















































3-რიგაზე და 4-რიგაზე მუხლის გამოვლის განსხვავებული მახასიათებლები
Მთავარი პერიოდის განმავლობაში, როდესაც მე მუშაობდი ლარების გამრუდების მაशინებთან, ხშირად მიმაჩნიერებდი განხილვებს 3-როლის ლარების გამრუდების მაशინებისა და 4-როლის ლარების გამრუდების მაშინების შედარების შესახებ. თითოეული ვარიანტი წარმოადგენს განსხვავებულ მერიტებს და მიყენებულია მეტალურგიული ფაბრიკაციის განსხვავებულ აპლიკაციებისთვის. საჭიროა გაიგოთ 3-როლისა და 4-როლის ლარების გამრუდების მაशინების შორის განსხვავებები, რათა დარჩერებული პროექტებისთვის შესაბამისი აღზრდა ირჩევენ. დროის განმავლობაში, მე მიეღო განვითარებული გასაგები მათ მუშაობის პრინციპებზე, ეფექტიურობის მეტრიკებზე და მათ მიერ მიღებული გამრუდების ხარისხზე. ამ განხილვაში, მე გამოვსახებ ამ განსხვავებებს, რათა დახმაროთ მეტ ინფორმირებული გადაწყვეტილებების მიღება თქვენი ლარების გამრუდების საჭიროებისთვის.
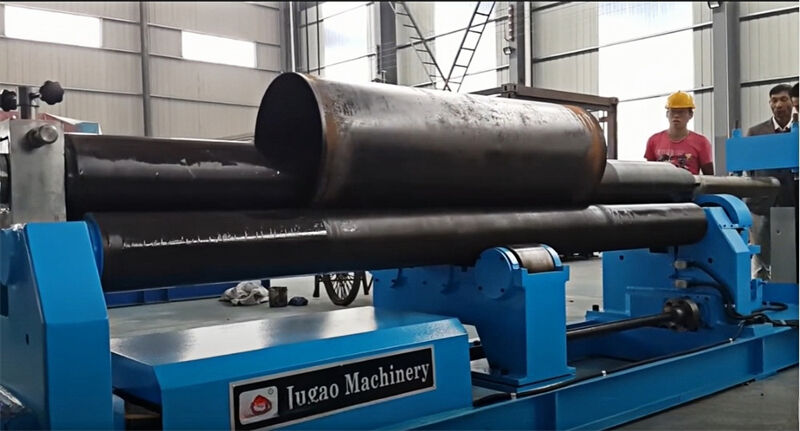
Ლარის გამოდგომის მანქანა არის ტიპის მეტალურგიული მანქანები და აღები, რომლებიც გამოძახებენ არა-მეტალურგიულ ლარებს კონუსურ, სფეროიდურ, ცილინდრულ ან სხვა გეომეტრიული ფორმებად. ეს მანქანები გამოიყენება წარმოების, ბოილერების, პარ სისტემების, ქიმიური ინდუსტრიების, არა-მეტალურგიული სტრუქტურებისა და მექანიკური ინჟინერინგის და სხვა სექტორებში. გამოდგომის მანქანების განსხვავებულობა გამოიწვევს მათი განსხვავებული გამოყენებები განსხვავებულ სფეროებში.
Ლარის გამოდგომის მანქანები განსხვავდებიან ლარების რაოდენობის მიხედვით, რაც მიი manh 3-ლარიან და 4-ლარიან ტიპებად. ჩვეულებრივი გაუმჯობესია, რომ ძირითადი განსხვავება შორის არის მხოლოდ ერთი დამატებითი ლარი 4-ლარიან მანქანაში. შედეგად, ზოგიერთი ადამიანი, შეძენის დროს, შეცდომით ისე იფიქრებს, რომ 4-ლარიანი მანქანა არის უკეთესი დამატებითი ლარის გამო. თუმცა, ეს შეხედულება არის შეცდომითი, რადგან ეს ორი მანქანა მნიშვნელოვანი განსხვავებები აქვს.
