















































DELEM DA-52S პროგრამის მუდმივების კონფიგურაციის სახელმძღვანელო
Როდესაც DELEM DA-52S პროგრამის მუდმივების კონფიგურირებაზე საუბრობთ, ძირეული დაყენების გაგება აუცილებელია ხარისხიანი პრეს-ტახტის მუშაობის უზრუნველყოფად. თუ ამ პარამეტრების ეფექტურად დაყენებას განიხილავთ, თქვენ სწორ ადგილზე ხართ. ამ სახელმძღვანელოში მე გავასავალებთ ამ მნიშვნელოვანი პარამეტრების კონფიგურირების პროცესს და დაგეხმარებით გამოყენების ეფექტურობისა და სიზუსტის მაქსიმიზაციაში. მიუხედავად იმისა, არის თუ არ ხართ გამოცდილი ოპერატორი ან ახალბედა, რომელიც საკუთარი უნარების შესარჩევად მოიძიებს ინფორმაციას, ეს სტატია მოგაწოდებს საჭიროებულ ცოდნას, რომ დააყენოთ DELEM DA-52S საკუთარი საჭიროებების შესაბამად. აღნიშნული ნაბიჯების მიყოლებით შეძლებთ უზრუნველყოფას მეტალურგიული მოქმედებების სიზუსტით და მუდმივობით.
Შესავალება
DELEM DA-52S არის ძლიერი CNC მართვის სისტემა, რომელიც საშუალებას აძლევს პრეს-ტახტის მუშაობის გასაუმჯობესებლად მოცემული განსაკუთრებული შესაძლებლობებით. მისი პროგრამის მუდმივების სწორად გაგება და კონფიგურირება სიზუსტის, ეფექტურობის და საერთო პროდუქტიანობის გასაუმჯობესებლად განსაკუთრებით მნიშვნელოვანია.
Დააჭირეთ ამ კლავიშს პროგრამის მუდმივების შესატანად.
Პროგრამის მუდმივები რამდენიმე გვერდზე არის განაწილებული. მათ შემდეგ განყოფილებებში განიხილავენ.
Გენერალური
DELEM DA-52S პროგრამის მუდმივების სრულად გამოყენებისთვის ძალიან მნიშვნელოვანია მათი მოქმედებას მომავალი რამდენიმე პარამეტრის გაგება. ეს მუდმივები განსაზღვრავენ მანქანის ზოგად მოქმედებას, ექსპლუატაციურ შეზღუდვებს და მომხმარებლის ინტერფეისის კონფიგურაციებს. აქ მოცემულია ამ პარამეტრების ნაკლებად რთული გასაგებად და დასაყენებლად მიმართვის მარტივი სახელმძღვანელო:
Გამოიყენეთ მარცხენა/მარჯვენა ისრები პარამეტრების შემცავად გვერდების გასადიდებლად. ცალკეული პარამეტრების არჩევისთვის გამოიყენეთ ზევით/ქვევით ისრები. ზოგიერთი პარამეტრის მნიშვნელობა შეიძლება შეიცვალოს „მუდმივების“ კლავიშით, რომელიც კონკრეტული სიმბოლოთია აღნიშნული.
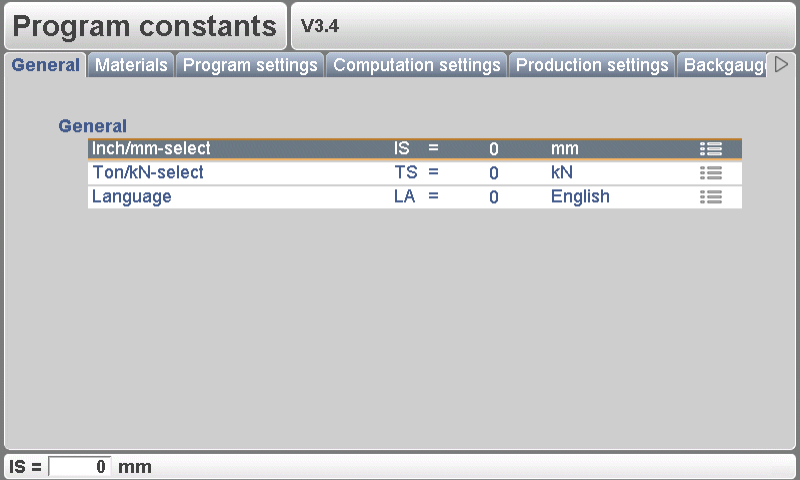
Ძირევარი პროგრამის მუდმივები
Დუйმი/მმ არჩევა (IS):
Აირჩიეთ თქვენთვის სასურველი სიგრძის ერთეული.
