















































Რას შეგიძლიათ მოარეგულიროთ DELEM DA-66T პარამეტრების რეჟიმში?
Სარჩევი
• კონტროლის სისტემის პარამეტრების რეჟიმის შესავალება
• პარამეტრების ვარიანტები
• პროგრამირების მასალები მათი თვისებებით
• რეზერვირების/აღდგენის ფუნქციები
Პროდუქტის რეზერვირება
Პროდუქტის აღდგენა
Ინსტრუმენტის რეზერვირება
Ინსტრუმენტის აღდგენა
Მაგიდებისა და პარამეტრების შესანახი და აღდგენა
• კატალოგის ნავიგაცია
• პროგრამის პარამეტრები
• ნაგულისხმევი მნიშვნელობების პარამეტრები
• გამოთვლის პარამეტრები
• წარმოების პარამეტრები
• წარმოების დროის გამოთვლა
• დროის პარამეტრები
• ხშირად დასმული კითხვები (FAQ)
• დასკვნა
DELEM DA-66T მართვის სისტემის ექსპლუატაციის დროს მის პარამეტრების რეჟიმში სხვადასხვა რეგულირებადი ფუნქციის ღრმა გაგება საჭიროებს ჩარხის მოქმედების ეფექტურობისა და ექსპლუატაციური ეფექტურობის გასაუმჯობესებლად. თუ გასაგებარი გახდებათ ამ პარამეტრების რეჟიმში ხელმისაწვდომი პერსონალიზებული კონფიგურაციები, ამ სტატიაში დეტალურად განვიხილავთ ძირევადი რეგულირების პუნქტებს, რათა სწორად გააუმჯობესოთ ჩარხის პარამეტრები და მაქსიმალურად გავაუმჯობესოთ წარმოების ეფექტურობა.
Მართვის სისტემის პარამეტრების რეჟიმის შესავალება
Ნავიგაციის პანელზე „პარამეტრები“ ღილაკის დაჭერით მართვის სისტემა გადადის პარამეტრების რეჟიმში. ამ რეჟიმში ყველა ფუნქცია ლოგიკურად დაყოფილია სხვადასხვა ტაბში, ხოლო თითოეული ტაბის კონკრეტული პარამეტრები შემდგომში მოცემული იქნება თავისთავად.
DELEM DA-66T-ის პარამეტრების რეჟიმი წარმოადგენს სრულფასოვან კონტროლის ცენტრს, რომელიც საშუალებას აძლევს ოპერატორებს მანქანის სხვადასხვა პარამეტრის მორგებას სამუშაო მოთხოვნების მიხედვით, ხოლო ყოველთვის უზრუნველყოფს ჩამოხაზვის სიზუსტის შენარჩუნებას იდეალურ დონეზე. ეს არის საწარმოების სტაბილურობის გარანტირების ძირეული ფუნქციონალური მოდული.
Პარამეტრების ვარიანტები
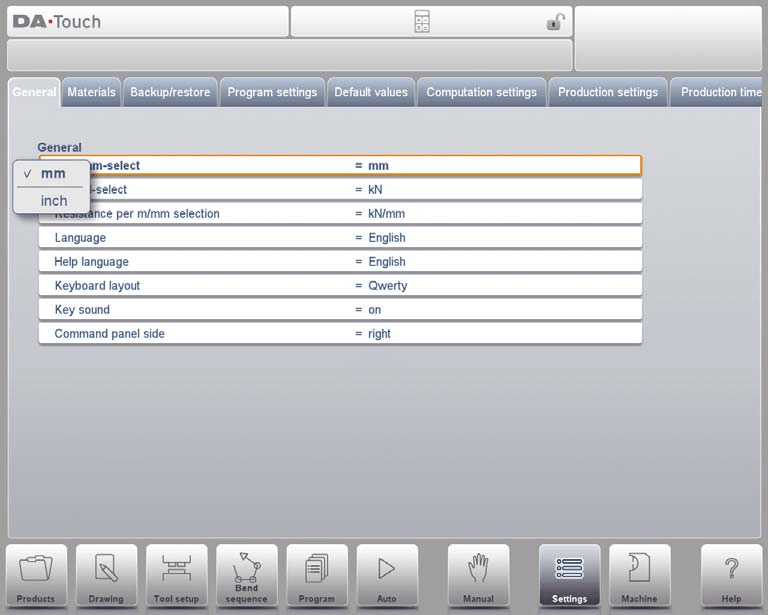
Შესაბამისი ჩანართის არჩევის შემდეგ დააჭირეთ შესაცვლელ პარამეტრს მისი რედაქტირებისთვის. თუ პარამეტრი რიცხვითი ან ალფანუმერიკული ტიპისაა, სისტემა ავტომატურად გამოიტანს კლავიატურას სასურველი მნიშვნელობის შესატანად. კონკრეტულად რეგულირებადი ვარიანტები შემდეგნაირად გამოიყურება:
• დუйმი/მმ არჩევა: მოსახერხებელი გადასვლა საზომი სისტემებს შორის პროექტის მოთხოვნების შესატევად.
• ტონა/კნ არჩევა: აირჩიეთ ძალის საზომი ერთეული, რომელიც უკეთესად ემთხვევა სამუშაო სპეციფიკაციებს და უზრუნველყოფს მონაცემების სიზუსტეს.
• წინაღობა მეტრზე/მმ-ზე არჩევა: მოარგოთ წინაღობის პარამეტრები დამუშავების მასალების და ტექნოლოგიური მოთხოვნების მიხედვით.
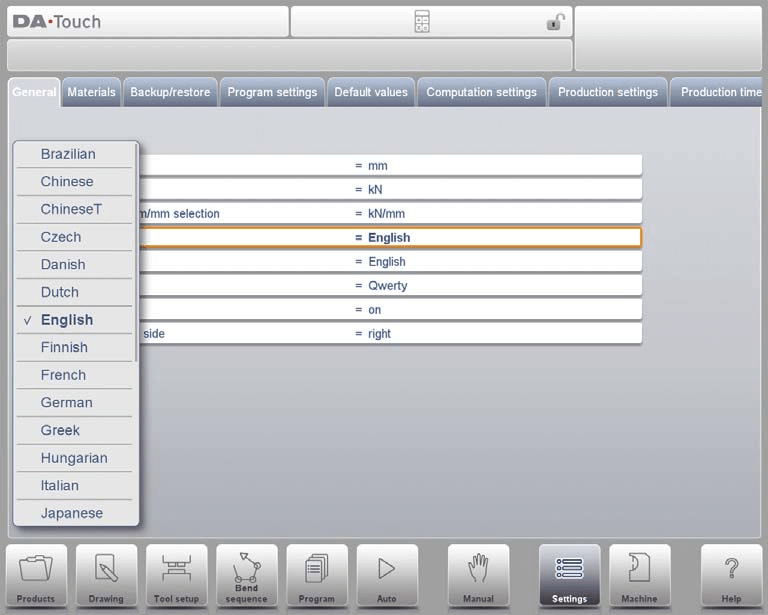
• ენა: აირჩიეთ საოპერაციო ინტერფეისის სასურველი ენა საოპერაციო სიხშირის გასაუმჯობესებლად.
• სახელმძღვანელოს ენა: დააყენეთ სახელმძღვანელოს დოკუმენტაციის ჩვენების ენა საერთაშორისო გუნდებს შორის თანამშრომლობის მხარდასაჭერად.