Განსხვავებული მახასიათებელები 3-როლიანი და 4-როლიანი პლატოს გამრუდების მაशინებისათვის
Სტრუქტურული ესტეტიკა
Სამ-როლიანი გამრუდების მაშინა აღწერილია სამ როლით, ხოლო ოთხ-როლიანი მაშინა მოიცავს ოთხ. ამ ძირითადი განსხვავების გარდა, სამ-როლიანი მაშინა მოგვიანებით უფრო მარტივ და უსაფუძველო ესტეტიკას წარმოადგენს. საწინააღმდეგოდ, ოთხ-როლიანი მაშინა, რომელიც იყენებს ჰიდროავტომატურ და CNC ტექნოლოგიას, უფრო გამრავლებულ და ელეგანტურ მაჩვენებელს აქვს. მის დიზაინში დეტალებზე მიმართული ყურადღება არამატერიალურად გაუმჯობეს გამოსაобработვის ზუსტობას და წვდომის გამოცხადებას.


Მაशინის სტრუქტურა
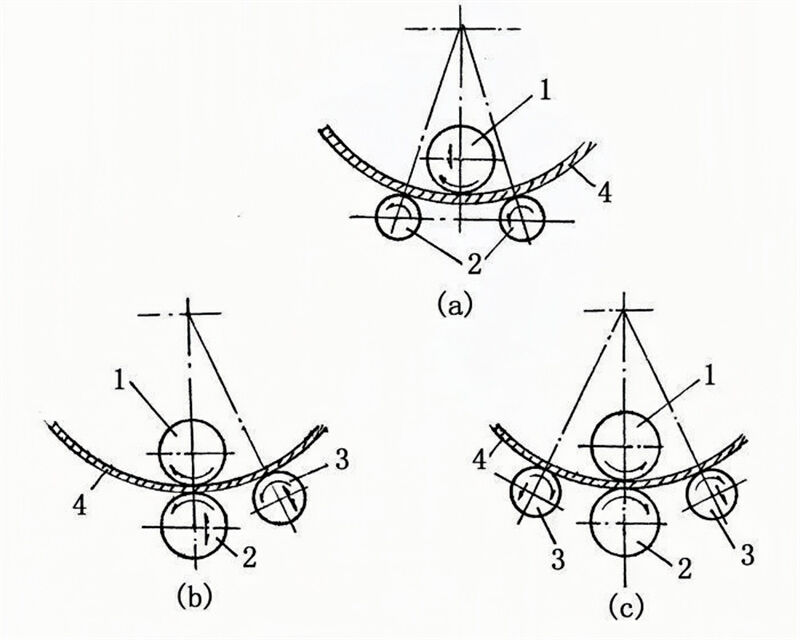
Მექანიკური სამგვარი როლების დახრილი მაशინა გაყოფილია ორ ტიპზე: სამგვარი სიმეტრიული დახრილი მაშინა და სამგვარი ასიმეტრიული დახრილი მაშინა. სამგვარ სიმეტრიულ დახრილ მაშინაში, ერთი როლი მდებარეობს ზედაღაც, ხოლო მერე ორი როლი სიმეტრიულად განლაგებულია ქვედაღაც. საწინააღმდეგოდ, სამგვარ ასიმეტრიულ დახრილ მაშინაში გამოჩნდება ასიმეტრიული განლაგება, სადაც ერთ მხარეს მოიცავს ორ როლს, ხოლო მეორე მხარეს - ერთ როლს.
Განსხვავება მოცული რთული მანქანიდან არის მთავარ მძივნელი მექანიზმში, რომელიც წვრტელი როლებთან ერთება რედუქტორის და კროს-სლაიდერის კუპლინგის მეშვეობით, რათა მო,,,,,,,,,,,,,,,
Როლების რაოდენობაში აღმოჩენილი განსხვავება იწვევს განსხვავებულ ფაზების მექანიზმებს სამ-და რთული როლის მანქანებს.
