatymo puslapį.
9 žingsnis Paspauskite, sistema veiks pagal šią programą.
Parametrų nustatymas
Vartotojai gali nustatyti visus parametrus, reikalingus sistemai normaliai veikti, įskaitant sistemos parametrus, X ašies parametrus ir Y ašies parametrus.
1 žingsnis Programų valdymo puslapyje paspauskite, kad patektumėte į programavimo konstantų puslapį. Šiame puslapyje galima nustatyti programavimo konstantas.
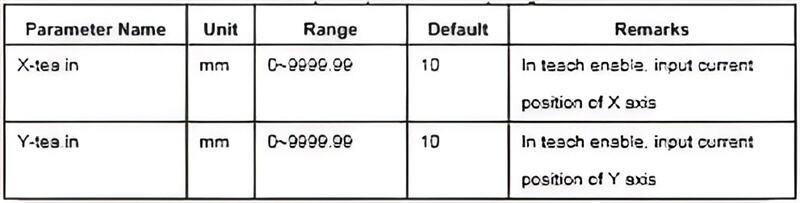
2 žingsnis Programavimo konstantų nustatymo diapazonas pateiktas lentelėje
3 žingsnis Įveskite slaptažodį „1212“, paspauskite, kad patektumėte į Mokymo puslapį.
4 žingsnis Nustatykite parametrą, parametrų nustatymo diapazonas pateiktas lentelėje.
5 žingsnis Paspauskite, grįžkite į programavimo konstantų puslapį,
Alarmas
Įrenginys gali automatiškai aptikti vidinius ar išorinius nesklandumus ir išsiųsti įspėjimo pranešimą. Įspėjimo pranešimas prieinamas įspėjimų sąraše.
1 žingsnis Programavimo valdymo puslapyje paspauskite, kad patektumėte į programavimo konstantų puslapį.
2 žingsnis Programavimo konstantų puslapyje paspauskite, kad patektumėte į „Įspėjimų istoriją“ ir peržiūrėtumėte visą įspėjimų istoriją. Šiame puslapyje galima peržiūrėti naujausius 6 įspėjimus, įspėjimo numerį ir priežastis.
Dažnos gedimų šalinimo problemos
1. Valdiklis neįsijungia / Nėra rodinio
Gedimo simptomai:
Ekranas tuščias.
Neveikia indikatoriai.
Galimos priežastys ir gedimų šalinimas:
C1: Pagrindinio maitinimo šaltinio problema.
Patikrinkite: įsitikinkite, kad pagrindinis mašinos atjungimo jungiklis įjungtas.
Patikrinkite: įsitikinkite, kad pagrindinis maitinimo kabelis prijungtas ir įtampa teisinga.
C2: Atidarytos mašinos durelės/saugos apsauga.
Patikrinkite: įsitikinkite, kad visos elektros skydo durelės ir saugos apsaugos tinkamai uždarytos. Daugelis mašinų turi saugos blokavimus, kurie neleidžia paleisti maitinimo.
C3: Perdegęs saugiklis.
Patikrinkite: apžiūrėkite pagrindinius saugiklius mašinos elektros skyde.
C4: Sugedęs maitinimo šaltinis.
Patikrinkite: vidaus nuolatinės srovės maitinimo šaltinis (pvz., 24 V DC) valdikliui gali būti sugedęs. Remontą turi atlikti kvalifikuotas elektrikas.
2. Ašys (Y1, Y2, X, R) neveikia arba rodoma „Sekimo klaida“ / „Ašies klaida“
Gedimo simptomai:
Ašis neatsako į komandas, pateikiamas rankiniu būdu.
Valdiklis rodo klaidos pranešimą apie ašies variklį arba sekimo klaidą.
Viena pusė (Y1 arba Y2) žemesnė/aukštesnė nei kita (nesinchronizuota).
Galimos priežastys ir gedimų šalinimas:
C1: Servo variklio / stiprintuvo gedimas.
Tikrinkite: Ieškokite klaidos kodo pačiame servo variklio bloke (paprastai randamas elektriniame skyde). Susisiekite su gamintojo pateikta instrukcija.
Veiksmas: Išjunkite ir vėl įjunkite įrenginį, kad iš naujo nustatytumėte klaidą. Jei problema išlieka, užsirašykite klaidos kodą techninei pagalbai.
C2: Enkoderio / atgalinio ryšio kabelio problema.
Tikrinkite: Patikrinkite enkoderio kabelius, prijungtus prie servo variklių galinės dalies, dėl pažeidimų arba laisvų jungčių.
C3: Mechaninis kliudymas.
Tikrinkite: Rankiniu būdu patikrinkite, ar slankiklis (Y ašis) ar atrama (X ašis) gali laisvai judėti. Gali būti fizinis užstrigimas.
C4: Variklio stabdys įjungtas.
Patikrinkite: Servo variklio stabdys (ypač Y ašyje) gali neatsijungti. Girdite variklio burzgimą, tačiau judėjimo nėra.
3. „Ašis nepasiekė pradinės pozicijos“ arba „Nustatykite atskaitos tašką“ klaida
Gedimo simptomai:
Įrenginys negali pradėti ciklo.