• კლავიატურის განლაგება: პერსონალიზირეთ კლავიატურის განლაგება, რათა შეესატყოს საოპერაციო ჩვევებს და გააუმჯობესოს შეყვანის ეფექტურობა.
• ღილაკების ხმა: ჩართეთ ან გამორთეთ ღილაკების ხმა, რათა საოპერაციის დროს აუდიო საპასუხო სიგნალი მიიღოთ.
• ბრძანების პანელის მდებარეობა: მოარგოთ ჩვენების პარამეტრები მართვის პანელზე წვდომის გასაუმჯობესებლად.
Პროგრამირების მასალები მათი თვისებებით
Ამ ჩანართში შესაძლებელია მასალების და მათი თვისებების პროგრამირება. შეგიძლიათ რედაქტირება არსებული მასალები, ახალი მასალების დამატება ან ზედმეტი მასალების წაშლა. მართვის სისტემა შეუძლია მაქსიმუმ 99 მასალის პარამეტრების წინასწარ დაყენება.
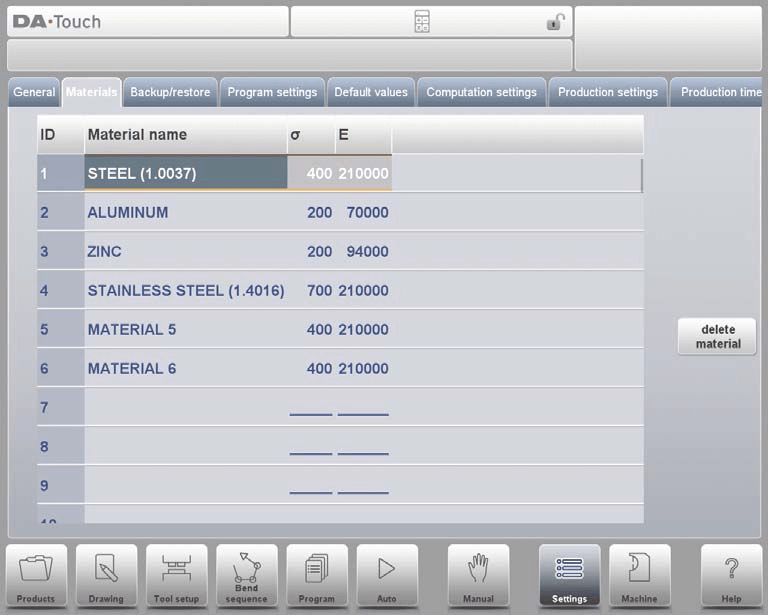
Თითოეული მასალა შეიცავს სამ ძირევან თვისებას, რომლებიც შესაძლებელია ნახვა და რედაქტირება:
• მასალის სახელი: მასალის ტიპის გასამარტივებლად აუცილებელი აღნიშვნა, რომელიც დამუშავების პროცესის გასაგებად ხელს უწყობს.
• როგორც ძალის მოქმედების წინააღმდეგობა: შეიყვანეთ სწორი ძალის მოქმედების წინააღმდეგობის მნიშვნელობები, რომლებიც არის გარემოების სიზუსტის უზრუნველყოფის მნიშვნელოვანი პარამეტრები.
• ელასტიკურობის მოდული (E მოდული): მიუთითეთ მასალის ელასტიკურობის მოდული, რათა დარწმუნდეთ, რომ მანქანის მიერ მასალის მოხამორება ემორჩილება ფიზიკური თვისებების მოთხოვნებს.
Მასალები საწყისად ჩამოთავლებულია მასალის ნომრის (ID) მიხედვით. სვეტის სათაურზე დაკლიკვის შემდეგ შეგიძლიათ ნებისმიერი თვისებით ასცენდირებულად ან დესცენდირებულად დალაგება. არსებული მასალის შესაცვლელად უბრალოდ აირჩიეთ სასურველი მასალა და შეცვალეთ პარამეტრები პირდაპირ; მასალის წასაშლელად აირჩიეთ შესაბამისი რიგი და გამოიყენეთ "მასალის წაშლა" ფუნქცია; ახალი მასალის დასამატებლად აირჩიეთ ცარიელი რიგი და შეიყვანეთ შესაბამისი თვისებების პარამეტრები პროგრამირების დასასრულებლად.
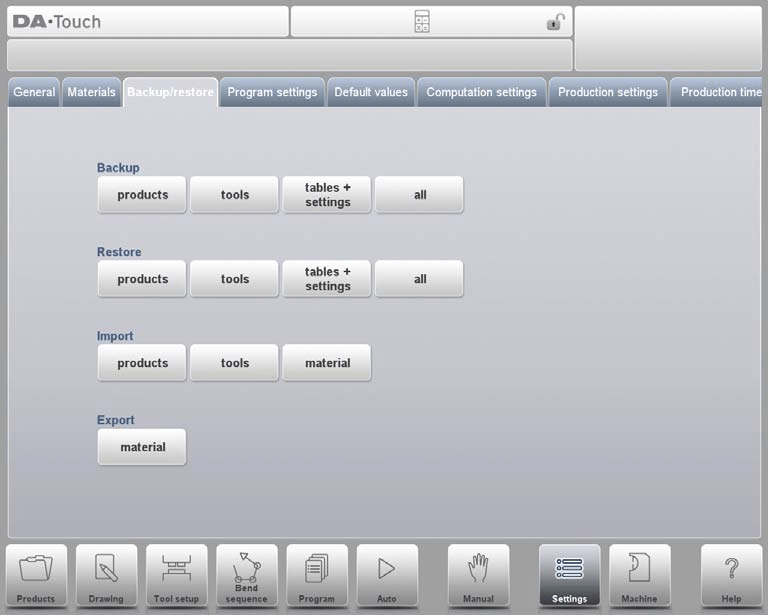
Რეზერვული ასლის შექმნა/აღდგენა
DELEM DA-66T-ის პარამეტრების რეჟიმი საშუალებას აძლევს სრულფასოვნად შეინახოთ და აღადგინოთ მონაცემები, რომლებიც მოიცავს პროდუქტებს, ინსტრუმენტებს, პარამეტრებს და ცხრილებს. ამ რეჟიმი ასევე უზრუნველყოფს პროდუქტებისა და ინსტრუმენტების მონაცემების შემოტანას ძველი კონტროლის მოდელებიდან.
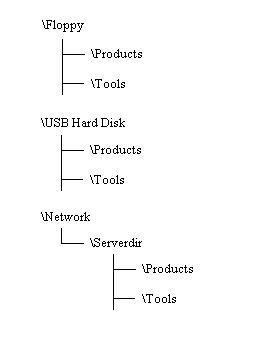
Ინსტრუმენტებისა და პროდუქტების შენახვისა და აღდგენის პროცესები ერთნაირია და გამოყენებადია ყველა შენახვის მედიაზე (მაგალითად, ქსელური სტორეჯი, USB ფლეშ-დრაივები და ა.შ.). შენახვის კატალოგი შედგება სტორეჯის მოწყობილობისგან (USB ფლეშ-დრაივი, ქსელური სტორეჯი) და კონკრეტული საქაღალდისგან. თქვენ შეგიძლიათ მოწყობილობების დაკავშირების მიხედვით მოხერხებულად აირჩიოთ საჭიროების შემთხვევაში შეგიძლიათ შექმნათ ან მიუთითოთ სამიზნე საქაღალდე, ხოლო პროდუქტებისა და ინსტრუმენტების შენახვის მისამართები შეიძლება ცალ-ცალკე დაყენდეს.
