















































Მასტერი გახდეთ გაბრუნების მაशინების დონილობის ტექნოლოგიაზე: გამოსავალი საფარის გაბრუნებაში გამოსაცდელი კლეი პასი. რატომ არის ასე მნიშვნელოვანი დონილობა გაბრუნების ზუსტობისთვის
Ლამელური მეტალის გადამუშავების სფეროში, გამრუდების მანქანების დონოზე ჩასწორება არის ძირითადი ბმული გადამუშავების ზუსტობის გარანტირებისთვის. დონოზე არაჩასწორებული გამრუდების მანქანა არამატერიალური გადახრის და კუთხის არაერთნაირობის გამოცალკევს გამოიწვევს, რაც შეიძლება ასევე აჩქაროს მანქანის არსებითი დახარჯი და უსაფრთხოების მაგალითები გამოიწვევს. ზუსტი დონოზე ჩასწორების შემდეგ, გამრუდების მანქანა შეძლებს:
Მასალის ძალის ერთნაირი განაწილება
Მაღალი ერთნაირობა გამრუდების კუთხეში
Ზუსტი პროდუქტის ზომები
Აპარატურის სერვისის ვადის გაგრძელება
Ოპერაციის უსაფრთხოების გაუმჯობესება

Პროფესიონალური დონოზე ჩასწორების მიზეზი
1. ძირითადი მომზადება
Დონოზე ჩასწორების დაწყების წინ უნდა დარწმუნდეთ:
Მართივი სრული Gaussian გამორთვა და ყველა საბეზრთაო მოწყობა არის ადგილზე
Სამუშაო ფართი ნაკლებია და თავისუფალი არის ნახევრებისგან
Მზადებით მაღალი პრეციზიონის დონე (რекომენდებულია 0.02mm/m ზუსტებით)
Მზადებით განსაზღვრული გასაშუქი სეტები განსხვავებული thicness-ით
2. ფუნდამენტის შემოწმება და გადამუშავება
Იспოლირეთ ლაზერული დონე, რათა შეამოწმოთ ფუნდამენტი მართივისთვის ინსტალირებისთვის, შემდეგი მოთხოვნებით:
Ფუნდამენტის მოწინავდომის საშუალება უნდა ჩამოუთვალიოს მართივის წონის 1.5 ჯერ მეტი
Დონის გადახრა არ უნდა აღემატებოდეს 0.1mm/m
Თუ განიხილება მოიძებნება, ფუნდამენტი უნდა გადაადგილებინა
3. პრეციზიონის დონე
1. წინადადებითი შემოწმება: დაასახელოთ ჰორიზონტული ზომვა სხვადასხვა ადგილებზე სამუშაო საფეხურზე და ჩაწერეთ მონაცემები თითოეულ წერტილზე
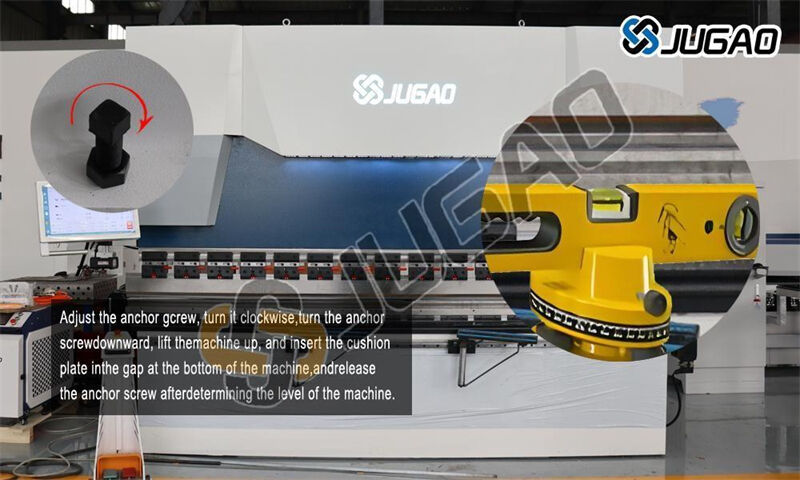
2. ფეხების გამოსახელება: პრიორიტეტულად გამოიყენეთ სტანდარტული ჰორიზონტირები, რომლებიც იქნება მოწყობილი მოწყობილობით
3. კომპენსაცია შიმებით: იმ ადგილებში, სადაც ფეხების გამოსახელება შეუძლებელია, გამოიყენეთ რისტოვანი მასის შიმები დეტალური გამოსახელებისთვის
4. მეორე შემოწმება: გამოიყენეთ დიაგონალური ზომვა სამუშაო ჰორიზონტულობის დარწმუნებისთვის
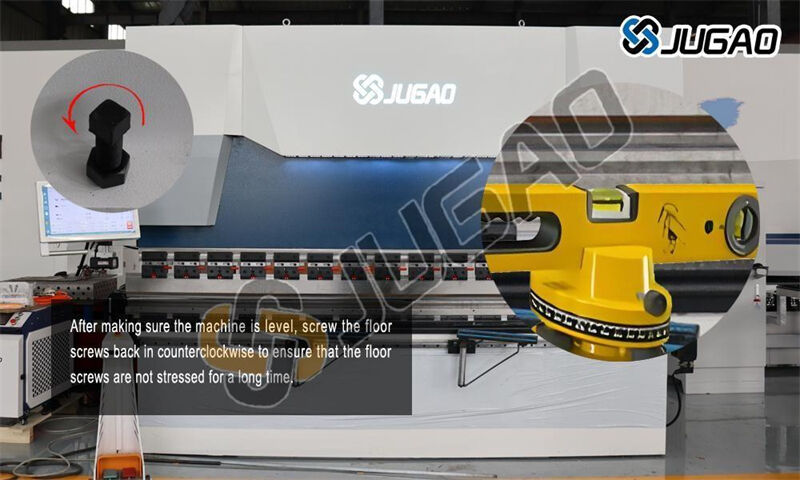
5. დაკავშირება და დაკავშირება: გამოიყენეთ ტორქის გასწორებელი და დაჭერით დაკავშირების болტები მითითებულ ტორქით
4. შემოწმება და ტესტირება
Ჰორიზონტირების შემოწმების შემდეგ, შემდეგი უნდა გაკეთდეს:
Სტატიკური განახლება: გაიმეორეთ ჰორიზონტირების შემოწმება 1 საათის შუალედურად
Დინამიკური ტესტი: შეამოწმეთ რეალური გამრუდების ტესტი
Სამი-კოორდინატული ტესტი: გამოიყენეთ სამკოორდინატული ზომვის მაशინა ტესტირების ზუსტი შემოწმებისთვის

