















































Quali sono alcune precauzioni da adottare per la manutenzione di una macchina per la piegatura di tubi?
1. Manutenzione del sistema idraulico
Gestione dell'olio: controllare regolarmente il livello dell'olio idraulico e integrarlo, se necessario, con lo stesso marchio e tipo di olio. Sostituire l'olio idraulico dopo le prime 500 ore di funzionamento e successivamente ogni 2000-3000 ore o annualmente. La contaminazione o l'emulsificazione dell'olio sono cause comuni di blocco delle valvole idrauliche e di un funzionamento anomalo dei cilindri.
Monitoraggio della temperatura dell'olio: La temperatura di esercizio ideale per l'olio idraulico è compresa tra 35 ℃ e 55 ℃. Un funzionamento prolungato al di sopra dei 60 ℃ accelera l'ossidazione dell'olio e l'invecchiamento delle guarnizioni. Verificare che il ventilatore del radiatore funzioni correttamente e pulire regolarmente olio e polvere dalle alette del radiatore.

Sostituzione dei filtri: Sostituire regolarmente il filtro dell'olio di ritorno e il filtro di aspirazione dell'olio secondo le indicazioni riportate nel manuale dell'apparecchiatura, per evitare che impurità entrino nel sistema idraulico danneggiando pompe e valvole.
2. Manutenzione di stampi e mandrini
Pulizia e protezione dalla ruggine: Dopo ogni cambio di tubo o turno di lavoro, pulire le superfici dello stampo di piegatura, dello stampo di serraggio, dello stampo anti-increspatura e del mandrino per rimuovere trucioli metallici e fanghiglia. Applicare olio protettivo antiruggine sugli stampi non utilizzati per lunghi periodi.
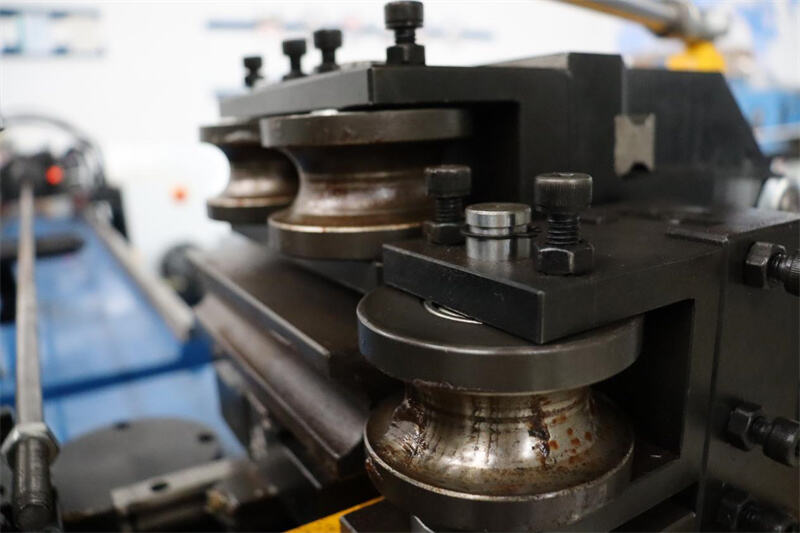
Ispezione dell'usura: ispezionare regolarmente la superficie di lavoro dello stampo alla ricerca di ammaccature, graffi o usura localizzata. Un'usura eccessiva può causare increspature ed eccessiva ovalizzazione nei tubi piegati; è necessario provvedere tempestivamente alla riparazione o alla sostituzione.
Condizione del mandrino: le giunzioni del mandrino a testa sferica devono ruotare liberamente. Controllare regolarmente l'asta del mandrino per verificare eventuali curvature o graffi. Un posizionamento impreciso del mandrino o un suo consumo costituiscono una delle principali cause di collasso interno e deformazione nei tubi a parete sottile.
3. Manutenzione elettrica e del motore
Pulizia e dissipazione del calore: pulire regolarmente la polvere dall'armadio di controllo elettrico e verificare il funzionamento della ventola di raffreddamento. I componenti di precisione, come i variatori di frequenza e gli azionamenti servo, sono sensibili alla polvere; in ambienti gravosi si raccomanda di installare filtri o un sistema di climatizzazione nell'armadio di controllo elettrico.
Ispezione dei cablaggi: Controllare trimestralmente i terminali del motore e i contatti del contattore per verificare allentamenti, ossidazione o segni di bruciatura. Il funzionamento in monofase può causare il surriscaldamento e il rapido danneggiamento del motore.
