















































Una guida pratica per l'uso della piegatrice E21
Una guida pratica per l'uso della piegatrice E21
Per utilizzare la pieghatrice E21, iniziare inserendo i parametri di piegatura richiesti nel sistema di controllo. Una volta posizionato e fissato correttamente il materiale, è possibile avviare il ciclo di piegatura, rispettando tutte le normali procedure di sicurezza. Per ottenere risultati costanti e di alta qualità, è fondamentale eseguire regolarmente manutenzione e ispezioni degli utensili.
Per una descrizione dettagliata passo dopo passo dell'intero processo, consultare il manuale operativo completo riportato di seguito.

Sistema E21: Un'introduzione
L'E21 è un sistema di controllo specializzato progettato specificamente per macchine piegatrici. Offre un equilibrio ottimale tra prestazioni ed efficienza economica, riducendo significativamente i costi complessivi della macchina pur mantenendo la precisione entro gli standard industriali richiesti.
Le caratteristiche principali del sistema E21 includono:
Il display LCD ad alta definizione supporta le lingue cinese e inglese e mostra i parametri di programmazione su una singola pagina, rendendo la programmazione più rapida e comoda.
Il posizionamento intelligente degli assi X e Y supporta la regolazione manuale, eliminando la necessità di dispositivi meccanici di posizionamento azionati manualmente.
Le funzioni integrate di impostazione del tempo di mantenimento della pressione e del ritardo di scarico semplificano l'operazione e riducono i costi.
funzione di backup e ripristino dei parametri con un solo clic, che consente di ripristinare i parametri in qualsiasi momento secondo necessità, riducendo i costi di manutenzione. Supporta la programmazione multistep per migliorare l'efficienza produttiva e la precisione di lavorazione.
Tutti i pulsanti sul pannello sono microinterruttori e sono stati sottoposti a rigorosi test EMC, ad alta e bassa temperatura, vibrazioni, ecc. per garantire la stabilità e la durata del prodotto.
Certificazione CE che supporta i mercati esteri.
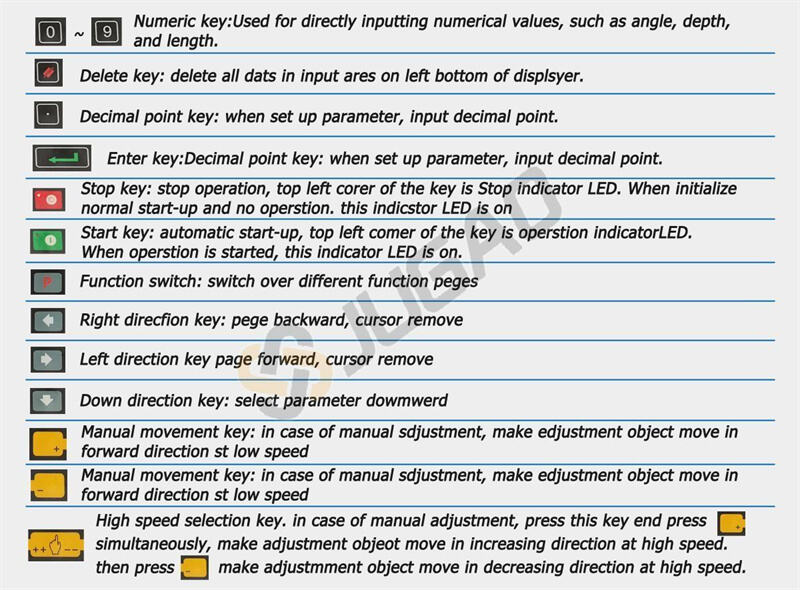
Le funzioni dei tasti del pannello sono descritte nella tabella.
Interfaccia singola
Il controller E21 adotta un display LCD a matrice puntiforme 160*160. L'area di visualizzazione è mostrata di seguito.

Barra del titolo: visualizza informazioni relative alla pagina corrente, come il nome, ecc.