Ტიპი მუშაობის
Სამ როლის პლატოს გადების მანქანა შუალედური და მრუდი მეტალურგიული პლატოების წარმოებაში შეძლებენ. მისი მუშაობა შემდეგნაირად ჩათვლის ორი ქვემო როლის სამრავლეს ძრავას, რომლებიც ცენტრალურად და სიმეტრიულად არიან დამყარებული. ეს სამრავლეს ძრავა ხდება ღურის როდის და გამოსახალი მექანიზმის საშუალებით. ქვემო როლების როტაცია ძრავს მоторი, ხოლო ტორქი გადაი전ება გადებულ პლატოსთან გარკვეული გიარის გამოსახალის და ქვემო როლის გიარის ჩამორთვის საშუალებით. პლატოების ბოლოებს საჭიროა წინაპარი გადება, რაც შესაძლებელია დამატებითი მანქანის საშუალებით.
Ოთხ როლის პლატოს გადების მანქანა შექმნილია მეტალურგიული პლატოების გადებისა და ფორმირებისთვის. ის შეძლებს შუალედური, მრუდი და კონუსური ელემენტების წარმოებას განსაზღვრული განზომილების დიაპაზონში. ამ მანქანას ასევე აქვს პლატოების ბოლოების წინაპარი გადების ფუნქცია, რაც მიიღებს მინიმალურ ნაშთის გარკვეული განზომილებები, და ის შეძლებს მიახლოებით მეტალურგიული პლატოების დონის გასართობას.

Ავტომატიზაციის ხარისხი
Სამ როლის მანქანა ხელმძღვანელობული კონტროლის სისტემას განთავს, ხოლო ოთხ როლის მანქანა ადაპტირებულია ტუჩსკრინის ინტერფეისით და CNC სისტემით, რომელიც შესაძლებლობას გაძლევს პროგრამული მűსამუშაო. ციფრული კონტროლი საშუალებას გაძლევს ერთი როლის ფორმირების პროცესში, ტუჩსკრინის შესაძლებლობით ვიზუალური შეყვანისთვის, მუშაობის ნაბიჯების რედაქტირებისთვის და მაქსიმუმ 500 მონაცემთა ნაკრების შენახვისთვის. ელექტრონული ბალანსირების სისტემა, EPS-თი ინტეგრირებული, უზრუნველყოფს როლების მოძრაობას პარალელურად 0.15 მმ-ის ტოლერანსში. სისტემა მხარდაჭერს ადამიან-მანქანა ინტერაქციას, თვითმუშაობის შეცდომების განსაზღვრას და ინტელექტუალურ მუშაობის შეცდომების იდენტიფიკაციას. ტამბურის ფორმის როლები გამოჩნდება მარტივი წრიულობით და მაღალი წონდებით. ყველა მოძრაობა ჰიდრაულიკურად განთავს.
Რულები შემდგომად დამზადებულია წყვილის წინააღმდეგ მოძრაობისთვის გაიდასაშორის მარკანის შინაარსში, რაც ახალგაზრდას მართვას შორის ორ მხარეს მცირე მართვის მართვას უზრუნველყოფს. მასიური კადრი, რომელიც განსაზღვრულია შუა და დიდი ზომის რულებისთვის, ანელირებულია ერთი ერთობრივად, რათა წაშალოს სტრესი და არ გადაქვას. რულები შემდგომად მწარმოებულია როგორც ერთი ნაწილი, გადააქვთ გამრავლების პროცესს და საშუალებას აძლევენ მისამართებელ და ავტომატურ მოდებში.


Გამოტანის მეთოდი
Სამი რულის მოთხოვნა არის ხელით გამორთვა, რომელიც მოითხოვს მანქანაზე მუშაობის ხელით გამორთვას. საწინააღმდეგოდ, ოთხი რული აღჭურვილია წვდომის ღილაკებით, რაც უზრუნველყოფს მარტივ და სწრაფ გამოტანის პროცესს, რომელიც ჩანაცვლების მიმართ სამი რულისგან საკმარისად სწრაფია.

