















































אופטימיזציה של ניהול עיקום ESA S630: אסטרטגיות מפתח וטיפים פרקטיים
תוכן העניינים
• שילוב תכונת הפליטה האחרונה
• ביצוע מירב מהפונקציות של דף המכונה
• שיטות שמירה של תוכניות יעילות
• שיפור אסטרטגיות כלים
• ניווט בין דפי תפריט אחרים
• שימוש בבחירת תוכנית מרחוק
• שאלות נפוצות (שאלות ותשובות)
◦ מה הם השלבים הראשונים להגדרת ניהול קיפול ESA S630 על מכונה חדשה?
◦ האם מערכת ESA S630 Bend Management תומכת בתוכניות קיפול מותאמות אישית?
◦ כיצד להשתמש בצורה יעילה בבחירה מרחוק של תוכניות עם מערכת ESA S630 Bend Management?
• סיכום
למען מקצוענים שמבקשים לשפר את זרמי העבודה בניהול הקיפול, מערכת ESA S630 מציעה פתרונות אופטימיזציה חסרי תחרות. ייתכן שתוהים כיצד ליישם שיטות עבודה מומלצות כדי למקסם את היעילות ולשפר את התהליכים — והמדריך הזה נועד לענות על כך.
במאמר זה משתפים אסטרטגיות ניתנות ליישום כדי לשחרר את הפוטנציאל המלא של מערכת ESA S630 Bend Management. ע"י אימוץ השיטות הללו, תשתנו פעולות הקיפול שלכם: שיפור הדיוק, צמצום העצירות ולבסוף הגברת תפוקת הייצור. בואו נבחן את השלבים שמשנים את ניהול הקיפול הרגיל לתהליך חלק ובעל ביצועים גבוהים.
הפעלת תכונת הקיפול האחרון
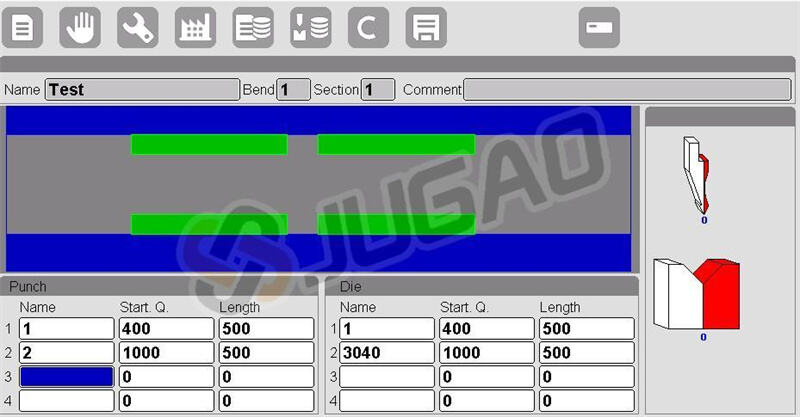
כדי לשפר את היעילות בפעולות קיפול, חשוב לשלוט בתכונה "קיפוף אחרון" במערכת ניהול הקיפול ESA S630. תכונה זו פועלת כמנגנון הגנה על ידי סימון הקיפוף האחרון בקטע עיבוד, וכך מונעת הוספת קיפופים נוספים שלא במתכוון. כאשר משתמשים בה נכון, היא עוזרת לאופרטורים לשמור על סדרי עיבוד מדוייקים וחסרי שגיאות – ניתן לזהות אותה באמצעות סמל הקיפוף האחרון הממוקם בפינה העליונה اليمنית של התמונה למטה:
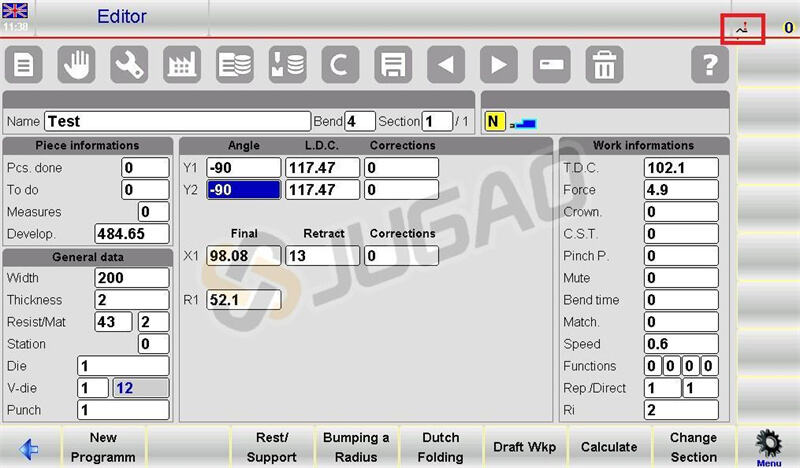
הטמעת תכונת "קיפוף אחרון" לתהליך העבודה שלכם ב-ESA S630 יכולה לשפר משמעותית את הדיוק, במיוחד כשעוברים על רצפים מורכבים של קיפול עם מספר שלבים.