Valdiklis reikalauja atskaitos procedūros.
Galimos priežastys ir gedimų šalinimas:
C1: Įrenginys buvo išjungtas.
Veiksmas: Tai standartinė procedūra. Po įrenginio įjungimo būtina atlikti „Atskaitos“ arba „Grįžimo į nulį“ operaciją. Eikite į rankinio valdymo ekraną ir vykdykite atskaitos ciklą visoms ašims.
C2: Atskaitos jungiklio / artumo jutiklio gedimas.
Patikrinkite: Jutiklis, kuris aptinka pradinę poziciją, gali būti užterštas, netinkamai išlygintas arba sugedęs. Dažnai reikalingas technikas.
4. „Perkrovos“ arba „Didelio slėgio“ įspėjimas
Gedimo simptomai:
Įspėjimas atsiranda lenkimo ciklo metu, dažniausiai artėjant prie apatinės padėties.
Galimos priežastys ir gedimų šalinimas:
C1: Netinkamas toniažas (slėgis).
Patikrinkite: programuotas lenkimo slėgis per didelis medžiagai ar mašinos galiai. Peržiūrėkite ir sumažinkite slėgio nustatymą programoje.
C2: Netinkamai parinkta matrica.
Patikrinkite: per siaura V-matrica medžiagos storio atžvilgiu reikalauja per didelės jėgos. Įsitikinkite, kad V-matricos angos plotis tinkamas medžiagai (paprastai V-angos plotis = 8 x medžiagos storis).
C3: Lenkimas už mašinos galios ribų.
Patikrinkite: bandote sulenkti per storesnę ar per ilgą medžiagą, nei leidžia mašinos nominali galia.
5. Nesuderinamas lenkimo kampas
Gedimo simptomai:
Lenkimo kampas kinta nuo detalės prie detalės, net jei naudojama ta pati programa.
Galimos priežastys ir gedimų šalinimas:
C1: Medžiagos svyravimai.
Patikrinkite: nestabilus medžiagos storis, kietumas ar pluošto kryptis gali sukelti kampo kaitą. Patikrinkite medžiagos sertifikatus.
C2: Nusidėvėjęs ar netinkamas įrankis.
Tikrinkite: apžiūrėkite stūmoklį ir formą dėl nusidėvėjimo ar pažeidimų. Įsitikinkite, kad naudojami tinkami įrankiai nurodytam kampui.
C3: Nėra išlinkio kompensavimo.
Veiksmas: lenkiant ilgas plokštes, mašinos lovą gali išlinkti. Naudokite „išlinkio“ funkciją (rankinę arba automatinę), kad kompensuotumėte šį išlinkimą. Jei reikia, perkalinikuokite.
C4: Nestabilė hidraulinė sistema.
Tikrinkite: žemas hidraulinio alyvos lygis, purvina alyva ar defektinis vožtuvas gali sukelti slėgio nestabilumą. Patikrinkite alyvos lygį ir temperatūrą.
6. Atbulinis matavimo įrenginys (X, R, Z) nepasiekia pozicijos arba turi netikslumų
Gedimo simptomai:
Atbulinis matavimo įrenginys sustoja neteisingoje pozicijoje arba vibruoja sustojant.
Galimos priežastys ir gedimų šalinimas:
C1: Mechaninis kliudymas arba netinkama suderinamumas.
Tikrinkite: ieškokite dalelių, šiukšlių ar užtverčių ant atbulinio matavimo bėgių ir sriegių. Išvalykite ir sutepkite judančias dalis.
C2: Silpnas jungtukas arba varomasis dirželis.
Patikrinkite: gali būti atsileidęs jungtukas tarp servomotoro ir rutulinio sraigtą, arba varomasis dirželis (jei taikoma).
C3: Atgręžimas (backlash).
Veiksmas: laikui bėgant mechaninis dėvėjimasis gali sukelti atgręžimą. Valdiklyje dažnai yra „Atgręžimo Kompensavimo“ nustatymas, kurį gali sureguliuoti technikas.
Bendroji trikčių šalinimo schema
1. Užfiksuokite tikslų klaidos pranešimą ekrane E21.
2. Susipažinkite su stendo gamintojo vadovu. Jame pateikiami konkretūs klaidų kodai ir procedūros.
3. Atlikite paprastą perleistą: išjunkite stendą visiškai, palaukite 10 sekundžių ir vėl įjunkite.
4. Patikrinkite akivaizdžias problemas: atsileidę laidai, išsijungę saugikliai, mažas hidraulinio alyvos lygis, neįprasti garsai.
5. Nustatykite problemos vietą: nustatykite, ar tai valdymo problema (valdiklis, programavimas), elektrinė (variklis, variklinis agregatas, daviklis) ar mechaninė (strigęs ašis, susidėvėję įrankiai).
6. Susisiekite su technine pagalba: Jei problema nespręsta atlikus paprastus patikrinimus, pateikite tikslų klaidos pranešimą ir žingsnius, kuriuos jau atlikote.
Prisiminkite: Vidinius elektros remontus turėtų atlikti tik kvalifikuotas personalas.