Რულის მოძრაობის ფორმა
Სამი როლერიანი ასიმეტრიული პლატოს გადაკრულების მაशინა მართავს ზედა როლერს, რომელიც მთავარი მძიმის მექანიზმია. ქვედა როლერი შეიძლება გადაადგილდეს ვერტიკალურად, რათა დაამაგრებინებინა პლატოს, და ერთმანეთს ერთიანობაში ჩაიწყრება ზედა როლერის გარშემო, რათა მთავარი მძიმის ფუნქცია შესრულდეს. გვერდიანი როლერი შეიძლება გადაადგილდეს ხდებისა და აღჭერის მიმართულებით, რათა გაძლევდეს წინაპრებასა და გარულებას. საწინააღმდეგოდ, სამი როლერიანი სიმეტრიული პლატოს გადაკრულების მაშინა მდებარეობს ზედა როლერები სიმეტრიულად ორი ქვედა როლერის ზედა ნაწილში, რომლებიც შესრულებენ ვერტიკალურ აღჭერის მოძრაობებს მუხლისა და მთავარი გამოსახული მექანიზმის მიერ. ორი ქვედა როლერი მართავს როტაციულ მოძრაობას, რომლის განაპირობება შედგება რედუსტორის გამოსახული გარშემოს და ქვედა როლერის გარშემოს ერთიანობის შესაბამისად, რათა შექმნას საჭირო ტორქი პლატოს გადაკრულებისთვის.
Ორივე ტიპი მუშაობს სამ წერტილიან დაკავებული წრეწირის პრინციპზე, რომელიც გათვალისწინებს გარდაქმნის სისტემებს განსხვავებული რადიუსებით. თუმცა, ოთხ-როლიკოვანი გარდაქმნის მანქანა განსაზღვრული უფლებების მიმართ მეტი ძლიერებას განსაზღვრავს წყვილის წელების წინა გარდაქმნაში და წრეწირული პროფილის უფრო ზუსტი კалиბრირებაში თავის სამ-როლიკოვან პარტნიორის მიმართ.
Ენერგიის რეჟიმი
Მეტი სამ-როლიკოვანი გარდაქმნის მანქანები მექანიკურია; თუმცა, ჰიდროლიკური გარდაქმნის მანქანებიც არსებობს. გამოსახულია, რომ ყველა ოთხ-როლიკოვანი გარდაქმნის მანქანა ჰიდროლიკური ტიპისაა. მექანიკური სამ-როლიკოვანი სიმეტრიული გარდაქმნის მანქანა მიმდინარე სტრუქტურული დიზაინით მოიცავს, სადაც ზედა როლიკი სიმეტრიულად მდებარეობს ორი ქვედა როლიკის შორის. ეს ზედა როლიკი შესრულებს სამართავი აღწერას მეხანიზმის გამოყენებით, რომელიც გადაი전ება კონუსური გერბის გამოყენებით, მთავარი რედუქტორის ერთმანეთში გადაწყვეტილი გერბის მიერ. ორი ქვედა როლიკი შენარჩუნებულია როტაციული მოძრაობით გერბის გადაჭრივების მიერ, რომელიც მომზადებს საჭირო ტორქს გარდაქმნისთვის.
Განსხვავებული ფლატ მეტალურგიული პლატონი დამუშავდება სამი მუშაობის როლების — ორი ქვემოთ და ერთი ზედა როლის — მეშვეობით, სადაც ზედა როლი ახდენს ჩამოწერილ წნევას და ქვემოთ მყოფი როლები როტაციას. ეს მოქმედება მეტალურგიულ პლატოზე მრავალჯერადი უწყვეტი გამრუდების გამოწვევს, რაც გამოიწვევს დამუშავების მოკლე პლასტიურ გარდაქმნას და ფორმის მიღებას სასურველ ცილინდრულ, კონუსურ ან სხვა მითითებული ფორმებით. მექანიკური სამი-როლიანი პლატოს გამრუდების მაशინის მინუსი არის იმის მიხედვით, რომ პლატოს რიგი მოიწყება დაწინააღმდეგ მართვას სხვა მართვის მაशინებით.