1 — განზომილებები დუйმებში
0 — განზომილებები მილიმეტრებში
Ტონა/კნ არჩევა (TS):
Განსაზღვრეთ ძალის მონაცემების გამოსახვის ერთეული.
1 ტონაზე
0 kN-ისათვის
Ენა (LA):
Დააყენეთ თქვენი სასურველი ენა მომხმარებლის ინტერფეისისთვის. DELEM DA-52S მხარს უჭერს მრავალ ენაზე, მათ შორის:

Დაარეგულირეთ ეს პარამეტრები თქვენი ოპერაციული საჭიროებების შესაბამისად, რათა უზრუნველყოთ შეუფერხებელი და ზუსტი დამუშავების პროცესი.
Მასალები
Მატერიალის პარამეტრები გადამწყვეტია იმის უზრუნველსაყოფად, რომ თქვენი DELEM DA-52S ზუსტად შეასრულოს გადახრის ოპერაციები. სწორი კონფიგურაცია გულისხმობს მასალის სწორი ტიპის, სისქისა და დაჭიმვის სიმტკიცის შეყვანას, რათა სისტემამ ზუსტად გამოითვალოს საჭირო დახრილობის პარამეტრები.
Ნაბიჯი 1: მასალის პარამეტრების წვდომა
Ჱა ეა ოჲბჲდნვქ, ჲეეეჲქ ნა მვნვჟრა ნა ჟრანთრვ ნა დვლემ DA-52S. აქ თქვენ გაქვთ შესაძლებლობა რედაქტირება არსებული მასალები, პროგრამა ახალი, ან წაშლა მასალები, რომლებიც აღარ არის საჭირო. მაქსიმუმ ექვსი მასალა შეიძლება პროგრამირებული იყოს ნებისმიერ დროს მართვის პანელზე.
Ნაბიჯი 2: მატერიალური თვისებების კორექტირება
Ამ ფანჯარაში შეგიძლიათ ჩაწეროთ და რედაქტირებოთ საჭიროების მიხედვით საჭიროებული მასალის მახასიათებლები სწორად გასაკეთებლად გამოყენებული გამოხრის ოპერაციებისთვის:
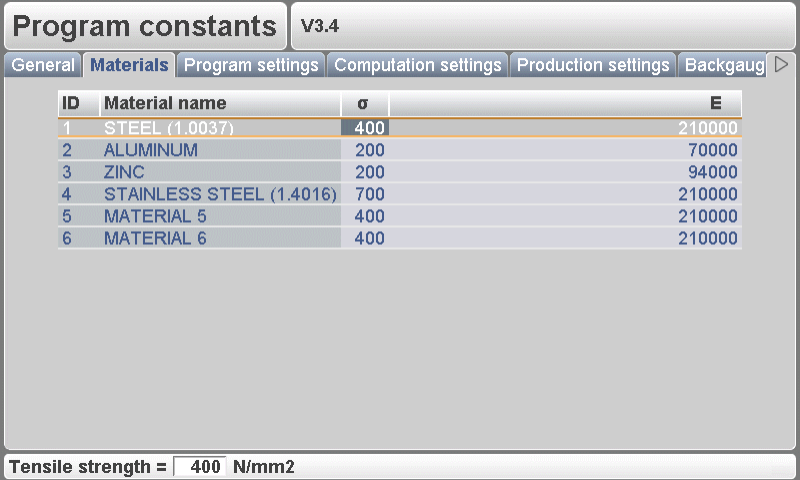
Მასალის სახელი: თითოეული მასალა უნდა ჰქონდეს უნიკალური სახელი (მაქსიმუმ 25 სიმბოლო), რომელიც უნდა იწყებოდეს ასოთი. ეს საშუალებას აძლევს მარტივად იდენტიფიცირებას პროგრამირების დროს.