הניצול האופטימלי של דף פונקציות המכונה
בתוכנת ניהול הקיפול ESA S630, דף "פונקציות מכונה" הוא מפתח לבקרת מכונה משופרת במהלך הקיפול. כאן, אופרטורים יכולים להגדיר פונקציות מותאמות לכל קיפוף כדי להתאים את הביצועים למשימות מסוימות.
כדי לגשת למאפיין זה: הקש על הכפתור המתאים בעמוד העורך, ולאחר מכן בחר באפשרות 9>> פונקציות מכונה. חלון קופץ מציג מגוון הגדרות לאיזון פעולות:
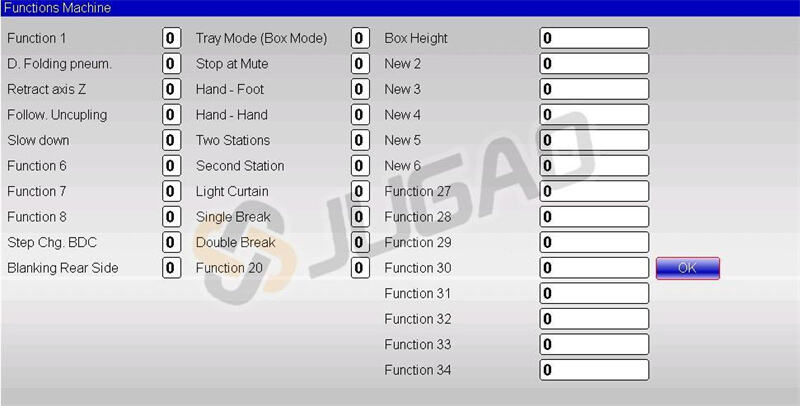
• D. פונקציית דיפול פנאומטית: מפעילה את הרמת החריצות בצורה פנאומטית, ומבטיחה דיוק בקיפולים מסוג Dutch.
• פונקציית משיכה של ציר Z: מותאמת את הצירים Z1 ו-Z2 בהתאם לערך "סטיית Z" כדי לשמור על דיוק עיבוד.
• פונקציית ניתוק לווין: מבצעת מחזור שיחרור כדי לשלוט בתנועת רכיב הלווין.
• פונקציית איטוי: שומרת על ירידת המטקה במהירות נמוכה, ומשפרת שליטה במהלך מחזור הקיפול.
• פונקציית שינוי שלב BDC: מאפשרת התאמת קיפול בנקודה התחתונה, ומשפרת את הדיוק.
• פונקציית השבתת קרן אחורית: עובדת עם מערכות הבטיחות MCS כדי להשבית את הבר החזורי כשנדרש.
• מצב מגש (מצב תיבה) ופונקציות גובה תיבה: מבטיחים קיפול בטוח של חלקים בצורת תיבה באמצעות מערכות "laser safe".
• עצירה בפונקציית השתקה: מאפשר לעצור כאשר מתרחשות שינויי מהירות בתוך מערכת "laser safe".
• פונקציות יד-רגל ויד-יד: מספקות שליטה ידנית בעצרות השתקה לצורך תפעול גמיש.
• פונקציות שתי תחנות ותחנה שנייה: מאפשרות ניהול תפעול דו-דוושה בעת שימוש במערכת "laser safe".
דף "פונקציות המכונה" הוא חיוני לשליטה מדויקת בניהול כיפוף ESA S630 – הוא מאפשר להתאים את התפעול לצרכים הספציפיים של כל חומר עיבוד, ומבטיח גם יעילות וגם בטיחות.
שיטות שמירה של תוכניות מעשיות
ניהול יעיל של תוכניות הוא קריטי לתפעול חלק בניהול כיפוף ESA S630. החל מהגרסה 10.1, הורחבה תבנית קבצי העבודה לכלול 20 פונקציות. בעוד שגרסה 10.x תומכת בתבניות תוכניות ישנות, היא אינה תומכת תאימות לאחור – ולכן יהיה צורך לשמור תוכניות בתבניות תואמות לגרסאות קודמות כשנדרש.