Area di visualizzazione parametri: mostra il nome del parametro, il valore del parametro e le informazioni di sistema.
Barra di stato: area di visualizzazione delle informazioni in ingresso e dei messaggi di promp.
Le spiegazioni delle abbreviazioni utilizzate in questa pagina sono riportate nella tabella.
X: La posizione corrente dello sfondo
Y: La posizione corrente del cursore
XP: La posizione desiderata del contrappuntale
YP: La posizione desiderata del cursore
DX: Distanza di ritiro del contrappuntale
HT: Ritardo di mantenimento
DLY: Ritardo di ritrazione
PP: Pezzo prestabilito
CP: Pezzo corrente
Programmazione monostep
L'E21 dispone di due metodi di programmazione, ovvero la programmazione monostep e la programmazione multistep. Gli utenti possono configurare la programmazione in base alle effettive esigenze.
La programmazione monostep viene generalmente utilizzata per elaborare un singolo passaggio al fine di completare la lavorazione del pezzo. Quando il controller viene acceso, accede automaticamente alla pagina del programma monostep.
Passi operativi
Passaggio 1 Dopo l'avvio, il dispositivo entrerà automaticamente nella pagina di configurazione del programma in un solo passaggio.
Passaggio 2 Premere per selezionare il parametro da configurare, premere il tasto numerico per inserire il valore del programma, premere per completare l'inserimento.
Passaggio 3 Premere e il sistema eseguirà il programma impostato.
Programmazione Multistep
Il programma multistep è utilizzato per lavorare un singolo pezzo con diverse fasi di lavorazione, consentendo l'esecuzione consecutiva di più passaggi e migliorando l'efficienza del processo.
Passi operativi
Passaggio 1 Accendere l'apparecchio, il dispositivo visualizzerà automaticamente la pagina dei parametri monostep.
Passaggio 2 Premere per passare alla pagina di gestione programma, spostarsi sulla pagina di gestione programma.
Passaggio 3 Premere per selezionare il numero di serie del programma, oppure inserire direttamente il numero del programma, ad esempio inserire "1".
Passaggio 4 Premere per accedere alla pagina di impostazione del programma multistep.
Passaggio 5 Premere per selezionare il parametro di programmazione multistep da configurare, inserire il valore desiderato, premere e l'impostazione diventerà effettiva.
Passaggio 6 Al termine della configurazione, premere per accedere alla pagina di impostazione dei parametri del passaggio.
Passaggio 7 Premere selezionare il parametro del passaggio da configurare, inserire il valore del programma, premere e la configurazione diventa effettiva.
Passaggio 8 Premere per passare da un passaggio all'altro. Se il passaggio corrente è il primo, premere per accedere all'ultima pagina della configurazione dei parametri del passaggio; se il passaggio corrente è l'ultimo, premere per accedere alla prima pagina della configurazione dei parametri del passaggio.
Passaggio 9 Premere, il sistema funzionerà in base a questo programma.
Impostazione dei parametri
Gli utenti possono configurare tutti i parametri necessari per il normale funzionamento del sistema, inclusi i parametri del sistema, dell'asse X e dell'asse Y.
Passaggio 1 Nella pagina di gestione del programma, premere per accedere alla pagina di costante programmabile. In questa pagina è possibile impostare la costante programmabile.
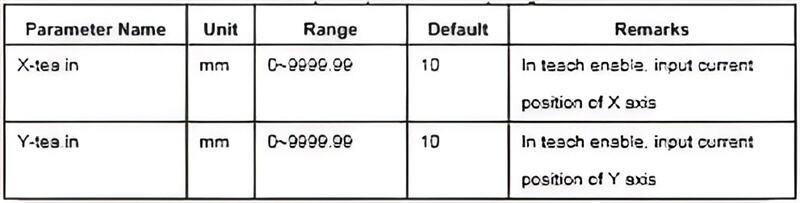
Passaggio 2 L'intervallo di configurazione della costante programmabile è mostrato nella Tabella
Passaggio 3 Inserire la password "1212", premere per accedere alla pagina Teach.