Გაჭიმვის სიმტკიცე: შეიყვანეთ მასალის გაჭიმვის სიმტკიცე. ეს მნიშვნელოვანია DELEM DA-52S-ისთვის, რათა გამოხრის ოპერაციების დროს სწორი ძალა გამოიყენოს.
E მოდული: თითოეული მასალის E მოდული ასევე უნდა მითითდეს, რათა გამოხრის პარამეტრების სწორი გამოთვლა უზრუნველყოფილი იყოს.
Მასალები საწყისად ჩამოთვლილია მათი ID ნომრებით. არსებული მასალის შესაცვლელად აირჩიეთ შესაბამისი ხაზი, შეცვალეთ საჭიროების მიხედვით მახასიათებლების მნიშვნელობები და დაადასტურეთ თითოეული ჩანაწერი ENTER ღილაკის დაჭერით.
Მასალის წასაშლელად გადაადგილეთ კურსორი მასალის ხაზზე და დააჭირეთ 'მასალის წაშლა' ფუნქციის ღილაკს (S6). ახალი მასალის დასამატებლად გადაადგილეთ კურსორი ცარიელ ჩანაწერის ადგილზე და დაიწყეთ ამ მასალის კონკრეტული მნიშვნელობების პროგრამირება.
Პროგრამული პარამეტრები
DELEM DA-52S პროგრამის მუდმივებში მოცემული პროგრამის პარამეტრები განსაზღვრავს ჩარხის ქცევას პროგრამირებისა და წარმოების დროს, რაც დახმარებას აძლევს ოპერატორებს სიზუსტის, ერთნაირობის და ეფექტურობის გასაუმჯობესებლად.
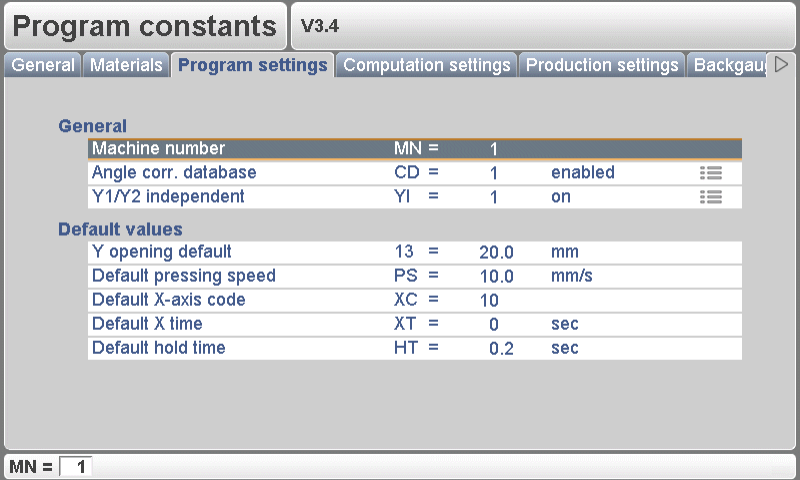
Მანქანის ნომერი (MN)
Როდესაც ერთ და იმავე საწარმოში მუშაობს რამდენიმე ჩარხი, უნიკალური მანქანის ნომრის მინიჭება აუცილებელია. ეს ნომერი შენახულია ყველა გამოხრის პროგრამასა და ინსტრუმენტის ფაილის სახელში, რაც უზრუნველყოფს სწორ მანქანასთან დაკავშირებას.