סקירה של שמירת גרסאות
דף הגרסה המוצלחת מפשט את ניהול התוכנית על ידי הצגת תוכניות נוכחיות, אינדיקס הגרסאות שלהן, תיבות סימון לבחירת גרסאות שמירה יעד, ומפתחות פונקציה כמו [שמירה בשם...] ו-[שמור הכל בשם...].
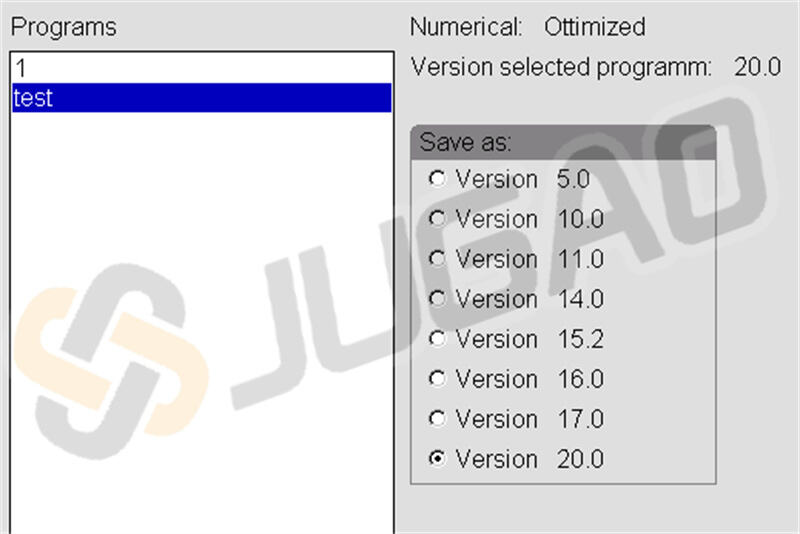
שמירת תוכנית מספרית בודדת
כדי לשמור תוכנית בתבנית תאימה לגרסה ישנה יותר:
1. לנווט לממשק רשימת התוכניות.
2. ללחוץ על [שמור גרסה] כדי לפתוח את דף השמירה.
3. להשתמש במסך המגע כדי לבחור את התבנית הרצויה (למשל, גרסה 14.0).
4. לגבות על [שמירה בשם...] כדי להגדיר שם לתוכנית ולהשלים את השמירה.
שמירת כל התוכניות
כדי לשמור את כל התוכניות הקיימות בבת אחת:
1. לפתוח את רשימת התוכניות.
2. גשו לדף השמירה על ידי לחיצה על [שמור גרסה].
3. השתמשו במסך המגע בכדי לבחור את הפורמט הרצוי (למשל, גרסה 14.0).
4. הכניסו דיסק USB מформט למכונה.
5. בחרו באפשרות [שמור הכל בשם…] כדי לשמור את כל התוכניות על דיסק ה-USB.
שיטות אלו משפרות את האמינות והיעילות של ניהול הקיפול ESA S630, ומבטיחות גישה קלה לתוכניות והתאמה בין גרסאות מערכת שונות.
שיפור אסטרטגיות הכלים
ניהול יעיל של הקיפול ESA S630 מבוסס על שימוש מיומן בעמוד "כלים" – אשר מנהל תחנות עבודה ומחשב אוטומטית את עמדות ציר Z. כדי לפתוח עמוד זה: עבורו לمحרבר, ולאחר מכן בחרו באפשרות 11 >> כלים. הממשק מציג תצוגה מקדימה של המכונה, כאשר アיקונים של "שיניים" מייצגים את הכלים, וחוצצי הבקרה נמצאים בצד ימין.
בתחתית העמוד, שני חלונות מרכזיים מציגים פרטים עד ארבע תחנות עבודה, כולל:
• מספר תחנת עבודה: ציינו איזו תחנת עבודה פעילה (מס' 1 עד 4).
• זיהוי כלים: התאם את שמות הגזמים והדוקים לרשימת הכלים.
• מדידות: הזן מידות ראשוניות – מחושבות מנקודה 0 אם האפשרות "מרחק 0-פנימית כתף" מופעלת.
• אורכי כלים: הזן את אורך הכלים עבור כל תחנת עבודה.
בשימוש בתכונות אלו, תוכל לשפר את ניהול הקיפול ESA S630: להבטיח בחירה מדויקת של כלים, לפשט את התפעול והתחזוקה, ולשפר את היעילות הכוללת בעיבוד מתכות.
