















































E21 პრეს-გადამყვანის ექსპლუატაციის პრაქტიკული მითითება
E21 პრეს-გადამყვანის ექსპლუატაციის პრაქტიკული მითითება
E21 პრეს-გადამყვანის გამოსაყენებლად, დაიწყეთ საჭირო მოღუნების პარამეტრების შეყვანით კონტროლის სისტემაში. მასალის სწორად განთავსებისა და დამაგრების შემდეგ, შეგიძლიათ გაუშვათ მოღუნვის ციკლი, ყველა სტანდარტული უსაფრთხოების პროცედურის დაცვით. მუდმივი, მაღალი ხარისხის შედეგებისთვის, აუცილებელია რეგულარული შემოწმებისა და ხელსაწყოების შემოწმების ჩატარება.
Მთელი პროცესის დეტალური, ნაბიჯ-ნაბიჯ გადახედვისთვის, გადადით ქვემოთ მოცემულ სრულ ექსპლუატაციის ინსტრუქციაზე.

E21 სისტემა: შესავალი
E21 არის სპეციალიზებული კონტროლის სისტემა, რომელიც განკუთვნილია პრეს-გადამტარი მანქანებისთვის. ის უზრუნველყოფს წარმოების და ხარჯების ოპტიმალურ ბალანსს, მნიშვნელოვნად ამცირებს მანქანის საერთო ღირებულებას და ინარჩუნებს სიზუსტეს საჭირო სამრეწველო სტანდარტების შესაბამისად.
E21 სისტემის ძირეთადი თვისებები:
Მაღალი გამჭვირვალობის LCD ეკრანი მხარს უჭერს ორ ენას – ჩინურს და ინგლისურს და ერთ გვერდზე აჩვენებს პროგრამირების პარამეტრებს, რაც პროგრამირებას უფრო სწრაფს და მოსახერხებელს ხდის.
X და Y ღერძების ინტელექტუალური პოზიციონირება მხარს უჭერს ხელით გასწორებას, რაც აღმოფხვრის მექანიკური ხელით მართვადი პოზიციონირების მოწყობილობების საჭიროებას.
Შენახვის დროის და ჩამოტვირთვის დაყოვნების შენახვის შესაძლებლობა შედის სისტემაში, რაც ხელს უმარტივებს ოპერაციებს და ამცირებს ხარჯებს.
პარამეტრების ერთ დაწკაპებით შენახვის და აღდგენის ფუნქცია, რომელიც ნებისმიერ დროს შეუძლია აღადგინოს პარამეტრები საჭიროების შემთხვევაში, რაც ამცირებს მორიგეობის ხარჯებს. მხარს უჭერს მრავალნაბიჯიან პროგრამირებას, რაც ამაღლებს წარმოების ეფექტიანობას და დამუშავების სიზუსტეს.
Პანელზე განთავსებული ყველა ღილაკი მიკრო გადართვის ტიპისაა და მათ შეუძლიათ EMC, მაღალი და დაბალი ტემპერატურა, ხანგრძლივი ვიბრაცია და სხვა ფაქტორების გამძლეობის დამტკიცება, რათა უზრუნველყოს პროდუქის სტაბილურობა და სერვისული სიცოცხლე.
CE სერთიფიკაცია უზრუნველყოფს უცხოურ ბაზრებზე გაყიდვებს.