Განვითარებული დონის ტექნიკები
Დიდი გამრუდების მაशინებისთვის რекომენდება:
Იყენებენ ელექტრონულ დონეს პროფესიონალური დონის პროგრამული უზრუნველყოფით
Შევსება დასრულებული იყოს მაशინის წინადადების შემდეგ
Განიხილეთ არბენის ტემპერატურის ცვლილების გამომწვევა მაशინზე
Დაარქივეთ დონის მონაცემთა ფაილი
Მართვის სპეციფიკაციები
Ძირითადი ზუსტების გარანტირებისთვის უნდა დაემატონ:
Კვირიული სწრაფი შემოწმების სისტემა
Ყოველთვიური სრული შემოწმების გეგმა
Კვარტალური პროფესიონალური კალიბრირება
Დაწყებითი გამოსახატველი შემოწმება გარემოს ცვლილებების შემდეგ
Გავრცელებული პრობლემების ამოხსნები
Პრობლემა 1: დაბრუნების შემდეგ მიმდინარე გაღების კუთხეები ჯერ ასევე ჩანს
Შეამოწმეთ ფორმის ნახვევა
Დაადასტურეთ ჰიდრაულიკური სისტემის წნევის ბალანსი
Შეამოწმეთ გლისის პარალელურობა
Პრობლემა 2: აღდგომის ცვლილება მანქანის გამოყენების შემდეგ ზოგიერთი დროის განმავლობაში
Შეამოწმეთ ფუნდამენტის ჩამოსულობა
Დაადასტურეთ, რომ ანკორის ბოლტები არ არის გამოწეული
Განათვალიერეთ ტემპერატურული დეფორმაციის ფაქტორები
Ამ სისტემურ დონგების მეთოდის მეშვეობით, მომართველები შეძლებენ დარწმუნებას, რომ გამრუდების მაशინი ყოველთვის იქნება საუკეთესო მუშაობის მდგომარეობაში, ხარისხიან პროდუქციისთვის დაარსებულ დაფუძნებით. მიმართეთ ყურადღე, რომ ზუსტი დონგები არის არამატერიალური ნაბიჯი აპარატის მონაცემებში, როგორც გარანტია გრძელ დროის მაღაზიერების ზუსტებისთვის.