Ჰიდროავტომატური სამი-როლიანი სიმეტრიული პლატოს გამრუდების მაშინაც მიიღებს სამი-როლიან სიმეტრიულ სტრუქტურას. ამ დიზაინში ზედა როლი მდებარეობს სიმეტრიულად ორი ქვემოთ მყოფ როლის შორის და შეძლებულია ვერტიკალური აღწერილი მოძრაობები ჰიდროავტომატური ცილინდრის მეშვეობით. ორი ქვემოთ მყოფი როლი გადააქვს როტაციას მთავარი რედუქტორის ბოლო გერეშის მეშვეობით, რაც გაძლევს ტორქს გამრუდების პროცესში.
Გარდაქმნილი ფლატუსი მეტალურგიული პლატონი გადავიდა სამ მუშაობის როლების მეzzo—ორი ქვედა როლი და ერთი ზედა როლი—სადაც ზედა როლი ხდის ჩამოწერას და ქვედა როლები როტირებულია. ეს მოქმედება მეტალურგიულ პლატოზე წარმოადგენს რამდენიმე უწყვეტ გამრუდებას, რაც განაპირობა მოწყობილობის სამუდამო პლასტიკურ გარდაქმნა და ფორმირება პლატოს სასურველ ცილინდრულ, კონუსურ ან სხვა მითითებული ფორმები. ჰიდრაულიკური სამ-როლის სიმეტრიული გამრუდების მაशინის მინუსი არის ის, რომ პლატოს რიცხვების მოჭრა საჭიროა წინასწარ გამრუდებისთვის დამატებით მასალებით. ეს ტიპი მაშინი მარტივად გამრუდებს პლატებს, რომლებიც აღემატებენ 50 მილიმეტრს thicke. დიზაინი დიდი პლატოს გამრუდების მაშინში შეიცავს დამატებით რიგი ფიქსირებული როლები ქვედა ორი როლისთვის, რაც მცირედ შემცირებს მათ შორის მანძილს. ეს ცვლილება გაუმჯობეს გამრუდების მუშაობის ზუსტობას და მაშინის საერთო მუშაობას.
Ოთხ რულის პლატოს გამრუდების მანქანა ჰიდრაულიკური ტიპისაა, სადაც ზედა რული მთავარი გადამოწმების როლში მუშაობს. ის გაძლევს ტორყს პლატოს გამრუდებისთვის, რომელიც გადაიცემა რედუქტორის გამომწვევი გიარის მეშვეობით, რომელიც ჩაფერდება ზედა რულის გიართან. ქვედა რული მუშაობს ვერტიკალურ აღწერის მოძრაობებზე, რომლის გამოწვევა ხდება ჰიდრაულიკური ნასახით ნაწილის მეშვეობით, რომელიც მუშაობს ჰიდრაულიკური ნასახში მდებარეობს, პლატოს შეკუმშვისთვის. გამარჯვებით, ქვედა რულის ორივე მხარეს მდებარე მხარეები შეიძლება იყოს დამატებით მოძრაობები რეკვეს მიერ გადაცემული ფილამენტური მასტერის მისაღების გიარის მეშვეობით. მანქანის მერიტი ისევ არის იმ ფაქტში, რომ ის შეუძლია პლატოს ბოლო წინაკურნების და გამრუდების განმარტება ერთ და იგივე აპარატზე.