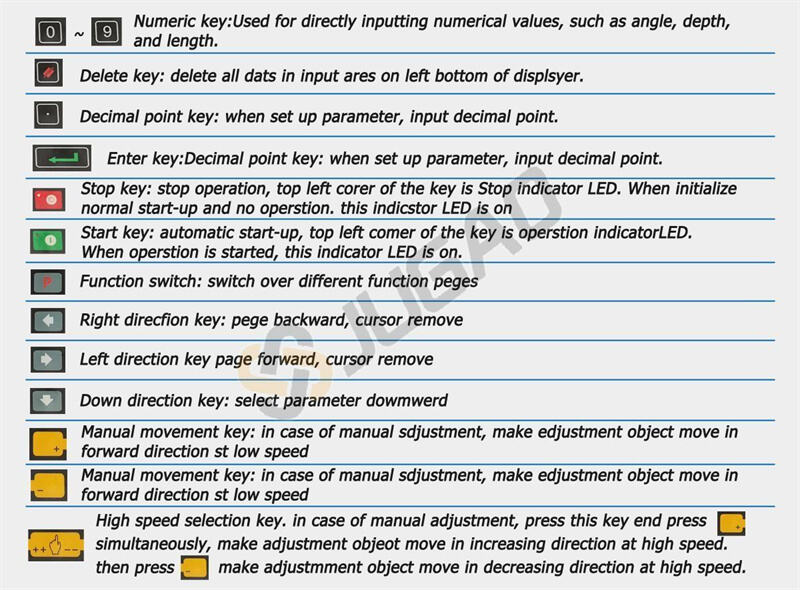
Პანელის ღილაკების ფუნქციები აღწერილია ცხრილში.
Ერთი ინტერფეისი
E21 კონტროლერი იყენებს 160*160 წერტილიან მატრიცულ LCD დისპლეის. ეკრანის გამოსახულების არე ნაჩვენებია ქვემოთ.

Სათაურის ზოლი: ასახავს მიმდინარე გვერდის შესაბამის ინფორმაციას, მაგალითად, მის სახელს და ა.შ.
Პარამეტრების გამოსახვის არე: ასახავს პარამეტრის სახელს, მნიშვნელობას და სისტემურ ინფორმაციას.
Სტატუსის ზოლი: ასახავს შეყვანილი ინფორმაციის და შეტყობინებების არეს.
Ამ გვერდზე გამოყენებული შემოკლებების ახსნა ნაჩვენებია ცხრილში.
X: მიმდინარე ფონური პოზიცია
Y: მიმდინარე სლაიდერის პოზიცია
XP: სასურველი უკანა გაუჯის პოზიცია
YP: მიმდინარე სლაიდერის პოზიცია
DX: უკანა გაუჯის შეკუმშვის მანძილი
HT: გაჩერების დრო
DLY: შეკუმშვის დრო
PP: წინასწარ დაყენებული ნაგული
CP: მიმდინარე ნაგული
Ერთ-ეტაპიანი პროგრამირება
E21-ს აქვს ორი პროგრამირების მეთოდი — ერთ-ეტაპიანი და მრავალ-ეტაპიანი პროგრამირება. მომხმარებლებს შეუძლიათ მორგება პროგრამირება ფაქტობრივი მოთხოვნის მიხედვით.
Ერთ-ეტაპიანი პროგრამირება საერთოდ გამოიყენება ერთი ეტაპის დამუშავებისთვის, რათა დასრულდეს ნაგულის დამუშავება. როდესაც კონტროლერი ჩართულია, ის ავტომატურად შედის ერთ-ეტაპიანი პროგრამის გვერდზე.
Ოპერაციის ეტაპები
Ნაბიჯი 1. გამოყენების დროს, მოწყობილობა ავტომატურად შესვლის ერთ-ეტაპიანი პროგრამის პარამეტრების გვერდზე.
Ნაბიჯი 2. დააჭირეთ პარამეტრის არჩევის ღილაკს, რომელიც უნდა დააგეგმოთ, შეიყვანეთ პროგრამის მნიშვნელობა ციფრული კლავიშებით, დააჭირეთ შეყვანის დასრულებისთვის.
Ნაბიჯი 3. დააჭირეთ, სისტემა შეასრულებს ამ პროგრამის მიხედვით.
Მრავალ-ეტაპიანი პროგრამირება
Მრავალნაბიჯიანი პროგრამა გამოიყენება სხვადასხვა დამუშავების ეტაპების მქონე ერთი ნაწილის დასამუშავებლად, რათა უზრუნველყოს მრავალი ეტაპის მიმდევრობითი შესრულება და გააუმჯობესოს დამუშავების ეფექტიანობა.