Პროდუქტის რეზერვირება
Პროდუქტების პროგრამის შენახვის პროცესის დასაწყებად მთავარი მენიუდან „შენახვა“ აირჩიეთ „პროდუქტები“.

Საწყისი შენახვის კატალოგის დაყენების შემდეგ თქვენ შევიდებით პროდუქტების შენახვის ინტერფეისში. ძირითადი ფუნქციები ამ შემდეგ მოცემულია:
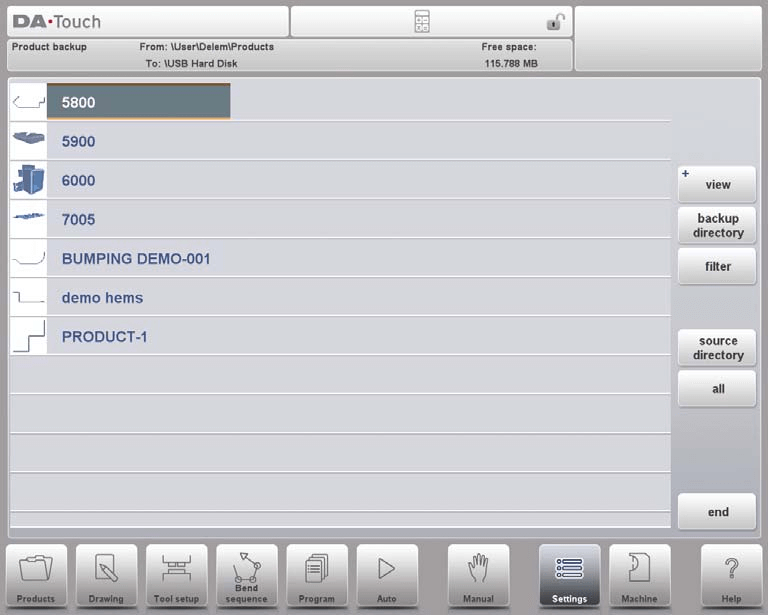
• მიმდინარე ადგილმდებარეობის ჩვენება: მიმდინარე წყაროს ფაილის მისამართი და რეზერვული კოპიის სამიზნე მისამართი ხელსაყრელად ჩანს ინტერფეისის ზედა ნაკრებში.
• ერთი პროდუქტის რეზერვული კოპირება: დააჭირეთ სამიზნე პროდუქტის არჩევის ღილაკს, რაც სისტემაში გამოიძახებს რეზერვული კოპიის ნიშანს მოქმედების დასტურს; თუ რეზერვული კოპიის მისამართში უკვე არსებობს იგივე სახელის ფაილი, გამოჩნდება შეტყობინება მისი ჩანაცვლების შესახებ.
• ყველა პროდუქტის ჯგუფური რეზერვული კოპირება: გამოიყენეთ «ყველა» ვარიანტი ყველა პროდუქტის ერთდროულად ჯგუფური რეზერვული კოპირების შესასრულებლად.
• კატალოგის შეცვლა: შეცვალეთ პროდუქტის მდებარეობის წყაროს ფაილის მისამართი «წყაროს კატალოგში» და აირჩიეთ რეზერვული კოპიის ფაილის შენახვის ადგილი «რეზერვული კოპიის კატალოგში», რათა სწრაფად მიაღწიოთ სამიზნე საქაღალდეს.
Პროდუქტის აღდგენა
Მთავარი მენიუდან «აღდგენა» აირჩიეთ «პროდუქტები».

Საწყისი აღდგენის კატალოგის დაყენების შემდეგ შევიდებით პროდუქტების აღდგენის ინტერფეისში. მოქმედების პროცესი შემდეგნაირად განვითარდება:
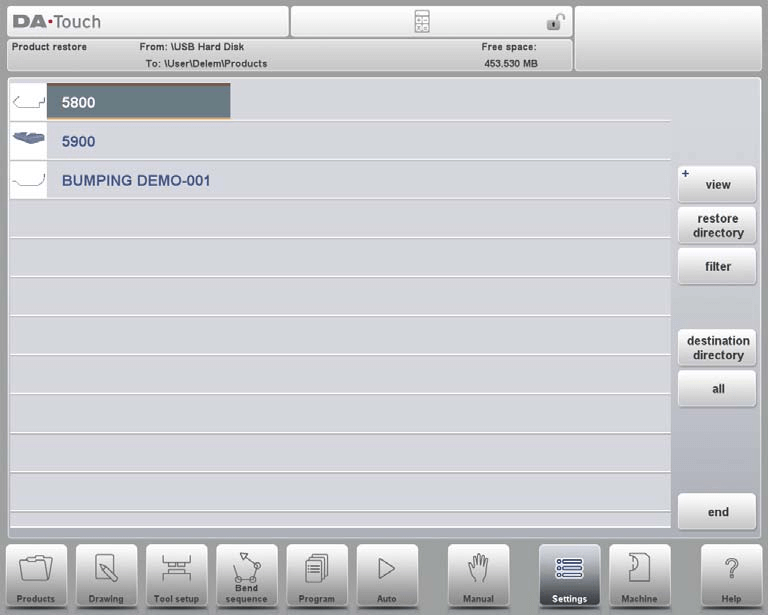
• პროდუქტების ნახვა და შერჩევა: პროდუქტის რეჟიმის მოქმედების ლოგიკასთან შესატყოვნებლად, თქვენ შეგიძლიათ მოხერხებულად გადახედოთ არჩეულ კატალოგში არსებულ პროდუქტებს და შეარჩიოთ აღსადგენი ფაილები. ამჟამინდელი წყაროს და სამიზნის მისამართები აღდგენისთვის ინტერფეისის ზედა ნაკრებში არის ჩვენებული.
• აღდგენის დადასტურება: დააწკაპუნეთ აღსადგენი პროდუქტის შესარჩევად. თუ სამიზნის მისამართში უკვე არსებობს იგივე სახელის ფაილი, სისტემა მოგეკითხებათ, დაეთანხმებით თუ არა მისი ჩანაცვლებას.
• კატალოგის შეცვლა: შეცვალეთ აღსადგენი ფაილის წყაროს მისამართი „აღდგენის კატალოგით“ და მიუთითეთ ფაილის აღდგენის შემდგომი შენახვის ადგილი „დანიშნულების კატალოგით“.
Მოკლედ რომ ვთქვათ, DELEM DA-66T პარამეტრების რეჟიმი საშუალებას აძლევს პროდუქტების მონაცემების ეფექტურად და მოხერხებულად მართვასა და აღდგენას, რაც უზრუნველყოფს წარმოების მონაცემების უსაფრთხოებას.
Ინსტრუმენტის რეზერვირება
Მთავარი მენიუდან აირჩიეთ „საშუალებები“ და შემდეგ — „რეზერვული ასლის შექმნა“.
Საწყისი რეზერვული კოპიის დირექტორიის დაყენების შემდეგ თქვენ შეხვალთ ინსტრუმენტების რეზერვული კოპიის ინტერფეისში. ეს ფუნქცია შეძლებს კონტროლის სისტემაში არსებული ინსტრუმენტების (ჩარჩოები, მატრიცები ან მანქანის ფორმის პარამეტრები) რეზერვული კოპიის შექმნას, ხოლო ოპერაციის პროცესი ემთხვევა პროდუქტების რეზერვული კოპიის შექმნის პროცესს.

Ინსტრუმენტის აღდგენა
Ინსტრუმენტების აღდგენის ოპერაციის პროცესი სრულიად ემთხვევა პროდუქტების აღდგენის ოპერაციის პროცესს და მისდევს იგივე დირექტორიის დაყენებას, ფაილების არჩევას და დადასტურების ლოგიკას, რათა უზრუნველყოს ინსტრუმენტების მონაცემების სწრაფი აღდგენა.