Ძირითადი ფუნქციები:
Იდენტიფიცირებს თითოეულ მანქანას უნიკალურად
Შეამოწმებს მანქანის ნომერს პროგრამების USB-დან ჩატვირთვის დროს
Მოითხოვს დადასტურებას, თუ ნომრები არ ემთხვევა ერთმანეთს
Მანქანის ნომრის შეცვლა ახლებურად ამოაგროვებს ყველა ინსტრუმენტის ფაილის სახელს და მოითხოვს ახალ ინსტრუმენტების რეზერვულ კოპიას
Კუთხის კორექციის მონაცემთა ბაზა (CD)
Ეს გადამრთველი ჩართავს ან გამორთავს გაზიარებული კუთხის კორექციის მონაცემთა ბაზის გამოყენებას. როდესაც ეს ფუნქცია ჩართულია, წარმოების დროს შეტანილი კორექციები მომავალში გამოსაყენებლად შენახული რჩება და ავტომატურად იძლევა შემოთავაზებას მსგავსი გამოხრებისთვის.
Კონტროლერი ადარებს ამ გამოხვევის პარამეტრებს:
Მასალა
Სისქე
Ფორმის ღერძი
გამოხვევის რადიუსი
Წამყვანის რადიუსი
Კუთხე
Კორექციის შეთავაზებები ან ინტერპოლაციები ხდება, როდესაც:
Აქტიური კუთხე მდებარეობს ორი ცნობილი გამოხვევის 10°-ის ფარგლებში
Ამ გამოხვევების კორექციები ერთმანეთისგან არ განსხვავდებიან 5°-ზე მეტად
Ნაგულისხმევი პროგრამის მნიშვნელობები
Ახალი გამოხვევის პროგრამების შექმნის გასამარტივებლად რამდენიმე ნაგულისხმევი პარამეტრი შეიძლება წინასწარ დაყენდეს:
Y-ღერძის ნაგულისხმევი ღერძი – Y-ღერძის საწყისი ღერძი
Ნაგულისხმევი X ღერძის კოდი (XC) – ნაგულისხმევი ნაბიჯოვანი ცვლილების კოდი (საწარმოს მნიშვნელობა: 2)
Ნაგულისხმევი X დრო (XT) – ნაბიჯოვანი ცვლილების წინ მოსალოდნელი დრო
Ნაგულისხმევი შეკავების დრო (HT) – ჩამოხრევის პოზიციაში დაყოფის დრო
Ამ ოპტიმიზებული DELEM DA-52S პროგრამის მუდმივებით ოპერატორებს შეუძლიათ შენარჩუნონ მუდმივი ჩამოხრევის ხარისხი და შეამცირონ მეორადი დაყენების ძალისხმევა.
Გამოთვლის პარამეტრები
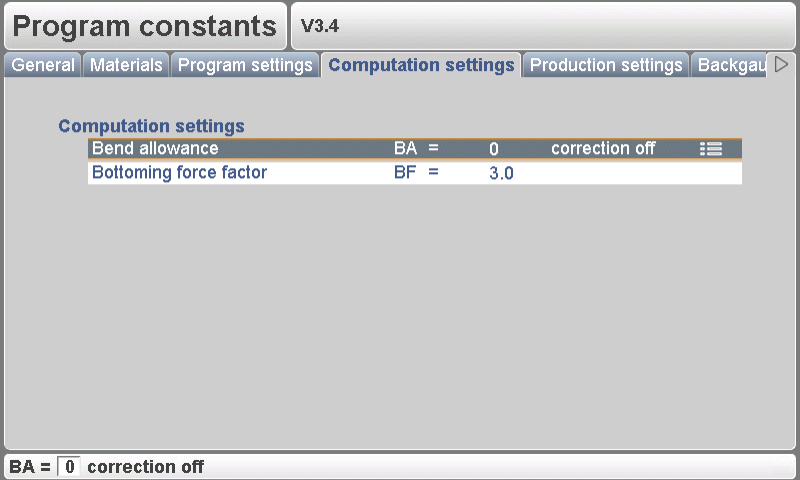
Სიზუსტე რთული ჩამოხრევის ოპერაციებში დამოკიდებულია თქვენს DELEM DA-52S-ზე ეფექტური გამოთვლის პარამეტრების დაყენებაზე. ალგორითმების კალიბრაცია და პროგრამული უზრუნველყოფის აქტუალიზაცია ძირევად მნიშვნელოვანია.