Passaggio 4 Configurare il parametro, l'intervallo di configurazione del parametro è mostrato nella Tabella.
Passaggio 5 Premere, tornare alla pagina della costante programmabile,
Allarme
Il dispositivo può rilevare automaticamente anomalie interne o esterne e inviare un messaggio di allarme. Il messaggio di allarme è disponibile nell'elenco degli allarmi.
Passo 1 Nella pagina di gestione programmazione, premere per accedere alla pagina delle costanti di programmazione.
Passo 2 Nella pagina delle costanti di programmazione, premere per accedere alla pagina "Cronologia allarmi" per visualizzare tutta la cronologia degli allarmi. Gli ultimi 6 allarmi, il numero dell'allarme e le cause possono essere visualizzati su questa pagina.
Guasti comuni e risoluzione dei problemi
1. Il controller non si accende / Nessun display
Sintomi del guasto:
Lo schermo è vuoto.
Nessun indicatore luminoso è acceso.
Possibili cause e risoluzione dei problemi:
C1: Problema dell'alimentazione principale.
Verifica: Assicurarsi che l'interruttore principale di disconnessione della macchina sia ATTIVATO.
Verifica: assicurarsi che il cavo principale dell'alimentazione sia collegato e che la tensione sia corretta.
C2: Porta della macchina/protezione di sicurezza aperta.
Verifica: assicurarsi che tutte le porte degli armadi elettrici e le protezioni di sicurezza siano correttamente chiuse. Molte macchine sono dotate di interblocchi di sicurezza che impediscono l'accensione.
C3: Fusibile bruciato.
Verifica: ispezionare i fusibili principali nell'armadio elettrico della macchina.
C4: Unità di alimentazione difettosa.
Verifica: l'alimentatore DC interno (ad esempio, 24V DC) per il controllore potrebbe aver subito un guasto. È necessario l'intervento di un elettricista qualificato.
2. Gli assi (Y1, Y2, X, R) non si muovono o mostrano "Errore di inseguimento" / "Guasto asse"
Sintomi del guasto:
L'asse non risponde ai comandi manuali.
Il controller visualizza un messaggio di errore riguardo al comando dell'asse o all'errore di inseguimento.
Un lato (Y1 o Y2) è più basso/più alto dell'altro (fuori sincronia).
Possibili cause e risoluzione dei problemi:
C1: Guasto del servomotore / amplificatore.
Verifica: Controllare la presenza di un codice di errore sull'unità del servomotore stesso (solitamente situata nell'armadio elettrico). Consultare il manuale del produttore del drive.
Azione: Ripristinare il guasto spegnendo e riaccendendo la macchina. Se il problema persiste, annotare il codice di errore per l'assistenza tecnica.
C2: Problema del cavo dell'encoder / di retroazione.
Verifica: Ispezionare i cavi dell'encoder collegati alla parte posteriore dei motori servo per verificare eventuali danni o connessioni allentate.
C3: Ostacolo meccanico.
Verifica: Verificare manualmente se il punzone (asse Y) o il battuta (asse X) possono muoversi liberamente. Potrebbe esserci un inceppamento fisico.
C4: Freno del motore inserito.
Verifica: Il freno del motore servo (soprattutto sull'asse Y) potrebbe non essere rilasciato. Si potrebbe sentire un ronzio proveniente dal motore ma nessun movimento.
3. Errore "Asse non referenziato" o "Impostare riferimento"
Sintomi del guasto:
La macchina non può avviare un ciclo.
Il controllore richiede una procedura di riferimento.
Possibili cause e risoluzione dei problemi:
C1: La macchina è stata spenta.
Azione: Questa è una procedura standard. È necessario eseguire l'operazione di "Riferimento" o "Ritorno a zero" dopo l'accensione della macchina. Accedere alla schermata manuale ed eseguire il ciclo di riferimento per tutti gli assi.
C2: Guasto dell'interruttore di riferimento / sensore di prossimità.