Მაგიდებისა და პარამეტრების შესანახი და აღდგენა
"რეზერვული კოპიის შექმნა/აღდგენა" ჩანართის მეშვეობით შეგიძლიათ მართოთ მომხმარებლის ინდივიდუალური პარამეტრები და ცხრილების მონაცემები, რაც იგივე მოქმედების ლოგიკას მისდევს, როგორც პროდუქტებისა და ინსტრუმენტების რეზერვული კოპიის შექმნა/აღდგენა. ამ შემთხვევაში, "ყველა" ფუნქცია ავტომატურად შეასრულებს პროდუქტების, ინსტრუმენტების, ცხრილების და პარამეტრების სრული კომპლექტის რეზერვული კოპიის შექმნას ან აღდგენას თანმიმდევრობით, რაც ამარტივებს მასური მონაცემების მართვის პროცესს.
Კატალოგის ნავიგაცია
"რეზერვული კატალოგის" ფუნქციის გამოყენების დროს სისტემა გამოაჩენს ხელმისაწვდომი რეზერვული კატალოგების სიას. კატალოგების ნავიგაციის ინტერფეისში შესაძლებელია შემდეგი მოქმედებები:
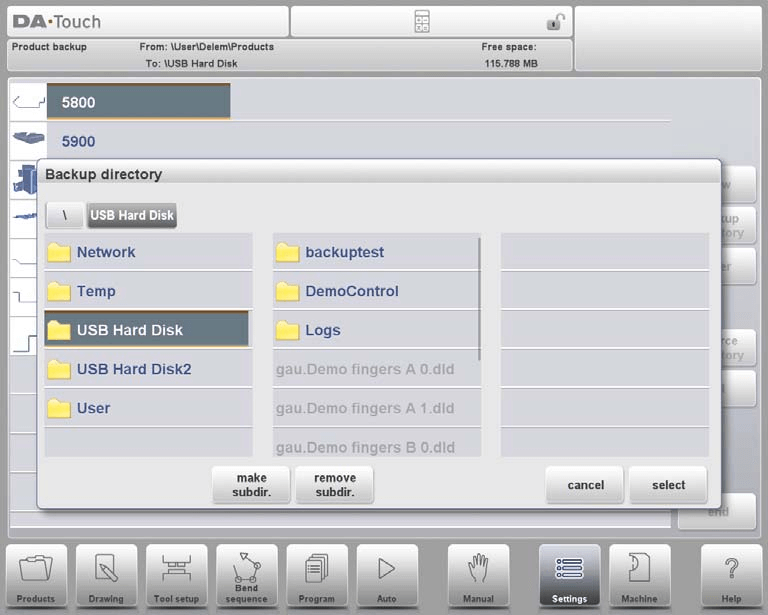
• იერარქიული ნავიგაცია: ქვეკატალოგების გაშლა შესაძლებელია წერტილის იკონის დაჭერით, ხოლო ზედა დონის კატალოგში დაბრუნება — "მშობელი" ვარიანტის არჩევით; მიმდინარე კატალოგის დასტურება შესაძლებელია "არჩევა"-ს დაჭერით.
• მოწყობილობის გადართვა: სხვა სანახავი მოწყობილობებისა და შესაბამისი ქვეკატალოგების არჩევა შესაძლებელია "მშობელი"-ს უწყვეტად დაჭერით, სანამ არ მიაღწევთ უმაღლეს დონეს; ქსელში დაკავშირებული მოწყობილობების შემთხვევაში ჯერ უნდა აირჩიოთ "ქსელი", შემდეგ სასურველი ქსელური ტომი, რაც ანალოგიური ლოგიკით ხდება, როგორც სხვა მოწყობილობების შემთხვევაში.
• კატალოგების მართვა: ახალი საქაღალდის შექმნა შესაძლებელია "ქვესაქაღალდის შექმნა"-ს მეშვეობით, ხოლო ზედმეტი საქაღალდეების წაშლა — "ქვესაქაღალდის წაშლა"-ს მეშვეობით; საქაღალდის სახელის დაჭერით შეიძლება შესვლა კატალოგში, ხოლო საბოლოოდ სასურველი კატალოგის დასტურება შესაძლებელია "არჩევა"-ს დაჭერით.
Პროგრამული პარამეტრები
Პროგრამის პარამეტრების საკმარისად რაციონალური კონფიგურაცია შეძლებს გამოხვევის სიზუსტის მნიშვნელოვნად გაუმჯობესებას. კონკრეტული რეგულირებადი ვარიანტები შემდეგნაირად გამოიყურება:
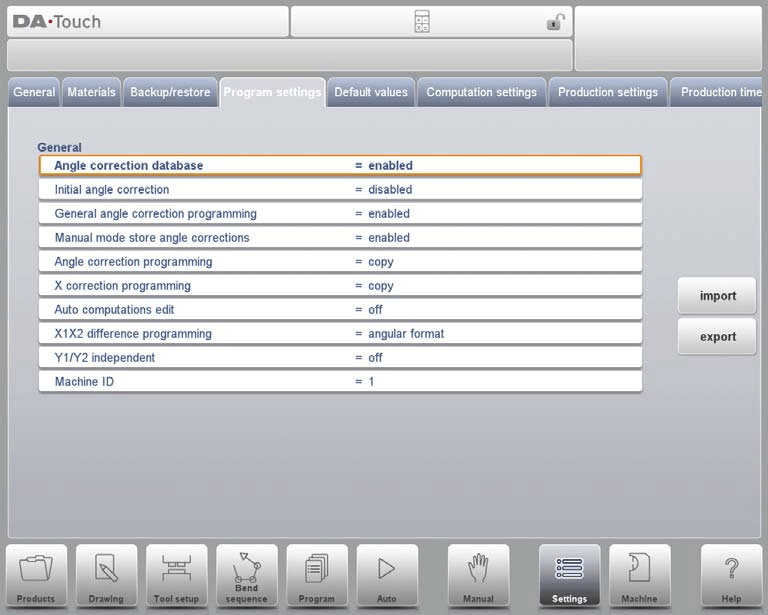
• კუთხის კორექციის მონაცემთა ბაზა: ჩართვის შემდეგ შეიძლება შეიქმნას კუთხის კორექციის მონაცემთა ბაზა, რომელიც უწყობს გამოხვევის სიზუსტის უწყვეტ გაუმჯობესებას.
• საწყისი კუთხის კორექცია: დააყენეთ საწყისი კუთხის კორექციის პარამეტრები პროექტის მოთხოვნების შესაბამად.
Გამორთული: საწყისი კუთხის კორექცია არ შეიძლება პროგრამირება.
Ჩართული: საწყისი კუთხის კორექცია შეიძლება პროგრამირდეს ყველა კორექციის ზოგადი ხედის ფარგლებში.
• საერთო კუთხის კორექციის პროგრამირება: მოარგოთ საერთო კუთხის კორექციის პარამეტრები ერთსარტყამო ექსპლუატაციის უზრუნველყოფად.
Გამორთული: საერთო კუთხის კორექციის ფუნქცია არ არსებობს.
Ჩართული: მხოლოდ G-corr. α1 (ნაგულისხმევი პარამეტრი).
α1 და α2: მხარს უჭერს G-corr. α1-ისა და G-corr. α2-ის ორპარამეტრიან კორექციას.