Ოპერაციის ეტაპები
Ნაბიჯი 1. ჩართეთ მოწყობილობა, რომელიც ავტომატურად გამოიტანს ერთ-ეტაპიანი პროგრამის პარამეტრების გვერდს.
Ნაბიჯი 2. დააჭირეთ, რომ გადართოთ პროგრამის მართვის გვერდზე, გადართვა პროგრამის მართვის გვერდზე.
Ნაბიჯი 3. დააჭირეთ პროგრამის სერიული ნომრის არჩევანს, ან შეიყვანეთ პროგრამის ნომერი პირდაპირ, მაგალითად, შეიყვანეთ „1“.
Ნაბიჯი 4. დააჭირეთ, რომ შევიდეთ მრავალნაბიჯიანი პროგრამის პარამეტრების გვერდზე.
Ნაბიჯი 5. დააჭირეთ მრავალნაბიჯიანი პროგრამირების პარამეტრის არჩევანს, რომელიც საჭიროებს დაგეგმვას, შეიყვანეთ პარამეტრის მნიშვნელობა, დააჭირეთ და დაგეგმვა გაძლევთ ეფექტს.
Ნაბიჯი 6. დაგეგმვის დასრულების შემდეგ, დააჭირეთ, რომ შევიდეთ ეტაპის პარამეტრების გვერდზე.
Ნაბიჯი 7 დააჭირეთ, აირჩიეთ პარამეტრი, რომლის გასააქტიურებლადაც მოგვიწევს, შეიყვანეთ პროგრამის მნიშვნელობა, დააჭირეთ და კონფიგურაცია გაძლევთ ეფექტს.
Ნაბიჯი 8 დააჭირეთ ნაბიჯებს შორის გადასართავად. თუ მიმდინარე ნაბიჯი პირველია, დააჭირეთ ბოლო გვერდის ნაბიჯის პარამეტრის დასაყენებლად; თუ მიმდინარე ნაბიჯი ბოლო ნაბიჯია, დააჭირეთ პირველი გვერდის ნაბიჯის პარამეტრის დასაყენებლად.
Ნაბიჯი 9 დააჭირეთ, სისტემა იმოქმედებს ამ პროგრამის მიხედვით.
Პარამეტრების დაყენება
Მომხმარებლებს შეუძლიათ დააყენონ სისტემის ნორმალური მუშაობისთვის საჭირო ყველა პარამეტრი, მათ შორის სისტემის პარამეტრი, X ღერძის პარამეტრი და Y ღერძის პარამეტრი.
Ნაბიჯი 1 პროგრამის მართვის გვერდზე დააჭირეთ, რათა შესვლა მოხდეს პროგრამირების კონსტანტის გვერდზე, ამ გვერდზე შესაძლებელია კონსტანტის პროგრამირება.
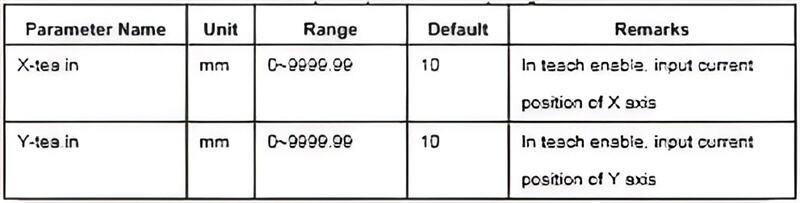
Ნაბიჯი 2 პროგრამირების კონსტანტის დაყენების დიაპაზონი ნაჩვენებია ცხრილში
Ნაბიჯი 3 შეიყვანეთ პაროლი „1212“, დააჭირეთ რათა შეხვალოთ სწავლების გვერდზე.
Ნაბიჯი 4 დააყენეთ პარამეტრი, პარამეტრის დაყენების დიაპაზონი ნაჩვენებია ცხრილში.