Ნაბიჯი 1: გამოთვლის ალგორითმების კალიბრაცია
Გამოთვლის ალგორითმების კალიბრაციით მაქსიმიზაცია შეიძლება სიჩქარისა და სიზუსტის მისაღებად. აკენტეთ ჩამოხრევის ნებართვის (BA) დაყენებაზე:
l 0 = შესწორება გამორთული
l 1 = შესწორება ჩართული
Ეს დაყენება განსაზღვრავს, აიძულებს თუ არა შესწორებების გამოყენებას ჩამოხრევის ნებართვის პროგრამირების ეტაპზე. პროგრამირების დროს გამოყენებული შესწორებები გამოითვლება და შეინახება, ხოლო წარმოების რეჟიმში მათ შეიძლება შეცვლა.
2-ე ნაბიჯი: პროგრამული უზრუნველყოფის ალგორითმების განახლება
Რეგულარულად განახლეთ თქვენი პროგრამული უზრუნველყოფა ალგორითმების შესრულების ხარისხისა და სიზუსტის გასაუმჯობესებლად. ყურადღება მიაქციეთ ძირის ძალის კოეფიციენტს (BF), რომელიც გამოიყენება ჰაერით გამოხრის წნევის რეგულირებისთვის, რათა მიიღოს სასურველი შეჭრის წნევა.
Ამ პარამეტრების გამოყენება უზრუნველყოფს თქვენს DELEM DA-52S-ს განსაკუთრებული ეფექტურობით და სიზუსტით მუშაობას. დამატებითი დახმარების მისაღებად იხილეთ ჩვენი დოკუმენტაცია ან დააკონტაქტეთ ჩვენი მხარდაჭერობის გუნდი.
Წარმოების პარამეტრები
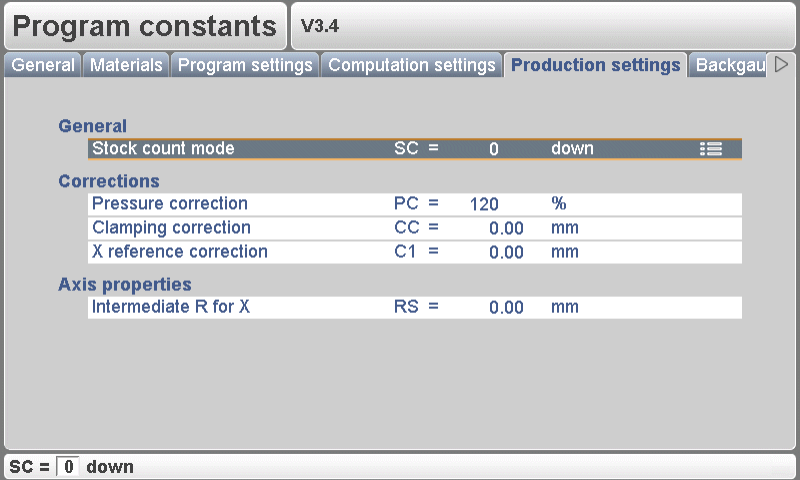
DELEM DA-52S-ში წარმოების პარამეტრები მნიშვნელოვან როლს ასრულებს ნაკერძების მანქანის საშუალებით ნაკერძების ეფექტურად დამზადების მართვაში. სწორი კონფიგურაცია აუმჯობესებს მოწყობილობის შესრულების ხარისხს და ხარისხს.
1-ლი ნაბიჯი: წარმოების ცვლადების დაყენება
Დააყენეთ სწორი წარმოების ცვლადები, როგორიცაა პარტიის ზომა და სიჩქარე საუკეთესო ეფექტურობის მისაღებად. გამოიყენეთ საწყობის რაოდენობის რეჟიმი (SC), რათა წარმოების დროს დაითვალოთ პროდუქტები ზევით ან ქვევით. ქვევით დათვლა შეაჩერებს მანქანას ნულზე წინასწარ დაყენებული კვოტის მიღწევის შემდეგ, ხოლო ზევით დათვლა უზრუნველყოფს მიმდინარე პროგრესის ანგარიშებს. შეასწორეთ წნევის კორექცია (PC), რათა მართოთ საჭაპანო წნევა და უზრუნველყოფოთ ერთნაირობა.