• ხელით რეჟიმში კუთხის კორექციების შენახვა: შენახეთ კუთხის კორექციის მონაცემები ხელით შესრულებული მოქმედებების დროს, რათა მათ შემდგომი მოქმედებების დროს გამოიყენოთ რეფერენციის მიზნით.
• კუთხის შესწორების პროგრამირება: რთული დიზაინის მოთხოვნების შესატარებლად დააპროგრამირეთ დამუშავებული კუთხის შესწორების პარამეტრები.
• X ღერძის შესწორების პროგრამირება: დააკონტროლირეთ X ღერძის შესწორების პარამეტრები, რათა უზრუნველყოთ ჩამოხრევის სიზუსტე.
Კოპირება: CX1-ის რედაქტირების დროს ავტომატურად სინქრონიზდება CX2-თან (ნაგულისხმევი პარამეტრი).
Დელტა: CX1-ის რედაქტირების დროს CX1 და CX2 შორის სხვაობა უცვლელად რჩება.
Დამოუკიდებელი: CX1 და CX2 პარამეტრები დამოუკიდებლად შეიძლება შეიცვალოს.
• ავტომატური გამოთვლების რედაქტირება: ავტომატიზაციით შეასრულეთ გამოთვლების პროცესი, რათა შემცირდეს ხელით შესრულების შეცდომები; ეს შეიძლება ასევე გავლენას ახდენდეს სხვა დაკავშირებული პარამეტრების მნიშვნელობებზე.
• X1/X2 სხვაობის პროგრამირება: საჭიროების შემთხვევაში განსაზღვრეთ X1 და X2 შორის პროგრამირების სხვაობა. თუ მანქანას ორი დამოუკიდებელი X ღერძი (X1 და X2) აქვს და OP-W-X@ ვარიანტი დაყენებულია, X1 და X2 მნიშვნელობები შეიძლება პროგრამირდეს კუთხური ურთიერთობის მიხედვით.
• Y1/Y2 დამოუკიდებელი: გააფართოვეთ ექსპლუატაციური მოქნილობა Y ღერძის დამოუკიდებელი მუშაობის პარამეტრების კონფიგურაციით.
Გამორთული: ერთი Y-ღერძის პროგრამირების რეჟიმი (ნაგულისხმევი პარამეტრი).
Ჩართული: Y1 და Y2 პარამეტრები შეიძლება ცალ-ცალკე პროგრამირდეს.
• მანქანის ID: ნაგულისხმევი მნიშვნელობა არის 1, რომელიც შეიძლება შეიცვალოს ფაქტიური აღჭურვილობის კონფიგურაციის მიხედვით.
Ნაგულისხმევი მნიშვნელობების პარამეტრები
Ნაგულისხმევი მნიშვნელობების პარამეტრები უზრუნველყოფს მანქანის სწრაფად შესვლას ექსპლუატაციაში ჩართვის შემდეგ და ამცირებს ხელით ხელახლა მოწესრიგების აუცილებლობას. კონკრეტულად კონფიგურირებადი პარამეტრები არის შემდეგნაირად:
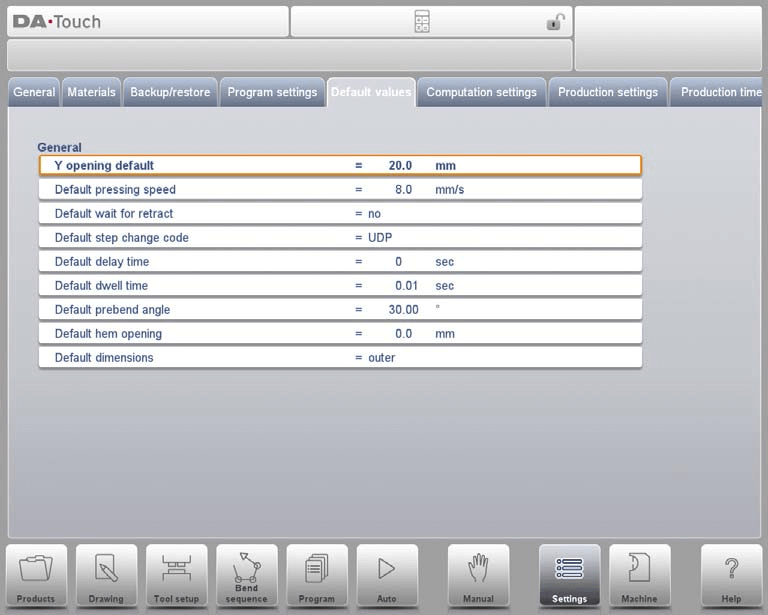
1. Y-ღერძის გახსნის ნაგულისხმევი მნიშვნელობა: პროგრამის ინიციალიზაციის დროს Y-ღერძის გახსნის ზომის დაყენება.
2. ნაგულისხმევი დაჭერის სიჩქარე: ახალი პროგრამებისთვის წინასწარ დაყენებული დაჭერის საწყისი სიჩქარე.
3. ნაგულისხმევი შეჩერება რეტრაქციის მოლოდინში: "შეჩერება რეტრაქციის მოლოდინში" პარამეტრის საწყისი მდგომარეობის კონფიგურაცია, რომელიც ზემოქმედებს გამოკეტვის პროგრამის მუშაობის ლოგიკაზე. ნაგულისხმევი დაყენება არის "კი".
4. ნაგულისხმევი ნაბიჯის ცვლილების კოდი: გამოკეტვის პროგრამაში ნაბიჯის ცვლილების საწყისი კოდის დაყენება; ნაგულისხმევად გამოიყენება "UDP".
5. ნაგულისხმევი დაყოვნების დრო: შეასწორეთ X ღერძის მოსალოდნელი დრო ნაბიჯების ცვლილების დროს. ნაგულისხმევი მნიშვნელობა არის 0, რომელიც შეიძლება გაფართოვდეს მასალის დამუშავების მოთხოვნების შესაბამად.
6. ნაგულისხმევი დაყოვნების დრო: წინასწარ დააყენეთ გამოხვევის პროცესის დროს საწყისი დაყოვნების დრო.
7. ნაგულისხმევი წინასწარი გამოხვევის კუთხე: განსაზღვრეთ გრაფიკული პროდუქტების საწყისი წინასწარი გამოხვევის კუთხე.
8. ნაგულისხმევი ჰემის გახსნა: დააყენეთ ჰემინგის ოპერაციებში სახელურის პოზიციონირების საწყისი გახსნის მანძილა. ნაგულისხმევი მნიშვნელობა არის 0,00 მმ (ანუ ფლანეცებს შორის არ არსებობს სივარტი).
9. ნაგულისხმევი გაზომვები: წინასწარ დააყენეთ გრაფიკული პროდუქტის ნახაზის გაზომვების საბაზისო მნიშვნელობა (გარე გაზომვები ან შიდა გაზომვები), რაც პირდაპირ აისახება "გაზომვები (D1)" პარამეტრის გამოთვლის ლოგიკაზე.
Ზემოხსენებული ნაგულისხმევი პარამეტრების შეცვლით მანქანის ჩართვის კონფიგურაცია შეიძლება მორგებული იქნას კონკრეტული წარმოების მოთხოვნების შესაბამად, რაც ამავდროულად ამაღლებს ექსპლუატაციურ ეფექტურობას.