Ნაბიჯი 5 დააჭირეთ, დაბრუნდით პროგრამირების კონსტანტის გვერდზე,
Აალერმული
Მოწყობილობა ავტომატურად ამოიცნობს შიდა ან გარე ანომალიას და გამოიტანს გაფრთხილების შეტყობინებას. გაფრთხილების შეტყობინება ხელმისაწვდომია გაფრთხილებების სიაში.
Ნაბიჯი 1 პროგრამირების მართვის გვერდზე, დააჭირეთ პროგრამირების კონსტანტების გვერდის გასახსნელად.
Ნაბიჯი 2 პროგრამირების კონსტანტების გვერდზე, დააჭირეთ „გაფრთხილებების ისტორია“ გვერდის გასახსნელად, რათა ნახოთ ყველა გაფრთხილების ისტორია. ამ გვერდზე შეგიძლიათ ნახოთ ბოლო 6 გაფრთხილება, გაფრთხილების ნომერი და მიზეზები.
Გავრცელებული ხარვეზები და ხარვეზების გამოსწორება
1. კონტროლერი ჩართული არ ხდება / ეკრანი არ ჩნდება
Ხარვეზის სიმპტომები:
Ეკრანი ცარიელია.
Მიმახველი ლამპები არ არის ჩართული.
Შესაძლო მიზეზები და ხარვეზების გამოსწორება:
C1: ძირითადი ელექტრომომარაგების პრობლემა.
Შეამოწმეთ: დარწმუნდით, რომ მანქანის ძირეული გამმუქებელი გადართვითი ჩართულია.
Შეამოწმეთ: დარწმუნდით, რომ ძირეული კაბელი მიერთებულია და ძაბვა სწორია.
C2: მანქანის კარი/უსაფრთხოების დამცავი ღიაა.
Შეამოწმეთ: დარწმუნდით, რომ ყველა ელექტრო კაბინეტის კარი და უსაფრთხოების დამცავი კარი სწორად არის დახურული. ბევრ მანქანას აქვს უსაფრთხოების ინტერლოკები, რომლებიც თავიდან აცილებს მიმდინარეობის ჩართვას.
C3: დაწვილებული დრენაჟი.
Შეამოწმეთ: მოახდინეთ მანქანის ელექტრო კაბინეტში ძირეული დრენაჟების შემოწმება.
C4: დაზიანებული ელექტრომომარაგების ბლოკი.
Შეამოწმეთ: კონტროლერის შიდა DC ელექტრომომარაგება (მაგ., 24V DC) შეიძლება გამოირთოს. ეს მოითხოვს კვალიფიციური ელექტრიკოსის ჩართვას.
2. ღერძები (Y1, Y2, X, R) არ მოძრაობს ან გამოაქვთ "შემდეგი შეცდომა" / "ღერძის ხარვეზი"
Ხარვეზის სიმპტომები:
Ღერძი არ უპასუხებს ხელით მითითებულ ბრძანებებს.
Კონტროლერი აჩვენებს ღერძის მოძრაობის შესახებ შეცდომის შეტყობინებას ან შეცდომას თარდება.
Ერთი მხარე (Y1 ან Y2) დაბლა/მაღლაა ვიდრე მეორე (გადაწყვეტილი).
Შესაძლო მიზეზები და ხარვეზების გამოსწორება:
C1: სერვო მოძრაობის / ამპლიფიკატორის გაუქმება.
Შეამოწმეთ: მოძებნეთ შეცდომის კოდი თვითონ სერვო მოძრაობის ბლოკზე (როგორც წესი, მდებარეობს ელექტრო კაბინეტში). იხილეთ მოძრაობის მწარმოებლის სახელმძღვანელო.
Მოქმედება: შეცდომის გასუფთავება მანქანის გამორთვით და ჩართვით. თუ პრობლემა შენარჩუნდება, ჩაწერეთ შეცდომის კოდი ტექნიკური მხარდაჭერისთვის.
C2: ენკოდერის / უკუკავშირის კაბელის პრობლემა.
Შეამოწმეთ: შეამოწმეთ სერვო ძრავების უკანა მხარეს მიერთებული ენკოდერის კაბელები დაზიანების ან დაუმაგრებლობის შესახებ.