Გამოიყენეთ შეკავების კორექცია (CC), რათა შეასწოროთ სახელურის შეკავების პოზიცია და მიაღწიოთ მაგრად დაჭერის მისაღებად შეკავების წერტილის გადახრით; დადებითი მნიშვნელობები გაღრმავებს მას, ხოლო უარყოფითი მნიშვნელობები აწევს მას. X-ღერძის რეფერენციის კორექცია (C1) ახსნის მექანიკური და ეკრანზე ჩვენებული X-ღერძის პოზიციებს შორის არსებულ განსხვავებას სიზუსტის უზრუნველყოფად.
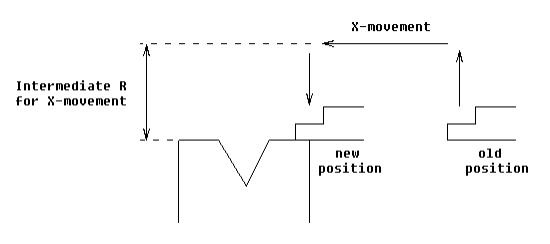
2-ე ნაბიჯი: გამომავალი ხარისხის მონიტორინგი
Რეგულარულად შეამოწმეთ წარმოების ხარისხი და შეასრულეთ საჭიროების შემთხვევაში შესაბამო შესწორებები. შუალედური R მნიშვნელობა X-მოძრაობისთვის (RS) თავიდან აიცილებს შეჯახებას, რადგან არეგულირებს R-ღერძს მაშინ, როდესაც X-ღერძი მოძრაობს უსაფრთხოების ზონაში, რაც უზრუნველყოფს სიმუშაოს სიმკვრივეს.
Ეს DELEM DA-52S პროგრამის მუდმივების ეფექტური კონფიგურაციით შეგიძლიათ მაქინის სრულყოფილი მუშაობის და პროდუქტის ხარისხის მაქსიმიზაცია.
Უკანა გამომზომი საზომები
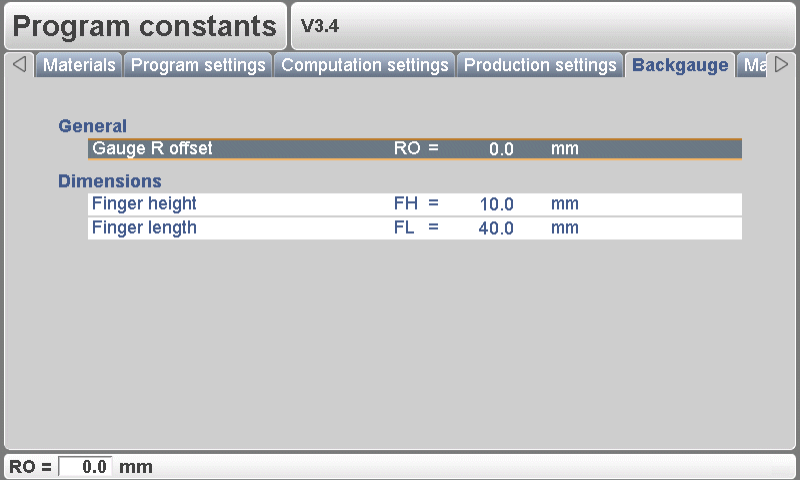
Სწორი უკანა გამომზომის კონფიგურაციები აუცილებელია ჩამოხაზვების სიზუსტისა და მეორედ გამეორებადობის დასაცავად.
Ნაბიჯი 1: უკანა გამომზომის საზომების გაზომვა
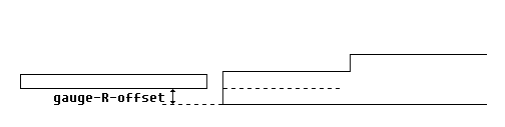
Გამომზომი R ღერძის წანაცვლება (RO): დააყენეთ R ღერძის წანაცვლება იმ შემთხვევებში, როდესაც X ღერძი მოდელის უსაფრთხოების ზონას გარეთ მდებარეობს. ეს მორგება უკანა გამომზომის დაბალ პოზიციებს გამომზომის პოზიცია 0-ზე უზრუნველყოფს სწორი ჩამოხაზვების მისაღებად.