Გამოთვლის პარამეტრები
DELEM DA-66T პარამეტრების რეჟიმში შესაძლებელია შემდეგი პარამეტრების მორგება ფერდის ნაკლებობის გამოთვლის ლოგიკის შესაცვლელად, რაც უფრო მეტად უზრუნველყოფს ფერდის სიზუსტეს:
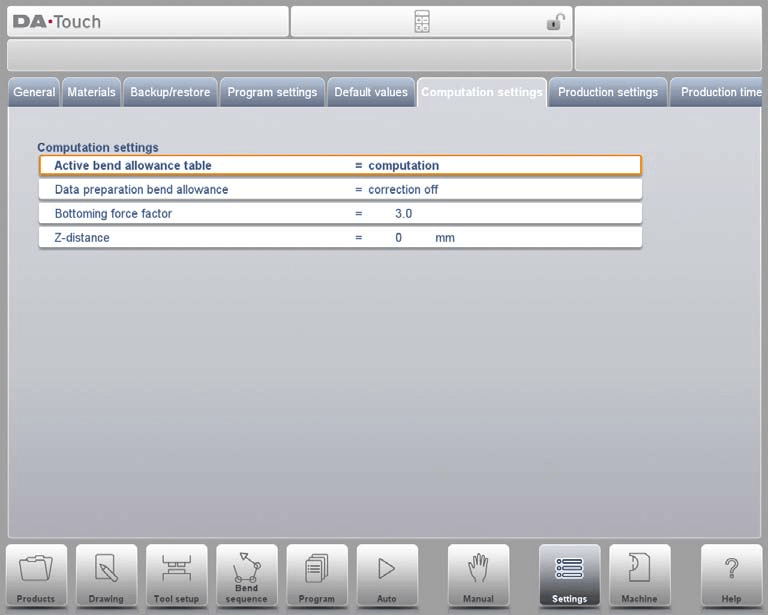
Აქტიური ფერდის ნაკლებობის ცხრილი
• გამოთვლის რეჟიმი: სისტემის სტანდარტული ფორმულის გამოყენება ფერდის ნაკლებობის ავტომატური გამოთვლისთვის.
• ცხრილის რეჟიმი: თუ ფერდის ნაკლებობის ცხრილი უკვე იმპორტირებულია, შესაძლებელია წინასწარ დაყენებული მნიშვნელობების მიხედვით შესწორებების გაკეთება.
Ფერდის ნაკლებობის შესწორება
• შესწორება გამორთულია: ციფრული პროგრამირების დროს ფერდის ნაკლებობა არ ემატება.
• შესწორება ჩართულია: ფერდის ნაკლებობა ჩაირთვება პროდუქტის პროგრამირების დროს (პროგრამის რეჟიმში). სისტემა ავტომატურად გამოთვლის და შეინახავს ღერძების შესწორების პარამეტრებს, რომლებსაც შესაძლებელია ნახოთ და შევცვალოთ წარმოების რეჟიმში (ავტომატურ რეჟიმში).
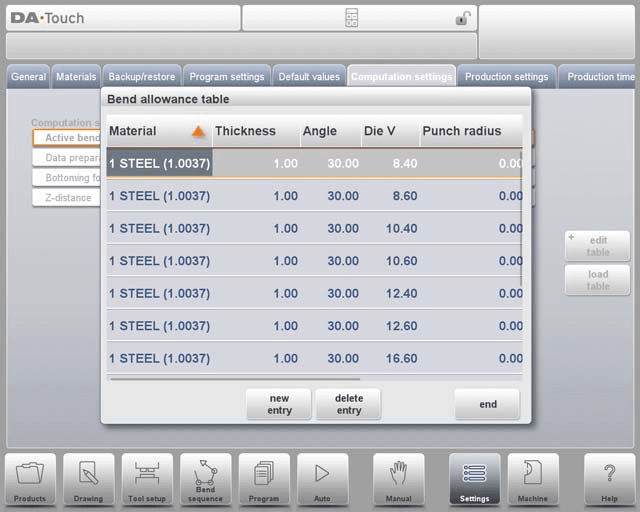
Გამოთვლის პარამეტრების ინტერფეისში სხვადასხვა პარამეტრი შესაძლებელია ცხრილის სახით შეცვლა: აირჩიეთ სამიზნე ველი, შეიყვანეთ ახალი მნიშვნელობა და დააჭირეთ Enter კლავიშს ცვლილების დასამტკიცებლად. შეიძლება აღინიშნოს, რომ ცხრილი მხოლოდ მაშინ შეიძლება რედაქტირება, როდესაც ის უკვე ჩატვირთულია მარეგულირებლის სისტემაში, ხოლო ამ მენიუს საშუალებით დროებით არ შეიძლება ახალი ცხრილების შექმნა.
Არსებული გამოხრის ნებართვის ცხრილის ჩატვირთვის მიზნით შეგიძლიათ გადახვიდეთ სასურველ ფაილის მისამართზე „ცხრილის ჩატვირთვა“ ფუნქციის საშუალებით. გამოხრის ნებართვის ცხრილის დეტალური აღწერის შესახებ იხილეთ ოფიციალური DELEM-ის სახელმძღვანელო.
Ძირითადი რეგულირებადი პარამეტრები
1. დაბეჭდვის ძალის კოეფიციენტი: ადაპტირებს ჰაერით გამოხრის დროს საჭიროებული ძალის მრავლებლის მნიშვნელობას სამიზნე დაბეჭდვის ძალის მისაღებად.
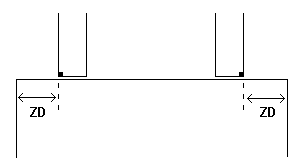
2. Z-მანძილა: დააყენეთ თითის ბოლოსა და ფურცლის კუთხის შორის მანძილა. თუ აღჭურვილი ხართ ავტომატური Z-ღერძით, სისტემა ავტომატურად გამოთვლის თითის მდებარეობას ფურცლის ბოლოს მდებარეობის მიხედვით.
Წარმოების პარამეტრები
DELEM DA-66T პარამეტრების რეჟიმში ოპერატორებს შეუძლიათ მოხერხებულად შეცვალონ შემდეგი პარამეტრები ღერძის გამოკეტვის პროცესის ოპტიმიზაციისთვის, რათა გამოვიყენოთ როგორც ეფექტურობა, ასევე უსაფრთხოება:
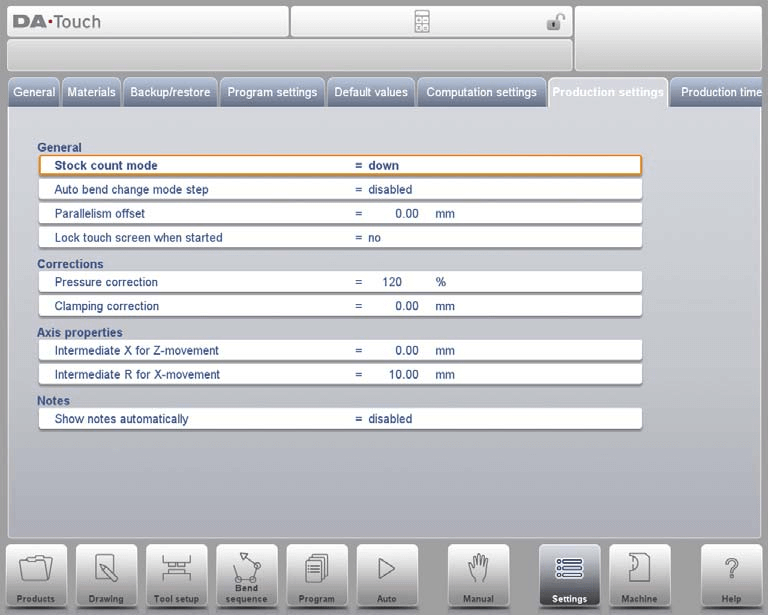
1. მასალის დათვლის რეჟიმი: მასალის დამთვლელის დათვლის მიმართულების განსაზღვრა (ინკრემენტული ან დეკრემენტული). დეკრემენტული დათვლა შესაფერებელია წინასწარ დაყენებული წარმოების ნორმების შესრულებისთვის, ხოლო ინკრემენტული დათვლა ხელს უწყობს წარმოების პროცესის რეალურ დროში მონიტორინგს.