Verifica: Il sensore che rileva la posizione home potrebbe essere sporco, malallineato o difettoso. Spesso è richiesto l'intervento di un tecnico.
4. Allarme "Sovraccarico" o "Alta Pressione"
Sintomi del guasto:
L'allarme si verifica durante il ciclo di piegatura, spesso in prossimità del punto più basso.
Possibili cause e risoluzione dei problemi:
C1: Impostazione errata della tonnellaggio (pressione).
Verifica: La pressione di piegatura programmata è troppo elevata per il materiale o la capacità della macchina. Rivedere e ridurre l'impostazione della pressione nel programma.
C2: Selezione errata della matrice.
Verifica: L'utilizzo di una matrice a V troppo stretta rispetto allo spessore del materiale richiede una forza eccessiva. Verificare che l'apertura della matrice a V sia corretta per il materiale (tipicamente, apertura V = 8 x spessore del materiale).
C3: Piegatura al di fuori della capacità della macchina.
Verifica: Potrebbe essere in corso un tentativo di piegare un materiale troppo spesso o troppo lungo rispetto alla capacità nominale della macchina.
5. Angolo di piegatura non uniforme
Sintomi del guasto:
L'angolo di piegatura varia da pezzo a pezzo, anche con lo stesso programma.
Possibili cause e risoluzione dei problemi:
C1: Variazioni del materiale.
Verifica: Spessore, durezza o direzione della fibratura del materiale non costanti possono causare variazioni dell'angolo. Controllare i certificati del materiale.
C2: Utensili usurati o non idonei.
Controllo: Ispezionare il punzone e la matrice per verificare l'usura o eventuali danni. Assicurarsi di utilizzare gli strumenti corretti per l'angolo specificato.
C3: Mancata compensazione del bombaggio.
Azione: Quando si piegano lamiere lunghe, il letto della macchina potrebbe flettersi. Utilizzare la funzione "Crowning" (manuale o automatica) per compensare questa flessione. Ricalibrare se necessario.
C4: Sistema idraulico instabile.
Controllo: Un livello basso di olio idraulico, olio sporco o una valvola difettosa possono causare instabilità della pressione. Controllare il livello e la temperatura dell'olio.
6. Arresto posteriore (X, R, Z) non raggiunge la posizione o è impreciso
Sintomi del guasto:
L'arresto posteriore si ferma in una posizione errata o vibra al momento dell'arresto.
Possibili cause e risoluzione dei problemi:
C1: Ostacolo meccanico o mancato allineamento.
Controllo: Verificare la presenza di trucioli, detriti o bave sulle rotaie e sulle viti dell'arresto posteriore. Pulire e lubrificare le guide.
C2: Giunto allentato o cinghia di trasmissione allentata.
Verifica: L'accoppiamento tra il motore servo e la vite a ricircolo di sfere, oppure la cinghia di trasmissione (se presente), potrebbe essere allentato.
C3: Gioco meccanico.
Azione: Nel tempo, l'usura meccanica può causare gioco. Il controllore dispone spesso di un'impostazione di "Compensazione del Gioco" che può essere regolata da un tecnico.
Diagramma generale per la risoluzione dei problemi
1. Annotare esattamente il messaggio di errore visualizzato sul display E21.
2. Consultare il manuale del produttore della macchina. Contiene i codici di errore e le procedure più specifiche.
3. Eseguire un semplice reset: Spegnere completamente la macchina, attendere 10 secondi, quindi riaccenderla.
4. Verificare la presenza di problemi evidenti: Cavi allentati, interruttori magnetotermici scattati, livello basso dell'olio idraulico, rumori anomali.
5. Isolare il problema: Stabilire se si tratta di un problema di controllo (controllore, programmazione), elettrico (motore, azionamento, sensore) o meccanico (asse bloccato, utensili usurati).
6. Contattare l'assistenza tecnica: Se il problema non viene risolto con i controlli di base, fornire loro il messaggio di errore esatto e le operazioni già effettuate.
Ricorda: solo personale qualificato deve effettuare riparazioni elettriche interne.