C3: მექანიკური ავლენა.
Შეამოწმეთ: ხელით შეამოწმეთ, შეიძლება თუ არა რამის (Y-ღერძის) ან უკანა ზომის (X-ღერძის) თავისუფალი მოძრაობა. შეიძლება ფიზიკური დაბლოკვა არსებობდეს.
C4: ძრავის დამუხრუჭება ჩართულია.
Შეამოწმეთ: სერვომუშავის ბრეიკი (განსაკუთრებით Y-ღერძზე) შეიძლება არ გათიშდეს. შეიძლება მოძრაობის გარეშე მოძრაობის ჟღერად ხმა გაიგოთ.
3. „ღერძი არ არის რეფერენცირებული“ ან „დააყენეთ რეფერენცია“ შეცდომა
Ხარვეზის სიმპტომები:
Მანქანა ვეღარ იწყებს ციკლს.
Კონტროლერი მოითხოვს რეფერენციის პროცედურას.
Შესაძლო მიზეზები და ხარვეზების გამოსწორება:
C1: მანქანა გამოირთო.
Მოქმედება: ეს არის სტანდარტული პროცედურა. მანქანის ჩართვის შემდეგ უნდა შეასრულოთ „რეფერენციის“ ან „ნულში დაბრუნების“ ოპერაცია. გადადით რეჟიმზე „რეგულირება“ და შეასრულეთ რეფერენციის ციკლი ყველა ღერძისთვის.
C2: რეფერენციის გადამრთველი/მიახლოების სენსორის დაზიანება.
Შეამოწმეთ: სენსორი, რომელიც ამოიცნობს საწყის პოზიციას, შეიძლება მოჭედილი, მიჯაჭვული ან დაზიანებული იყოს. ხშირად მოითხოვს ტექნიკოსის ჩართვას.
4. „გადატვირთვა“ ან „მაღალი წნევა“ შეტყობინება
Ხარვეზის სიმპტომები:
Შეტყობინება გამოჩნდება ზეწოლის ციკლის დროს, ხშირად დაბოლოს.
Შესაძლო მიზეზები და ხარვეზების გამოსწორება:
C1: ტონაჟის (წნევის) არასწორი მნიშვნელობა.
Შეამოწმეთ: დაპროგრამებული ზემოქმედების წნევა ზედმეტად მაღალია მასალის ან მანქანის სიმძლავრისთვის. მიმოიხილეთ და შეამცირეთ წნევის მნიშვნელობა პროგრამაში.
C2: არასწორი კალაპახის არჩევანი.
Შეამოწმეთ: თუ გამოყენებულია V-კალაპახი, რომელიც ზედმეტად პატარაა მასალის სისქისთვის, საჭიროა ზედმეტი ძალა. დაადასტურეთ, რომ V-კალაპახის ღია ნაწილი შეესაბამება მასალას (როგორც წესი, V-ღიობი = 8 x მასალის სისქე).
C3: მანქანის სიმძლავრის გარეთ ზემოქმედება.
Შეამოწმეთ: შესაძლოა სცადოთ მასალის ზემოქმედება, რომელიც ზედმეტად სქელია ან ზედმეტად გრძელია მანქანის ნომინალური სიმძლავრისთვის.
5. არასტაბილური ზემოქმედების კუთხე
Ხარვეზის სიმპტომები:
Ზემოქმედების კუთხე იცვლება ნაწილიდან ნაწილამდე, მიუხედავად იმისა, რომ პროგრამა იგივეა.
Შესაძლო მიზეზები და ხარვეზების გამოსწორება:
C1: მასალის ცვალებადობა.
Შეამოწმეთ: მასალის სისქის, სი cứngის ან ნახევრის მიმართულების არასტაბილურობა შეიძლება გამოიწვიოს კუთხის ცვალებადობა. შეამოწმეთ მასალის სარგონის დამადასტურებელი დოკუმენტები.
C2: მოხმარებული ან არასწორი ინსტრუმენტები.