2. ავტომატური გამოკეტვის ცვლილების რეჟიმი – ნაბიჯი: ნაბიჯის რეჟიმის ჩართვის შემდეგ დააჭირეთ სტარტის ღილაკს, და სისტემა ავტომატურად ჩატვირთავს შემდეგი გამოკეტვის პარამეტრების კომპლექტს უწყვეტი მუშაობის მისაღწევად.
3. პარალელურობის წანაცვლება: Y ღერძის სვლის პარალელურობის მნიშვნელობის დაყენება. ეს მნიშვნელობა მოქმედებს მხოლოდ მიმაგრების წერტილის ქვემოთ და დაემატება Y2 პარამეტრს გამოკეტვის პარალელურობის უზრუნველყოფისთვის.
4. გაშვების შემდეგ ტაჩსკრინის დაბლოკვა: ამ ფუნქციის ჩართვის შემდეგ კონტროლერის გაშვების დროს ტაჩსკრინი დაიბლოკება, რათა თავიდან ავიცილოთ შემთხვევითი მოქმედების გამო პარამეტრების შეცვლა.
5. წნევის კორექცია: დააყენეთ წნევის ვალვის გამოთვლილი წნევის პროცენტული მნიშვნელობა სწორი წნევის მისაწოდებლად.
6. შეკავების კორექცია: კალიბრირებით დააყენეთ სხელის შეკავების პოზიცია, რათა უზრუნველყოფილი ფურცელი მაგრად დაიფიქსოს. დადებითი მნიშვნელობა ნიშნავს შეკავების პოზიციის გაღრმავებას, ხოლო უარყოფითი მნიშვნელობა — შეკავების პოზიციის აწევას.
7. ნაკლებად გამოყენებული ნაკეთობის მხარდაჭერის დაბრუნების სიჩქარე: დააყენეთ ნაკეთობის მხარდაჭერის დაბრუნების სიჩქარე გამოხვევის შემდეგ (გამოხატული მაქსიმალური სიჩქარის პროცენტული მნიშვნელობით), რომელიც ხელმისაწვდომია მხოლოდ მაშინ, როდესაც მანქანა აღჭურვილია ნაკეთობის მხარდაჭერის ფუნქციით.
8. ნაკეთობის მხარდაჭერის დამატებითი კუთხე: დაამატეთ დამატებითი კუთხე ნაკეთობის მხარდაჭერის ერთეულს დეკომპრესიის დროს, რაც მოქმედებს მხარდაჭერის ფუნქციით აღჭურვილ სისტემებზე.
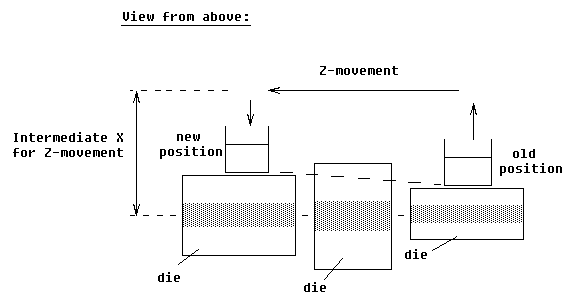
9. Z-მიმართულების მოძრაობის დროს შუალედური X: განსაზღვრეთ X-ღერძის უსაფრთხო პოზიცია Z-ღერძის მოძრაობის დროს, რათა თავიდან აიცილოს სხვადასხვა ზომის ფორმებთან შეჯახება.
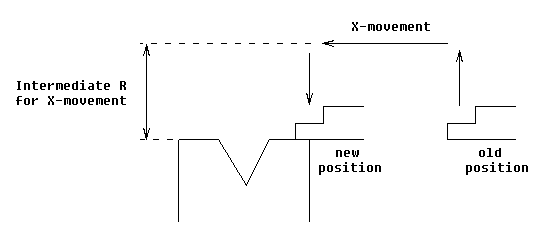
10. შუალედური R ღერძი X-ღერძის მოძრაობის დროს: დააყენეთ R-ღერძის შუალედური პოზიცია X-ღერძის მოძრაობის დროს, რათა უზრუნველყოთ ფორმის უსაფრთხო ზონაში მოძრაობა და შეხვედრების თავიდან აცილება.
11. შენიშვნების ავტომატურად ჩვენება: ავტომატურ რეჟიმში, როდესაც აირჩევა ახალი გამოკეტვის ეტაპი, სისტემა ავტომატურად გამოაჩენს ამ ეტაპის შენიშვნებს, რაც ამჯობესებს ოპერატორის აღქმას და უზრუნველყოფს ერთნაირ ექსპლუატაციას.
Ზემოხსენებული პარამეტრების მეშვეობით DELEM DA-66T უკეთ ადაპტირდება კონკრეტულ წარმოების მოთხოვნებს და ამცირებს როგორც წარმოების ხანგრძლივობას, ასევე რისკებს.
Წარმოების დროის გამოთვლა
DELEM DA-66T-ის პარამეტრების რეჟიმში შესაძლებელია შემდეგი პარამეტრების კონფიგურირება გამოკეტვის მიმდევრობის წარმოების დროის გამოთვლის ოპტიმიზაციის მიზნით, რათა დროის შეფასება სრულად შეესატყოს ფაქტობრივ ექსპლუატაციურ პროცესს:
Წარმოების დროის გამოთვლის ლოგიკა
Წარმოების დროს გამოთვლა ძირითადად ეყრდნობა ღერძის პოზიციონირების სიჩქარესა და პროდუქტის მოვლის დროს. მათ შორის, ღერძის პოზიციონირების სიჩქარე განისაზღვრება მანქანის პარამეტრებით, ხოლო მოვლის დრო პირდაპირ დაკავშირებულია პროდუქტის ზომას (განსაკუთრებით სიგრძესა და სიგანეს) — პატარა პროდუქტების მოვლა უფრო ეფექტურია, ხოლო დიდი ზოლისებრი პროდუქტების გადაბრუნების ოპერაცია მეტ დროს მოითხოვს.