Მუშაობის ეფექტიურობა
Სამ როლის პლატოს გამრუდების მანქანების ეფექტიურობა ხშირად მniejs არის მანქანის მექანიკური ბუნების გამო და განსხვავებული პროცესებში საჭირო ხელახალი შენარჩუნების გამო, რაც შემდეგ წვდომით შემცირებს ზოგად მუშაობას. საწინააღმდეგოდ, ოთხ როლის გამრუდების მანქანები, რომლებიც არის აღარაფერული ჰიდროავტომატიკით და CNC (კომპიუტერული რიცხვითი კონტროლი) ტექნოლოგიით, გამოჩნდნენ საკმარისი მეტ მоторული პროცესირების ეფექტიურობით და, შემდეგ წვდომით, უფრო აღმატებელი ზოგადი მუშაობით. ოთხ როლის მანქანებიდან გამოსავალი ნამუშევრების სიჩქარე ასევე მარტივად უფრო დიდია, ვიდრე მათ სამ როლის მანქანებისგან.
Обработки ზუსტება
Სამ როლის გამრუდების მანქანის პროცესირების ზუსტება ზოგადად არის დასაკმარისი და შესაძლოა შესრულოს მეტის მწარმოებლობის ფაბრიკების ძირითადი მოთხოვნები; ოთხ როლის გამრუდების მანქანის პროცესირების ზუსტება უფრო აღმატებელია, რაც შესაძლებლობას გაძლევს კონუსების და სხვა სპეციალური ფორმის ნამუშევრების წარმოებას.


Შედარება ფასებს
Მოდელების შედარებისას გარკვეულია, რომ სამ ქუთხის როლინგის მაशინის ღირებულება ჩანს ნაკლები, ვიდრე არმატურის როლინგის მაशინის. ეს განსხვავება წარმოდგენილია იმ ფაქტით, რომ სამ ქუთხის როლინგის მაშინის ზუსტება და ეფექტიულობა ზოგადად ნაკლებია, ვიდრე არმატურის როლინგის მაშინის. თუ მაშინის გამოყენების სიხშირე საპირისპიროდ დაბალია და მუშაობის ზედაპირზე ზუსტების მოთხოვნები არ არის ძალიან მაღალი, მაშინ უფრო საფასური სამ ქუთხის როლინგის მაშინის არჩევა შეიძლება იყოს განსაზღვრული. საწინააღმდეგოდ, თუ პროდუქციის სპეციფიკაციები მოითხოვენ უფრო მაღალ ზუსტების სტანდარტს, მაშინ არმატურის როლინგის მაშინი, მიუხედავად მისი უფრო მაღალი ღირებულებისა, წარმოადგენს უფრო ეკონომიურად სასარგებლო არჩევანი.

Როლინგის მაशინები ხელმისაწვდომია რაოდენობით მოდელებში, თითოეული საკუთარ სტრუქტურული საშუალებით და მუშაობის შესაძლებლობებით. როლინგის მაშინების პოტენციალური ყიდველები უნდა სცადონ გაიგეთ ეს მოდელების შორის განსხვავებები. საჭიროა გარეშე ნებისმიერი გაუგება ყიდვის პროცესში. ამ წერტილზე ვერ მოხდეს ყიდვა, რომელიც არ იკვეთს თქვენს მუშაობის საჭიროებებს, რაც შეიძლება მაშინის საუკეთესო გამოყენების შეზღუდვას გამოწვევას და მუშაობის ფლოვერში რაოდენობით რთულების ჩამონათვალს.
Გゲირი ოლსონის შესახებ
Როგორც დედიკებული ავტორი და რედაქტორი JUGAO CNC-სთვის, მე სპეციალიზირებით მუშაობს მეტალურგიული ინდუსტრიისთვის განსაზღვრული მსგავსი და პრაქტიკული კონტენტის წარმოებაზე. ამოცანების წელთა განმავლობაში ტექნიკური წერაში, მე მოკლებული სტატიები და ტუტორიალები წარმოადგენ, რომლებიც მეტალურგიული ფაბრიკანტებს, ინჟინერებს და პროფესიონალებს ხელს უწყობს ინფორმაციის შესაგებად უახლეს ინნოვაციების შესახებ ლამელარული მეტალის обработкაში, ჩა Gaussian CNC press brakes, hydraulic presses, shearing machines და სხვა.