Შემოწმება: მოძებნეთ დაზიანება ან ცვეთა ჭრილის და კალაპახის გასაღებში. დარწმუნდით, რომ მითითებული კუთხისთვის სწორი ინსტრუმენტები გამოიყენება.
C3: არ ხდება ამაღლების კომპენსაცია.
Ღონისძიება: თუ გრძელ ფურცლებს ამუშავებთ, მანქანის საწოლი შეიძლება დაიმალოს. გამოიყენეთ „Crowning“ (ამაღლების) ფუნქცია (როგორც ხელით, ასევე ავტომატური), რათა ამ გადახრის კომპენსაცია მოხდეს. თავიდან გაუშვით კალიბრაცია, თუ საჭიროა.
C4: არასტაბილური ჰიდრავლიკური სისტემა.
Შემოწმება: დაბალი ჰიდრავლიკური ზეთის დონე, დაბინძურებული ზეთი ან დაზიანებული კლაპანი შეიძლება გამოიწვიოს წნევის არასტაბილურობა. შეამოწმეთ ზეთის დონე და ტემპერატურა.
6. უკანა ზომის რეგულატორი (X, R, Z) არ აღწევს მის პოზიციას ან ზუსტი არ არის
Ხარვეზის სიმპტომები:
Უკანა ზომის რეგულატორი არასწორ პოზიციაში იქნება ან შეიძრება გაჩერებისას.
Შესაძლო მიზეზები და ხარვეზების გამოსწორება:
C1: მექანიკური ავლენა ან არასწორი გასწორება.
Შემოწმება: შეამოწმეთ ნაჭრები, ნაშთები ან ბურუსები უკანა ზომის რეგულატორის რელსებზე და საპირებზე. გაასუფთავეთ და გაამართულეთ მართვის გზები.
C2: ხახუნიანი კავშირი ან მოძრაობის რემი.
Შეამოწმეთ: სერვო ძრავისა და ბურღის სქრელის ან მოძრაობის რემის (საჭიროების შემთხვევაში) კავშირი შეიძლება გამოხახუნილი იყოს.
C3: უკუდატოვება.
Ღონისძიება: დროთა განმავლობაში მექანიკური ცვეთა უკუდატოვებას იწვევს. კონტროლერს ხშირად აქვს "უკუდატოვების კომპენსაციის" პარამეტრი, რომლის გასწორებაც ტექნიკოსმა შეიძლება შეასრულოს.
Საერთო პრობლემების გადაჭრის სქემა
1. ჩაწერეთ ზუსტი შეცდომის შეტყობინება E21 დისპლეიზე.
2. მიმართეთ მანქანის მწარმოებლის მიერ მოწოდებულ სახელმძღვანელოს. მასში მოცემულია ყველაზე კონკრეტული შეცდომის კოდები და პროცედურები.
3. შეასრულეთ მარტივი რესეთი: გამორთეთ მანქანა სრულიად, დაელოდეთ 10 წამი და შემდეგ თავიდან ჩართეთ.
4. შეამოწმეთ ნათელი პრობლემები: გამოხახუნილი გამტარები, გამორთული ელექტრო ავტომატები, ჰიდრავლიკური ზეთის დაბალი დონე, არაჩვეულებრივი ხმები.
5. შეამოწმეთ პრობლემის წყარო: განსაზღვრეთ, არის თუ არა კონტროლის პრობლემა (კონტროლერი, პროგრამირება), ელექტრო (ძრავა, მოძრაობა, სენსორი), თუ მექანიკური (დაბლოკილი ღერძი, ცვეთილი ინსტრუმენტები).
6. დაუკავშირდით ტექნიკურ მხარდაჭერას: თუ პრობლემა ძირეული შემოწმებით არ გადაწყდა, მოაწოდეთ ზუსტი შეცდომის შეტყობინება და იმ ნაბიჯები, რომლებიც უკვე გადიხართ.
Გახსოვდეთ: შიდა ელექტრო რემონტებს მხოლოდ კვალიფიციური პერსონალი უნდა შეასრულოს.