Თითის სიმაღლე (FH): შეასწორეთ თითის სტანდარტული დონის სიმაღლე რათა შეასწოროთ R ღერძი დასადების შემთხვევებში, რაც ჩამოხაზვების სიზუსტის გასაუმჯობესებლად ემსახურება.
Თითის სიგრძე (FL): შეასწორეთ X ღერძის პოზიცია პირველი თითის დონის სიგრძით, რათა მოქმედების დროს სწორი პოზიციონირება შეიძლება დაიცვას.
Ნაბიჯი 2: უკანა გამომზომის მექანიზმის კალიბრაცია
Ჩაატარეთ რეგულარული კალიბრაციები, რათა დარწმუნდეთ, რომ უკანა გამომზომი სწორად ინარჩუნებს პროგრამირებულ პოზიციებს, რაც ჩამოხაზვების ოპერაციების ერთნაირობის გასაუმჯობესებლად ემსახურება.
Ამ პარამეტრების ფრთხილად კონფიგურაციითა და კალიბრაციით, თქვენ შეგიძლიათ მნიშვნელოვნად გააუმჯობესოთ თქვენი DELEM DA-52S სისტემის საიმედოობა და შესრულება.
Შენახვა
Დელემ DA-52S-ის შენარჩუნება უზრუნველყოფს ხანგრძლივობას და ოპტიმალურ შესრულებას.
Ნაბიჯი 1: რეგულარული შემოწმება
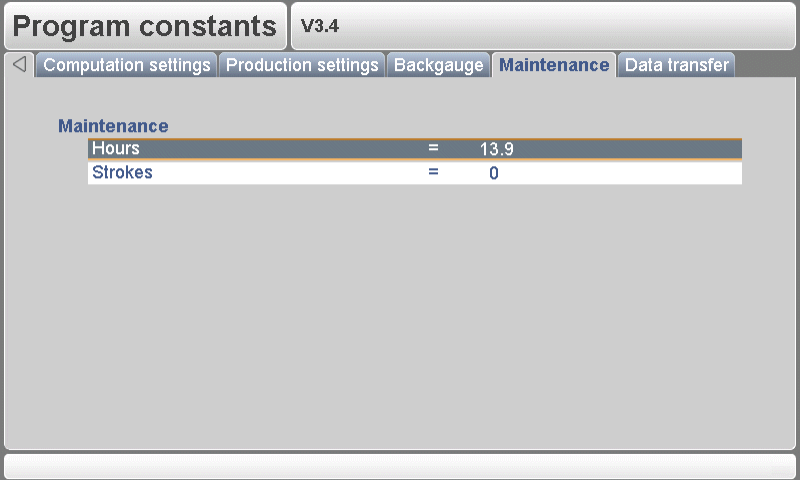
Მანქანის მუშაობის საათები: გაითვალისწინეთ სამუშაო საათები, რათა დაგეგმოთ დროული ტექნიკური მომსახურება.
Დარტყმების რაოდენობა: მონიტორინგი პრესის სხივის მიერ შესრულებული დარტყმების რაოდენობისთვის, რათა ადრეული დროით გამოვლინდეს პოტენციური პრობლემები.
Ნაბიჯი 2: წებოვანი პროტოკოლები
Უზრუნველყოს ყველა მოძრავი ნაწილების რეგულარულად lubricated შეამციროს შექცევა და დატვირთვა, მომზადების მწარმოებლის სახელმძღვანელოების მიხედვით lubricant ტიპები და განრიგები.
Მონაცემთა გადაცემა
Ეფექტური და უსაფრთხო მონაცემთა გადაცემა გადამწყვეტია DELEM DA-52S პროგრამის მუდმივების მართვისთვის, რაც საშუალებას იძლევა შეუფერხებელი განახლებები და გაზიარება მანქანებსა და კომპიუტერებს შორის.