ניווט בדפים אחרים בתפריט
לפעולה חלקה של מערכת ניהול הקיפול ESA S630 יש לדעת כיצד לנווט בין עמודי תפריט חשובים. להלן הדרך להשתמש בתכונות impresarias:
כיבוי ה-NC
כדי לכבות את מערכת ה-CNC בצורה בטוחה:
1. לחץ על הכפתור המיועד פעמיים כדי לפתוח את התפריט.
2. בחר באפשרות 5>> כיבוי.
צפייה בגירסת התוכנה
כדי לבדוק פרטי תוכנה (כולל גירסת תוכנה):
1. הקש על הכפתור המיועד פעמיים כדי לגשת לתפריט.
2. בחר באפשרות 6>> גרסה.
צפייה או שינוי הלוגו
כדי לבדוק או לשנות את תצוגת הלוגו:
1. לחץ על הכפתור המיועד פעמיים כדי לפתוח את התפריט.
2. בחר באפשרות 7>> לוגו.
שליטה בפונקציות תפריט בסיסיות אלו מבטיחה שליטה מותאמת אישית ויעילה על מערכת ניהול הפענת ESA S630.
שימוש בבחירה מרוחקת של תוכנית
כדי להשתמש במצב בחירה מרוחקת של תוכנית, יש צורך ראשיתًا להכין את המשאבים הנדרשים ולהגדר את ה-CNC בצורה נכונה. לקבלת שלבים מפורטים בנוגע להגדרה, עיין במדריך פרמטרי המכונה שסופק על ידי יצרן המכונה – זה מבטיח שהמצב יפעל כמתוכנן.
שאלות נפוצות (FAQ)
מהם השלבים הראשונים להגדרת ESA S630 Bend Management על מכונה חדשה?
התחל על ידי הפניה למדריך המשתמש של המכונה לצורך הוראות הגדרה ראשונית. לאחר מכן, הגדר את פרמטרי ה-CNC כדי להבטיח תאימות עם ESA S630 Bend Management. לבסוף, ודא שכל החיבורים תקינים כדי לאפשר אינטגרציה חלקה של התוכנית ולמנוע בעיות בתפעול.
האם ESA S630 Bend Management יכול לתמוך בתוכניות קיפול מותאמות אישית?
כן, ESA S630 Bend Management מעוצב לטפל בתוכניות קיפול מותאמות אישית. ניתן להגדיר את ה-CNC לקבל תוכניות מותאמות מסוג זה ולהריץ אותן במדויק – גמישות זו עוזרת לעמוד בצרכים ייחודיים של ייצור ומשפרת את היכולות הכוללות.
כיצד יש להשתמש באופציית בחירת תוכנית מרחוק עם ESA S630 Bend Management?
כדי להשתמש באיתור תכנית מרחוק בצורה יעילה, הכינו תחילה את כל המשאבים הדרושים (כפי שמצוין בהנחיות היצרן). לאחר מכן, הגדרו את ה-CNC בהתאם להנחיות במדריך פרמטרי המכונה. הגדרה נכונה מפחיתה את זמן העצירה ומשפרת את היעילות התפעולית.
סיכום
בעת אופטימיזציה של ניהול כיפוף ESA S630, קבוצה של אסטרטגיות ליבה יכולה להגביר משמעותית את היעילות התפעולית ולצמצם את זמן העצירה. על ידי קידום ראשון לקביעת הגדרות מדויקות, שימוש באיתור תכנית מרחוק ושימור שוטף של המערכת, מערכת מכונת הכפיפה שלכם תספק ביצועים מיטביים. אסטרטגיות אלו פועלות יחד כדי לזרז פעולות כיפוף, לשפר דיוק ולהגביר את הפרודוקטיביות הכוללת.
למען תמיכה מקיפה ולשחרור הפוטנציאל המלא של ניהול הפנייה ESA S630, פנו לצוות המומחים שלנו. אנו כאן כדי לספק תובנות מעמיקות, פתרונות מותאמים אישית ומסמכים נוספים שתדריכו אתכם בכל שלב. אין להסס לפנות אלינו לשירותי ייעוץ, משאבים נוספים או לסייר במסמכים הקשורים באתר האינטרנט שלנו. על ידי שותפות איתנו, תוכלו להבטיח שהמכונות שלכם יפעלו ביעילות מרבית, ויספקו תוצאות יוצאות דופן באופן עקבי.