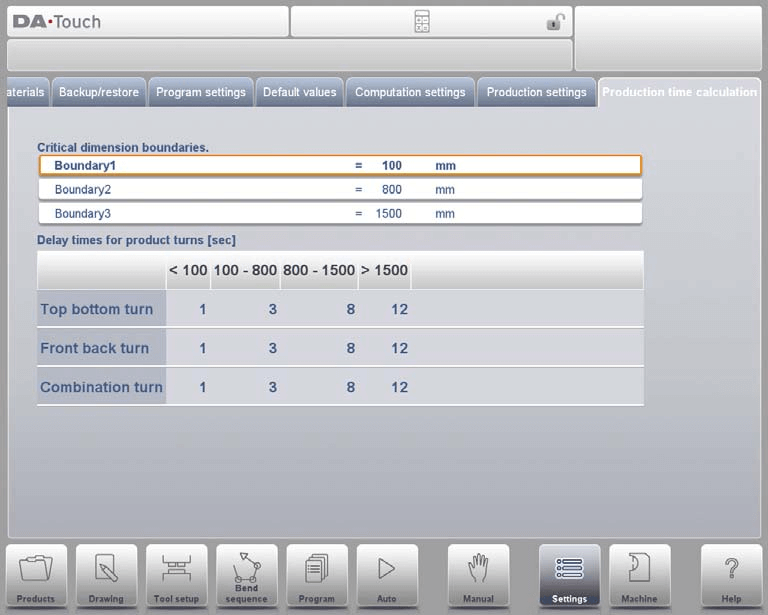
Გადაბრუნების დროს კონფიგურაცია
Სხვადასხვა ზომის პროდუქტების გადაბრუნების დრო შეიძლება დაყენდეს ცხრილის საშუალებით (ერთეული: წამები). ცხრილი პროდუქტების სიგრძეს ადარებს ოთხ ინტერვალს, ხოლო თითოეული ინტერვალი შეესაბამება სხვადასხვა გადაბრუნების ტიპისთვის წინასწარ დაყენებულ დროს (ზედა-ქვედა გადაბრუნება, წინა-უკანა გადაბრუნება, კომბინირებული გადაბრუნება). ამასთანავე, სამი სიგრძის საზღვრის მნიშვნელობა (საზღვარი 1, საზღვარი 2, საზღვარი 3) შეიძლება მორგებული იყოს სხვადასხვა ზომის პროდუქტების გადაბრუნების დროს სწორად ადაპტირების მიზნით.
Ამ პარამეტრების შეცვლით წარმოების დროის გამოთვლა შეიძლება უფრო მჭიდროდ შეესატყოს ფაქტობრივ ექსპლუატაციურ სცენარს და წარმოების გეგმის შედგენისთვის მიაწოდოს სანდო საფუძველი.
Დროის პარამეტრები
Სისტემის სწორი დროს კონფიგურირება უზრუნველყოფს ყველა მანქანის მუშაობის ჩანაწერების სრულ საკვალიფიკაციო კვლევას და ამართავს მათ პროექტის დროის განრიგთან. კონკრეტული კონფიგურირებადი ვარიანტები შემდეგნაირად გამოიყურება:
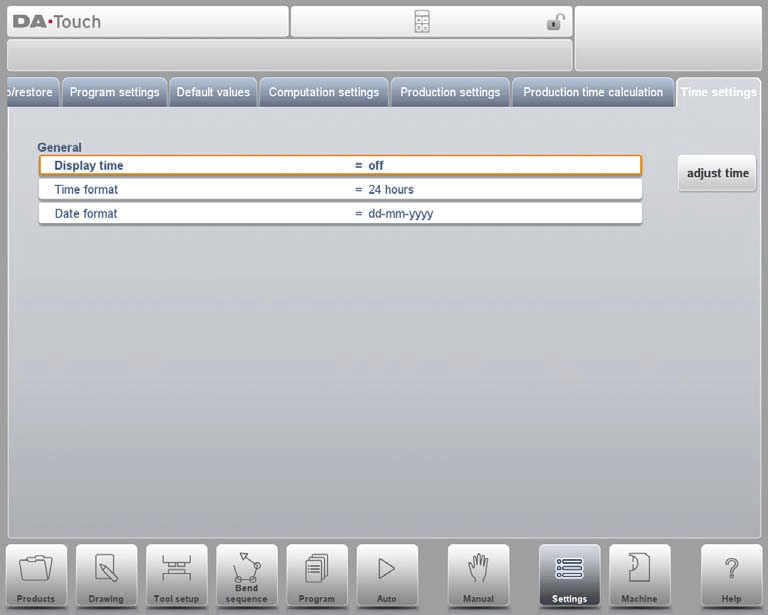
• დროის ჩვენება: აირჩიეთ სათაურის ზოლში დროის ჩვენების ფორმა (აჩვენებს თარიღსა და დროს, მხოლოდ დროს ან არ აჩვენებს დროს).
• დროის ფორმატი: აირჩიეთ დროის ჩვენების ფორმატი (24-საათიანი ან 12-საათიანი ფორმატი).
• თარიღის ფორმატი: აირჩიეთ თარიღის ჩვენების ფორმატი (დდ-თთ-წწწწ, თთ-დდ-წწწწ ან წწწწ-თთ-დდ).
• დროის შეცვლა: სისტემის თარიღისა და დროის ხელით შეცვლა. ეს ოპერაცია ერთდროულად განაახლებს Windows ოპერაციული სისტემის თარიღსა და დროს.
Ხშირად დასმული კითხვები (FAQ)
DELEM DA-66T-ის პარამეტრების რეჟიმში პარამეტრების შეცვლა შეიძლება იყოს მანქანის უსაფრთხოებაზე გავლენას მოახდენოს?
Ეა, მთჟლთ. ყველა პარამეტრის რეგულირება უნდა იყოს მკაცრად დაცული უსაფრთხოების ნორმებისა და მწარმოებლის სახელმძღვანელოების შესაბამისად, რათა თავიდან იქნას აცილებული უსაფრთხოების უბედურ შემთხვევები, რომლებიც გამოწვეულია პარამეტრების არასწორი პარამეტრების დაყენებით და უზრუნველყოს, რომ მანქანა ყოველთვის
Რა არის საუკეთესო გზა, რომ calibrate პრესის მუხრუჭი ზუსტად?
Პრესის საბრმავის ზუსტი კალიბრაციის მისაღწევად, ჯერ დარწმუნდით, რომ მანქანა ჰორიზონტალურად არის განთავსებული; შემდეგ გამოიყენეთ ციფრული საზომი, რომ გაზომოთ მუხტის კუთხე და დააყენოთ იგი მწარმოებლის მიერ მოწოდებული კალიბრაციის სტან
Რამდენად ხშირად უნდა მოხდეს პრესის საბრმავის ტექნიკური მომსახურება?
Რეკომენდებულია რუტინული მოვლა მანქანის მუშაობის ყოველ 500 საათში, მათ შორის ძირითადი კომპონენტების მდგომარეობის შემოწმება, მანქანის ზედაპირის გაწმენდა და მოძრავი ნაწილების გაწოვა.
Დასკვნა
Შეჯამების მიზნით, DELEM DA-66T-ის პარამეტრების რეგულირების რეჟიმის ეფექტურად დაუფლება არის ჩახშობის მანქანის ექსპლუატაციური ეფექტურობის ოპტიმიზაციის ძირეული პირობა. ღერძების პარამეტრების, ინსტრუმენტების პარამეტრების და უსაფრთხოების პროტოკოლების მოსახერხებელი კონფიგურაციით არ მხოლოდ დაუზუსტებლობის სიზუსტე და წარმოების ეფექტურობა უზრუნველყოფილება, არამედ მოწყობილობის სამსახურის ხანგრძლივობაც ეფექტურად გაფართოვდება.
DELEM DA-66T-ის შესაძლებლობების მაქსიმალურად გამოყენების მიზნით, რეკომენდება რეგულარულად გადაამოწმოთ და განაახლოთ შესაბამისი პარამეტრები კონკრეტული წარმოების მოთხოვნების მიხედვით. თუ ექსპლუატაციის პროცესში გაჩნდებათ რაიმე კითხვა ან დაგჭირდებათ დამატებითი დახმარება, გთხოვთ, არ შეიძლება დაუყოვნებლივ მიმართოთ ჩვენს ტექნიკურ გუნდს. ამასთანავე, მოწყობილობის ოპტიმიზაციის მეტი პრაქტიკული უნარების მისაღებად შეგიძლიათ გაეცნოთ ჩვენს სხვა ტექნიკურ დოკუმენტებს.