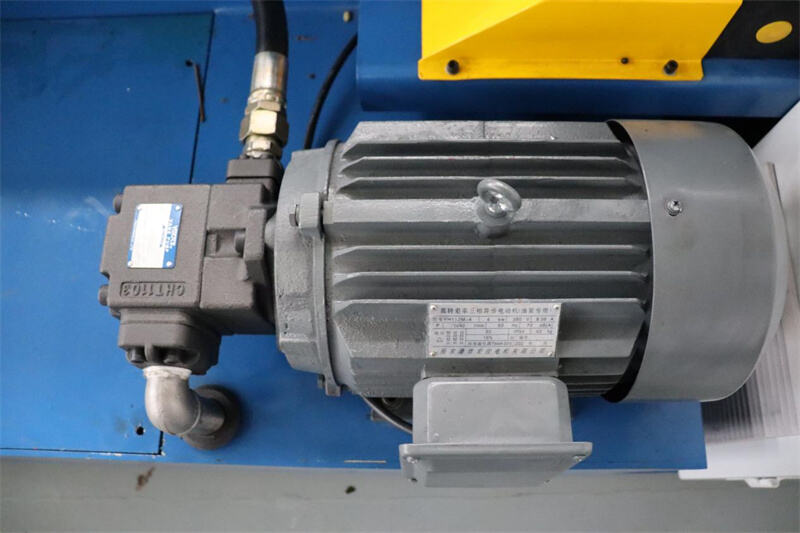
Lubrificazione del motore: Per i motori dotati di fori per la lubrificazione dei cuscinetti, rifornire periodicamente di grasso. In caso di rumori anomali o aumento delle vibrazioni, verificare tempestivamente l’usura dei cuscinetti.
4. Trasmissione meccanica e lubrificazione
Guide lineari e viti a ricircolo di sfere: Le guide lineari e le viti a ricircolo di sfere dell’asse di avanzamento e dell’asse rotativo richiedono una pulizia regolare e il rifornimento con grasso speciale. Le coperture protettive danneggiate delle guide devono essere sostituite immediatamente per impedire l’ingresso di trucioli e il conseguente danneggiamento degli elementi di rotolamento.
Riduttore e ingranaggi: Verificare il livello dell’olio nel riduttore e sostituire regolarmente l’olio per ingranaggi secondo le specifiche del macchinario. Gli ingranaggi della trasmissione del braccio piegatore devono essere mantenuti lubrificati; qualsiasi usura grave o pitting sui denti degli ingranaggi richiede un intervento immediato.
Ispezione dei fissaggi: Le vibrazioni prolungate dell'attrezzatura possono causare allentamento dei bulloni di ancoraggio e dei bulloni di fissaggio dello stampo; prima dell'inizio di ogni turno, va effettuata un'ispezione rapida.
5. Sistema di raffreddamento e filtrazione
Raffreddatore ad olio/raffreddatore ad acqua: Se l'attrezzatura è dotata di un raffreddatore indipendente, le alette del condensatore devono essere pulite regolarmente e va controllata la pressione del refrigerante nonché la presenza di perdite nelle tubazioni.
Filtro dell'aria: Il filtro dell'aria sul serbatoio dell'olio idraulico deve essere mantenuto pulito per evitare che la polvere entri nel serbatoio in seguito alle variazioni del livello dell'olio.
6. Procedure operative e ispezioni giornaliere
Pre-riscaldamento: In particolare in ambienti a bassa temperatura, dopo l'avviamento far funzionare la macchina a vuoto per 5-10 minuti, in modo da consentire la circolazione e il riscaldamento dell'olio idraulico prima di avviare la produzione.
Ispezione giornaliera: Redigere un registro delle ispezioni quotidiane, comprendente il livello dell'olio, rumori anomali, perdite d'olio, usura dello stampo e pressione dell'aria (nel caso di utilizzo di chiusura pneumatica).
Arresto anomalo: In caso di rilevamento di rumori anomali, vibrazioni, movimenti lenti o improvvisi cambiamenti nella qualità della piegatura, arrestare immediatamente la macchina per procedere alla risoluzione del problema, al fine di evitare un aggravamento della situazione.
7. Calibrazione periodica e verifica dell’accuratezza
Calibrazione dell’angolo di piegatura: Ogni sei mesi o dopo aver sostituito lo stampo, utilizzare un goniometro per calibrare la coerenza tra l’angolo di piegatura dell’apparecchiatura e il valore di feedback dell’encoder.
Accuratezza di ripetizione della posizione: Verificare la ripetibilità della lunghezza di alimentazione e dell’angolo di rotazione. Se la ripetibilità supera la tolleranza ammessa, regolare i parametri del servoazionamento o controllare il gioco meccanico.
La manutenzione di una macchina per la piegatura di tubi non consiste nel "ripararla solo quando si guasta", ma piuttosto in un compito sistematico che si svolge durante l’intera giornata. Un ciclo di quattro fasi — pulizia, lubrificazione, serraggio e ispezione — combinato con una gestione standardizzata degli oli e la manutenzione degli stampi, è essenziale per garantire che l’attrezzatura operi sempre con elevata precisione ed efficienza.