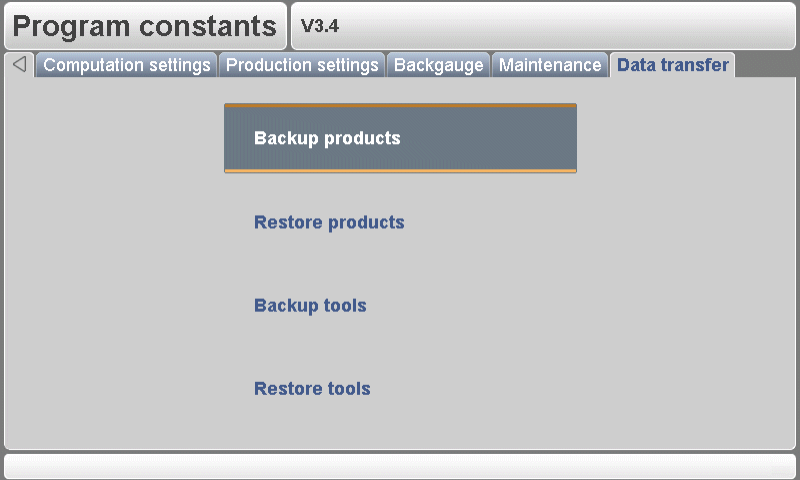
Ამ მენიუდან, ყველა პროგრამული მონაცემები მართვის შეიძლება შენახული გარე USB მოწყობილობა ან აღდგენილი ასეთი მოწყობილობა.
Რეზერვული პროდუქტები: კონტროლიდან ყველა პროდუქტის კოპირება USB დისკზე. ამავე სახელით არსებული პროდუქტები USB დისკზე ჩაინაცვლება.
Პროდუქტების აღდგენა: USB დისკზე არსებული ყველა პროდუქტის კოპირება კონტროლში. ამავე სახელით არსებული პროდუქტები კონტროლში ჩაინაცვლება.
Რეზერვული ინსტრუმენტები: კონტროლიდან ყველა ინსტრუმენტის კოპირება USB დისკზე. ამავე სახელით არსებული ინსტრუმენტები USB დისკზე ჩაინაცვლება. ინსტრუმენტებთან ერთად შეინახება ასევე პროგრამის მუდმივები.
Ინსტრუმენტების აღდგენა: USB დისკზე არსებული ყველა ინსტრუმენტის კოპირება კონტროლში. ამავე სახელით არსებული ინსტრუმენტები კონტროლში ჩაინაცვლება.
Დასკვნა
Შეჯამების მიხედვით, DELEM DA-52S პროგრამის მუდმივების კონფიგურაცია მოიცავს რიგი ძირევან ეტაპებს, რომლებიც უზრუნველყოფენ საჭარბოელო საჭარბოელო მანქანის მუშაობის სიზუსტესა და ეფექტურობას. მასალის მახასიათებლების, პროგრამის პარამეტრების, გამოთვლის პარამეტრების და წარმოების კონფიგურაციების სწორი განსაზღვრით შეგიძლიათ მნიშვნელოვნად გააუმჯობესოთ როგორც მანქანის მუშაობის ეფექტურობა, ასევე მისი სიზუსტე. რეგულარული მოვლა და უსაფრთხო მონაცემების მართვა მეტად უწყობს სისტემის გრძელვადი სანდოობასა და მუშაობის სტაბილურობას.
Მოწყობილობის სწორი დაყენება და მუდმივი მოვლა ძალიან მნიშვნელოვანია თქვენს DELEM DA-52S-ით აღჭურვილ საჭარბოელო საჭარბოელო მანქანაზე მუშაობის ეფექტურობის შენარჩუნებისთვის. ამ მითითებების მიყოლებით და მანქანის რეგულარული სერვისით შეგიძლიათ შეამციროთ შეწყვეტების ხანგრძლივობა და გააუმჯობესოთ სრული წარმოების ეფექტურობა.
Მეტი დეტალური მხარდაჭერის ან სხვა კითხვების შემთხვევაში, მოგვმართეთ HARSLE-ის ექსპერტებს. ასევე შეგიძლიათ გაეცნოთ ჩვენს დოკუმენტაციის განყოფილებას, სადაც მოიძებნება საჭარბოელო საჭარბოელო მანქანების მუშაობასთან დაკავშირებული დამატებითი სრულყოფილი სახელმძღვანელოები და რესურსები.

